�C�^(q��)
���}: Ч���ܷ��������B��ģ�ߡ����˽����? [��ӡ���]
����: һ����ǰ �r�g: 2023-4-25 14:36
���}: Ч���ܷ������������B��ģ�ߡ����˽����?
01
ʲô�ǯB��ģ��
�B��ģ���Ǯ�(d��ng)������ģ�߰l(f��)չ��һ�ǰ�ؼ��g(sh��)�������ǻ�Ƿֲ���2������������ϵģ����دBʽ�����������ε��f�����B��ģ�߾��ஔ(d��ng)�ڌ��ั�Ό�ģ�߯B����һ������������b��һ�_ע�ܙC���M��ע�����a(ch��n)����
+ C: x$ [( f- |- }
. G8 [- r( X/ A) P8 n) H. L
�B��ģ�߮a(ch��n)��������ͨ��ע�ܙC��ʹ�ÆΌ�����ע��ģ�ߵĕr���䱾���� ע �� �� �� �_ ģ �� �� ֻ ʹ �� �� �~ �� ��20%~40%������]�г�ְl(f��)�]ע��C��������������B��ʽע��ģ���܉��ڲ������iģ���Ļ��A(ch��)�ϣ��� 1 �_ע��C 1 �������ˆT�ėl������ʹ�a(ch��n)������(j��)�Ӕ�(sh��)�ɱ�������������ԘO���������a(ch��n)Ч�ʺ��O(sh��)���������������ܹ�(ji��)�s���a(ch��n)�ɱ��������YԴ���B��ʽע��ģ�����m�ڳ��ʹ��ͱ�ƽ�Ƽ��������\ǻ���w��Ƽ���С�Ͷ�ǻ�����Ƽ�������������a(ch��n)���Ƽ��������
& D3 Z4 @) `% U% w0 |# X4 n
02
�B��ģ�ߵă�(y��u)�c��ʲô
1���c��Ҏ(gu��)ģ�����������B��ʽģ���iģ��ֻ�����10%��15%�����a(ch��n)����������90%��95%�������
2��ģ������Ҫ��������c��Ҏ(gu��)ģ����ͬ������Ҍ��ั��ǻ�M����һ��ģ���У�����ģ����������Ҳ���s������
3��ʹ�ø�Ч�B��ע������������Եõ��p�������ı�����ͨ�Ό�ģ�Įa(ch��n)�����o�Ͷ�Yُ�I�~��ęC�����O(sh��)������@��(ji��)�s�˰��b�C����������O(sh��)��͔U���S�����������ڄ������M�������
4���B��ģ�߿����b�چΌ�ģ��Ҫ�������ע�ܙC��������λ�r�g�Įa(ch��n)��Ч�ʅs�dzɱ������L
5����(ji��)�sԭ�����������Ԅӻ�����߮a(ch��n)Ʒ����������s�����a(ch��n)����
8 E9 Z0 M# x4 H3 b C9 P3 p
03
�B��ģ�ߵķ��
1����ͨ�B��ģ��
2��ģ
3��ģ
4��ģ
��ൽ10��
3 Q* O5 x' W3 h% N4 s% `
2�����D(zhu��n)�B��ģ��
�p���p��ÿ��180�����D(zhu��n)
�p��4��ÿ��90�����D(zhu��n)
3��2��(ÿ��180�����D(zhu��n))+4 ��(ÿ��90�����D(zhu��n))
4 x; w" E: P* `; F0 T
3��Tandemģ
3 t/ e$ {& F) A' w2 s
04
�B��ģ�ߵİl(f��)չ�v��
1���B��ʽģ�ߵ�ԭʼģ����1899��������Alanson cD.Gray���T�챡��Ϟ��Ʒ�r����������
2������1940��12��E.R.Knowles��ȡ���˯B��ʽģ�ߵČ�����(qu��n)����δ�ƏVʹ�������
3��20���o 60 �����ʿ��ģ���������_ʼ�о����ڼӹ����ϵįB��ʽģ����������Ҫ�����a(ch��n)���b�м����ε��ճ���Ʒ��ע��ģ������
4��1980 ������O(sh��)Ӌ����ͨ�������p��ע��ģ�����������B��ʽģ�ߣ��������
5��20���o80���ĩ90������ձ��������������O(sh��)Ӌ�l(f��)���˸��Բ�ͬ�Y(ji��)��(g��u)�ğ������B��ʽģ�ߣ�
6��20���o90�����Tradesco ģ�߹�˾�� Rozema�аl(f��)��4��ģ�����
7��21���o��Tradescoģ�߹�˾�ɹ��_�l(f��)��3�Ӷ�ǻ�B��ʽ������ģ�������
8��1995 ����_˹�� Grabovski�аl(f��)��ֱ���M���������B��ʽģ�������
9��21���o�������O(sh��)Ӌ��һ�N16+16 ǻ�� 2 �N���ϵ����D(zhu��n)�B��ʽģ������֮�����ڶ�ɫע�ܵ����D(zhu��n)�B��ģ����u�V��ʹ�������
10��2002���ɵ�Bielefeld��W(xu��)��(y��ng)�ÿƌW(xu��)�о�Ժ�_�l(f��)�ˑ�(y��ng)���ں����Ʒ��Tandemģ�ߡ�
2 ?; u& w4 O% \; P, A. @9 Z1 X
05
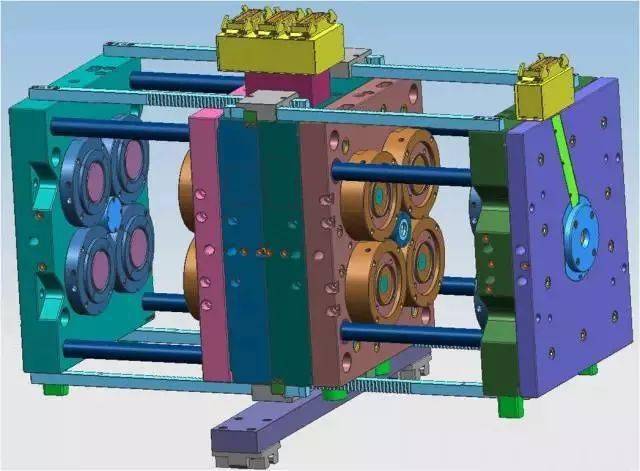
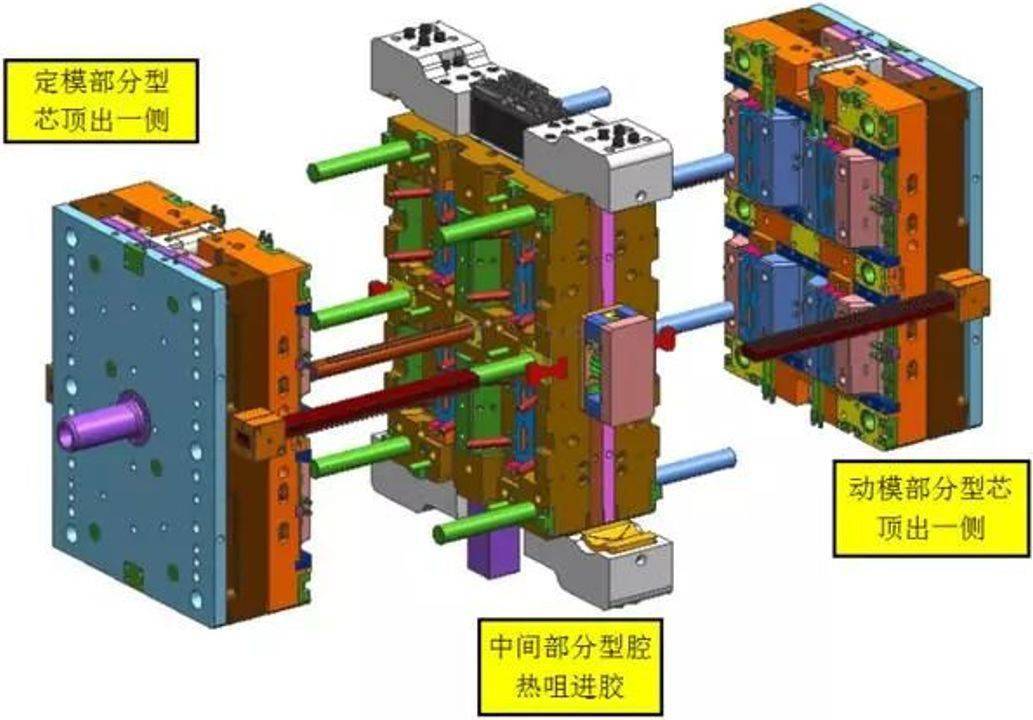
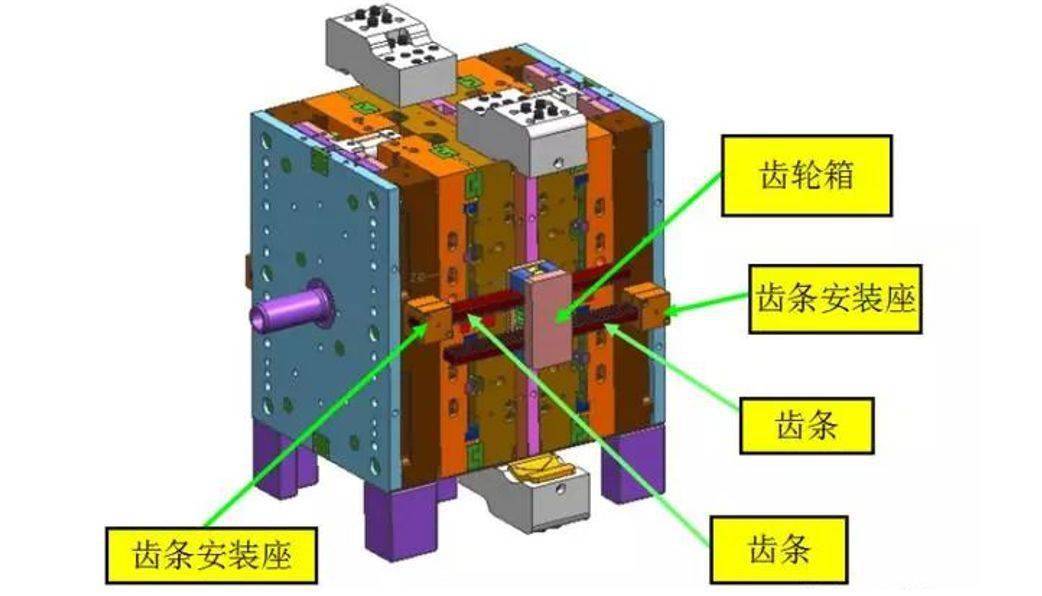
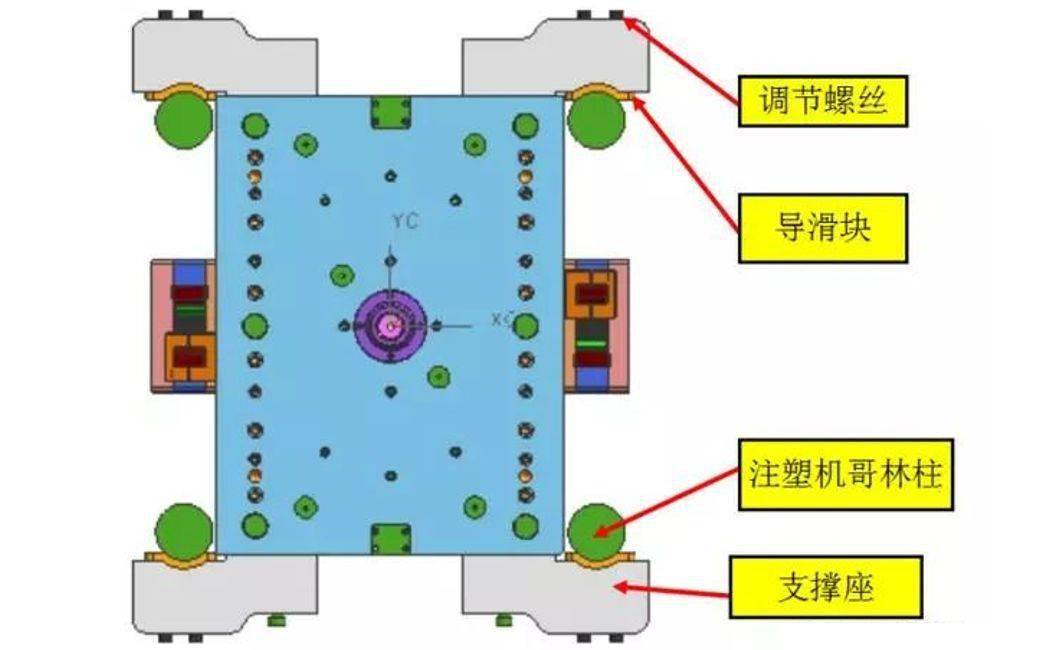
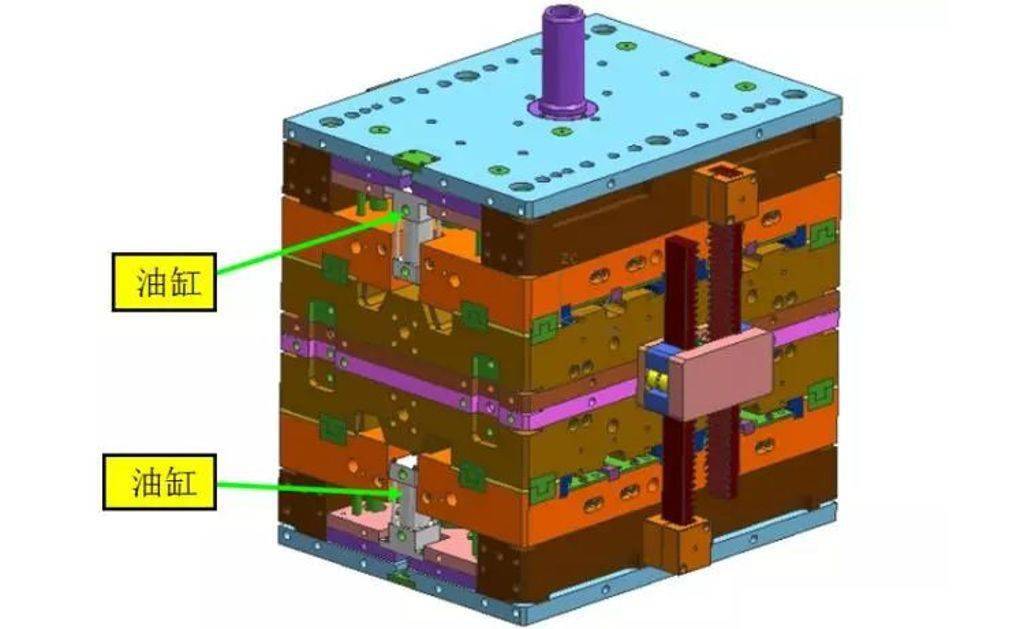
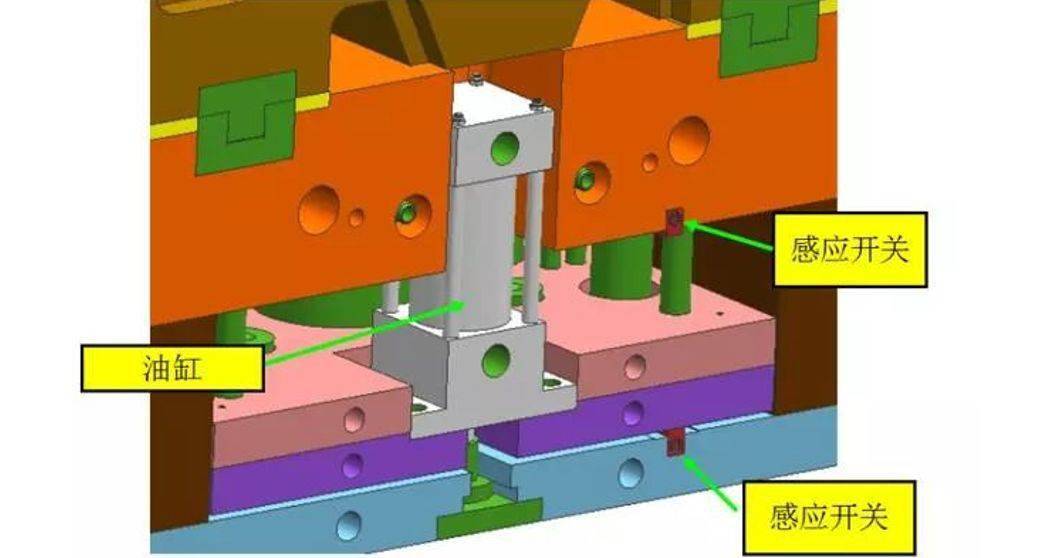
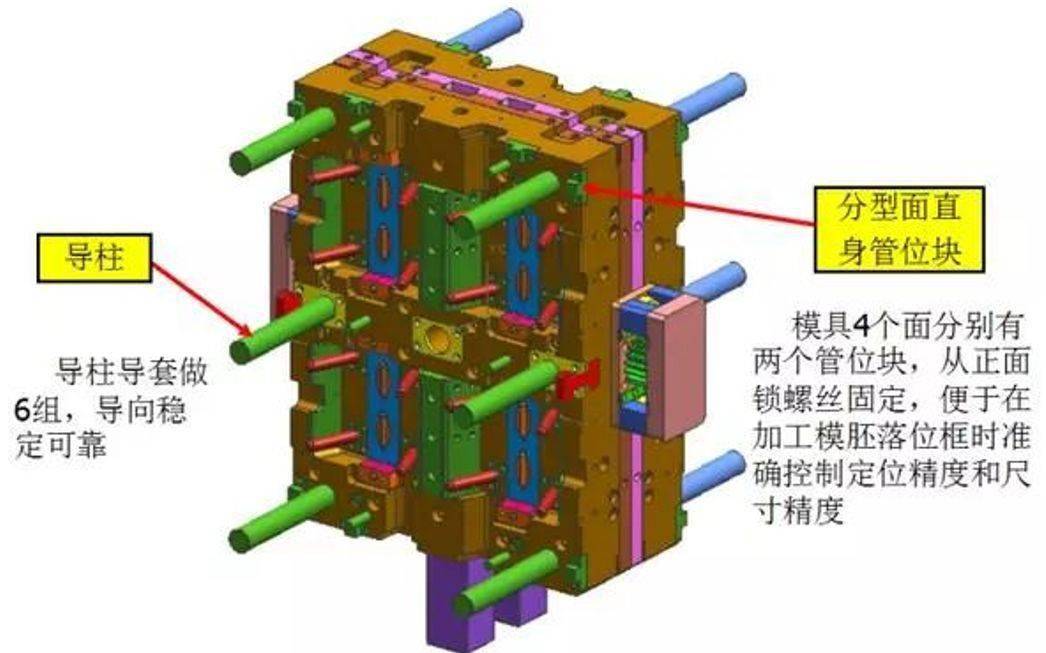
�B��ģ�߽Y(ji��)��(g��u)
2�ӯB��ģ������(g��u)�ɲ���
3 E0 I2 k/ x( A- l7 L U
$ K5 L5 w/ b5 r! H7 k; K; K
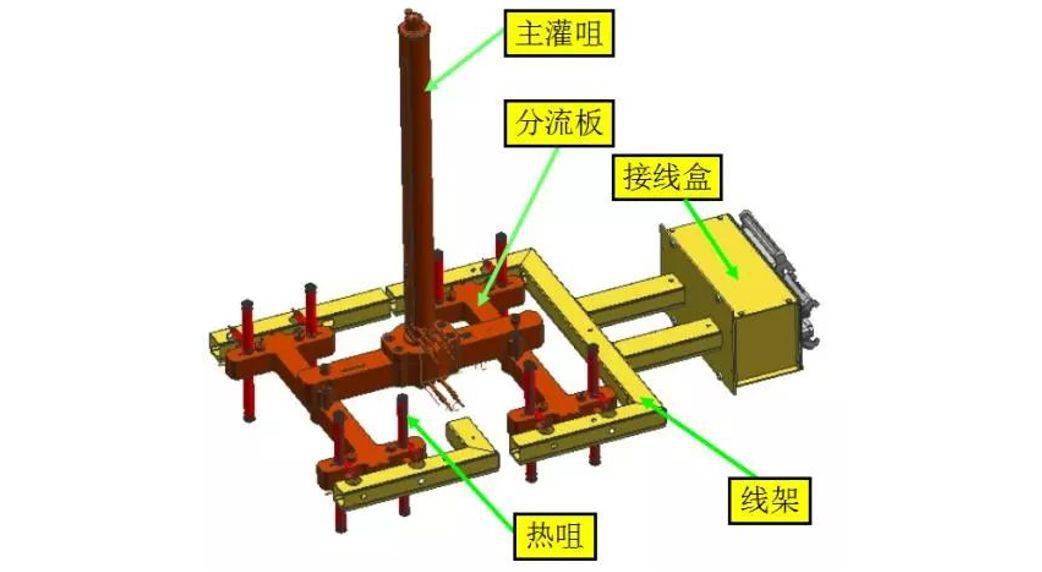
�Bʽ�������O(sh��)Ӌ
1��������\�ӌ�(d��o)��
2��������c��������B��
3���������c����B��
4������������Ӿ����c���������ֵ����w���O(sh��)Ӌ
5����������ƽ�⼼�g(sh��)
6���������b���Կ��]
7��������ϵ�y(t��ng)�ı��o
i$ ~" D1 r# m% P& j! Z
; t3 c. K+ @8 v6 ` ?
��ױ��o
; C1 H) I2 I2 ]' ? O
8 m* ]# z& f/ R
ͬ���_ģ�C��(g��u)
, ]( r8 Y& S7 g5 ~' Y
+ R* V, e% R! |9 v+ u
���g֧�Ό�(d��o)���C��(g��u)
5 G: i5 l/ _# S# t
- d& ^5 J9 c3 n5 s# q) K0 w, ~7 I
픳��C��(g��u)
- o( Q9 b/ B, N- g8 Y- |
7 r3 }. T- T, ~: \3 d
5 j# D9 t! f' j# @, e' N
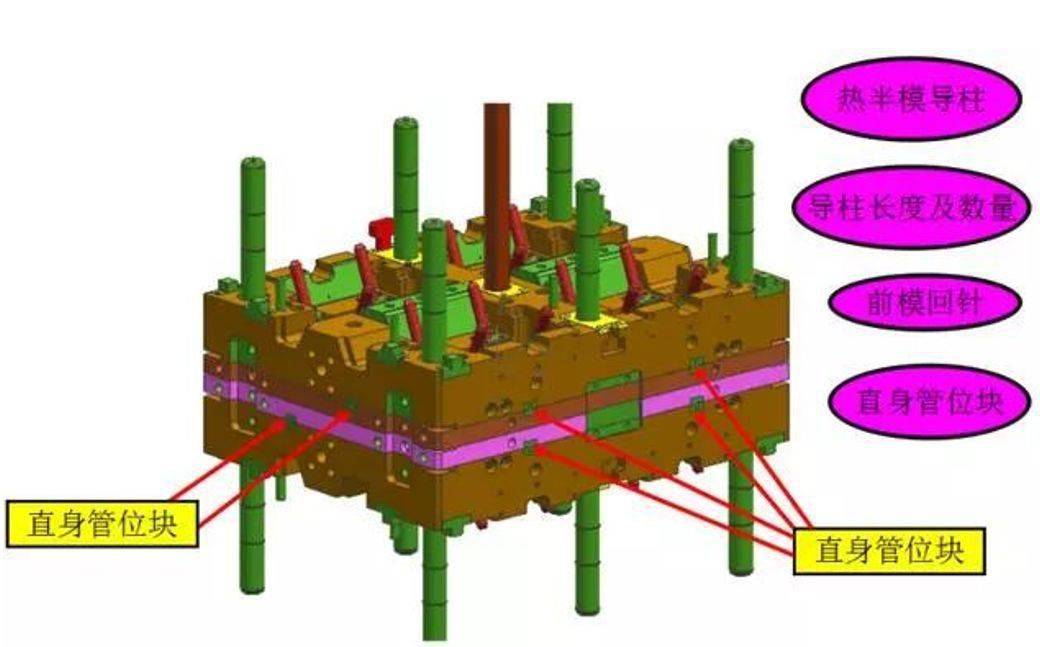
��(d��o)��λϵ�y(t��ng)��ģ�߲���
: m g% Z" [! c2 C" N
3 k, x2 ~& |3 {6 s
06
�B��ģ���O(sh��)Ӌ���]Ҫ�c
1��ģ���_ģ������ײ���Ó����(d��o)��֮�⣬��(y��ng)ע��������L�Ⱥ�ģ���_ģ�г̵ĺ����O(sh��)�������
2����У��ע�ܙC����_ģ�г̺�����ܻ�������
3��ע���b�õ��A(y��)��Ч��Ҫ������
4��ע�������m��(d��ng)�����������
5�����������w�ĉ���ጷ�������
6����ǻ�����c������P(gu��n)ϵ̎����
����: romansee �r�g: 2023-4-25 19:25
���e
����: �C�Ӑۺ���666 �r�g: 2023-4-28 15:09
�W(xu��)��(x��)һ��
����: zss51920 �r�g: 2023-6-25 10:02
�@����ţ�ư���
| �gӭ���R �Cе��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |