ÖC(j©®)ąĄ╔ńģ^(q©▒)
ś╦(bi©Īo)Ņ}: ║ĖĮė╗∙ĄA(ch©│)ų¬ūRĪ¬Ī¬ļŖūĶ║Ė║ĖĮėĘĮĘ© [┤“ėĪ▒ŠĒō]
ū„š▀: twq19810302 Ģrķg: 2023-1-4 13:58
ś╦(bi©Īo)Ņ}: ║ĖĮė╗∙ĄA(ch©│)ų¬ūRĪ¬Ī¬ļŖūĶ║Ė║ĖĮėĘĮĘ©
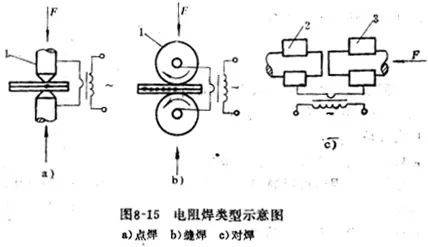
ļŖūĶ║Ė╩Ūį┌║Ė╝■ĮM║Ž║¾═©▀^ļŖśO╩®╝ėē║┴”��Ż¼└¹ė├ļŖ┴„═©▀^ĮėŅ^Ą─Įėė|├µ╝░ÓÅĮ³ģ^(q©▒)ė“«a(ch©Żn)╔·Ą─ļŖūĶ¤ß▀M(j©¼n)ąą║ĖĮėĄ─╣ż╦ćĘĮĘ©��ĪŻļŖūĶ║ĖĄ─ĘNŅÉ║▄ČÓ��Ż¼│Żė├Ą─ėą³c║Ė��Īó┐p║Ė║═ī”║Ė╚²ĘN��ĪŻ
# g; h6 _ s( X E3 X+ a7 U7 P& @& C
1.³c║Ė
³c║Ė╩Ūīó║Ė╝■čb┼õ│╔┤ŅĮėĮėŅ^��Ż¼▓óē║Šoį┌ā╔ļŖśOų«ķg��Ż¼└¹ė├ļŖūĶ¤ß╚█╗»─Ė▓─Įī┘��Ż¼ą╬│╔║Ė³cĄ─ļŖūĶ║ĖĘĮĘ©��ĪŻ³c║Ėꬊoė├ė┌▒Ī░Õ║ĖĮė��ĪŻ
³c║ĖĄ─╣ż╦ć▀^│╠Ż║
Ż©1Ż®ŅA(y©┤)ē║��Ż¼▒ŻūC╣ż╝■Įėė|┴╝║├��ĪŻ
Ż©2Ż®═©ļŖ��Ż¼╩╣║ĖĮė╠Äą╬│╔╚█║╦╝░╦▄ąįŁh(hu©ón)��ĪŻ
Ż©3Ż®öÓ³cÕæē║��Ż¼╩╣╚█║╦į┌ē║┴”▀B└m(x©┤)ū„ė├Ž┬└õģsĮY(ji©”)Š¦��Ż¼ą╬│╔ĮM┐Śų┬├▄��Īó¤o┐s┐ū��Īó┴č╝yĄ─║Ė³c��ĪŻ
* Z3 i1 p4 c0 h1 _) C5 x7 B7 x
2.┐p║Ė
┐p║Ė╩Ūīó║Ė╝■čb┼õ│╔┤ŅĮė╗“?q©▒)”ĮėĮėŅ^��Ż¼▓óų├ė┌ā╔ØL▌åļŖśOų«ķg��Ż¼ØL▌å╝ėē║║Ė╝■▓ó▐D(zhu©Żn)äė��Ż¼▀B└m(x©┤)╗“öÓ└m(x©┤)╦═ļŖ��Ż¼ą╬│╔ę╗Śl▀B└m(x©┤)║Ė┐pĄ─ļŖūĶ║ĖĘĮĘ©��ĪŻ
┐p║Ėꬊoė├ė┌║ĖĮė║Ė┐p▌^×ķęÄ(gu©®)ät��Īóę¬Ū¾├▄ĘŌĄ─ĮY(ji©”)śŗ(g©░u)��Ż¼░Õ║±ę╗śėį┌3mmęįŽ┬��ĪŻ
6 n1 N) s8 n0 B1 ?1 @' K+ f8 o4 ]& b
3.ī”║Ė
ī”║Ė╩Ū╩╣║Ė╝■čžš¹éĆĮėė|├µ║Ė║ŽĄ─ļŖūĶ║ĖĘĮĘ©��ĪŻ
( n1 w8 q# S3 y8 N' U b2 ^
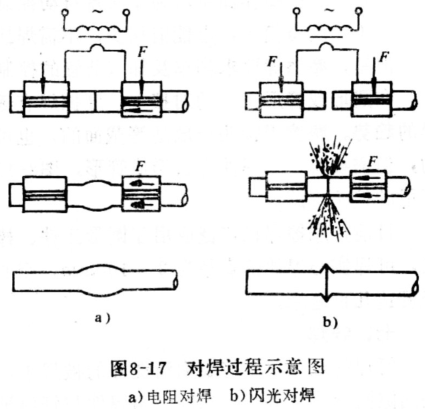
Ż©1Ż®ļŖūĶī”║Ė
ļŖūĶī”║Ė╩Ūīó║Ė╝■čb┼õ│╔ī”ĮėĮėŅ^Ż¼╩╣ŲõČ╦├µŠo├▄Įėė|��Ż¼└¹ė├ļŖūĶ¤ß╝ė¤ßų┴╦▄ąįĀŅæB(t©żi)Ż¼╚╗║¾öÓ├µ▓óčĖ╦┘╩®╝ėĒöÕæ┴”═Ļ│╔║ĖĮėĄ─ĘĮĘ©��ĪŻ
ļŖūĶī”║Ėꬊoė├ė┌Įž├µ║åå╬��Īóų▒ÅĮ╗“▀ģķLąĪė┌20mm║═ÅŖ(qi©óng)Č╚ę¬Ū¾▓╗╠½Ė▀Ą─║Ė╝■��ĪŻ
5 Y9 O% C6 v) E. I a
Ż©2Ż®ķW╣Ōī”║Ė
ķW╣Ōī”║Ė╩Ūīó║Ė╝■čb┼õ│╔ī”ĮėĮėŅ^Ż¼Įė═©ļŖį┤��Ż¼╩╣ŲõČ╦├µų▓ĮęŲĮ³▀_(d©ó)ĄĮŠų▓┐Įėė|��Ż¼└¹ė├ļŖūĶ¤ß╝ė¤ß▀@ą®Įėė|³c��Ż¼į┌┤¾ļŖ┴„ū„ė├Ž┬��Ż¼«a(ch©Żn)╔·ķW╣Ō��Ż¼╩╣Č╦├µĮī┘╚█╗»��Ż¼ų▒ų┴Č╦▓┐į┌ę╗Č©╔ŅČ╚ĘČ«Āā╚(n©©i)▀_(d©ó)ĄĮŅA(y©┤)Č©£žČ╚ĢrŻ¼öÓļŖ▓óčĖ╦┘╩®╝ėĒöÕæ┴”═Ļ│╔║ĖĮėĄ─ĘĮĘ©��ĪŻ
ķW╣Ō║ĖĄ─ĮėŅ^┘|(zh©¼)┴┐▒╚ļŖūĶ║Ė║├Ż¼║Ė┐p┴”īW(xu©”)ąį─▄┼c─Ė▓─ŽÓ«ö(d©Īng)��Ż¼Č°Ūę║ĖŪ░▓╗ąĶę¬ŪÕ└ĒĮėŅ^Ą─ŅA(y©┤)║Ė▒Ē├µ��ĪŻ
ķW╣Ōī”║Ė│Żė├ė┌ųžę¬║Ė╝■Ą─║ĖĮė��Ī��Ż┐╔║Ė═¼ĘNĮī┘��Ż¼ę▓┐╔║Ė«ÉĘNĮī┘��Ż╗┐╔║Ė0.01mmĄ─Įī┘Įz��Ż¼ę▓┐╔║Ė20000mmĄ─Įī┘░¶║═ą═▓─��ĪŻ
6 b ^4 |) [8 `; L4 ~. z1 f w& b
ū„š▀: ģ╬į¬┴┴ Ģrķg: 2023-1-9 21:24
ø]┴╦��Ż┐
| ÜgėŁ╣Ō┼R ÖC(j©®)ąĄ╔ńģ^(q©▒) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |