�C(j��)�^(q��)
��(bi��o)�}: �µ�һ����M(j��n)��ˇ�����@10��(g��)�Ԅ�(d��ng)��Ԫ������ [��ӡ���(y��)]
����: jiajoin �r(sh��)�g: 2019-2-12 10:41
��(bi��o)�}: �µ�һ����M(j��n)��ˇ�����@10��(g��)�Ԅ�(d��ng)��Ԫ������
��������� jiajoin �� 2019-2-12 10:47 ��
3 Q2 ?( E+ _7 }% y6 G" ~4 t/ o7 M; u0 E" ]" \ w
����ʹ�ø��ټӹ����g(sh��)�s�̙C(j��)���ӹ����ڣ��߮a(ch��n)���Č�(sh��)�F(xi��n)߀�x���_(k��i)��ˇ�в��õ������Ԅ�(d��ng)��Ԫ�������ͨ�^(gu��)�^������������˾����վ�����бP(p��n)���бP(p��n)�b�dϵ�y(t��ng)���������S�C(j��)�����������õ����S�C(j��)��Ҳ��һ�ӣ��е��Ԅ�(d��ng)�����g(sh��)������҂��l(f��)�F(xi��n)�@10��(g��)Ԫ�ؽM���˹��S�����S��ˇ��
1.�b�dϵ�y(t��ng)�����бP(p��n)
[attach]474299[/attach]
����߅�Ğ����S�C(j��)���������߅�Ğ����S�����������һ��(g��)�����бP(p��n)���b�dϵ�y(t��ng)�������M(j��n)���L(zh��ng)�r(sh��)�g�ğo(w��)��ֵ�ؼӹ�
���S�C(j��)����RCE 2�Ԅ�(d��ng)���бP(p��n)���Qϵ�y(t��ng)�����һ��(g��)��վ�����бP(p��n)���������S�Еr(sh��)��(hu��)��һ��(g��)�бP(p��n)�Ϲ̶����^(gu��)һ��(g��)����������b�dϵ�y(t��ng)�ĊA�߰���Ҫ���M(j��n)�и��졣����(l��i)�бP(p��n)߅���Ϸ�����(hu��)�Ғ����������(j��ng)�^(gu��)����������A��λ���бP(p��n)�ײ��������ϵ�y(t��ng)�����b�d����Ĺ������������ߴ�ֻ��(hu��)�յ��C(j��)������������������c�b�d�b�ßo(w��)�P(gu��n)��
���S�ӹ���������һ�N�Ԅ�(d��ng)����ʽ����������S��ˇ�փɷN��ͣ�݆���ӹ��Ͷ�λ(����Ҳ�Q�顰3+2��)��������S���M(f��i)��75%�ĕr(sh��)�g�M(j��n)�ЙC(j��)���ġ�3+2����λ����˙C(j��)��ֻ��ʹ�Ãɸ��������D(zhu��n)�S��һ���ǶȃAб���������Ȼ�����i����ԓλ�����֮��C(j��)���ڹ���������������S�ӹ�����@������һ��(g��)��(y��u)��(sh��)����ͨ�^(gu��)һ�ι̶��Ϳ������߽��|��������傀(g��)�棬�Ķ��p���˲��E��(sh��)�������������Ҫ��(j��ng)�^(gu��)�ęC(j��)����(sh��)�Լ����a(ch��n)�^(gu��)���н��|����ĴΔ�(sh��)����
ͨ�^(gu��)��3+2����λ�Aб���߀�����ߵ��_(d��)�����(n��i)�������λ��������ӹ��y���^���ģ����������������������Щ�r(sh��)��3+2����λ߀��ʡȥ����늻��ͼӹ������P(gu��n)��늘O�ӹ����������������õğ��b���Aֱ����Ͳ�A���O(sh��)Ӌ(j��)��С���ṩ���g϶�������
���ˡ�3+2����λ�����S߀��ʹ���L(zh��ng)�ȸ���������ȸ��ߵĵ��ߡ�ʹ�ø��̵ĵ��߿��Լӹ�������п�������Ұl(f��)�����(d��ng)���(d��ng)���L(f��ng)�U(xi��n)��ʹ���L(zh��ng)����С��
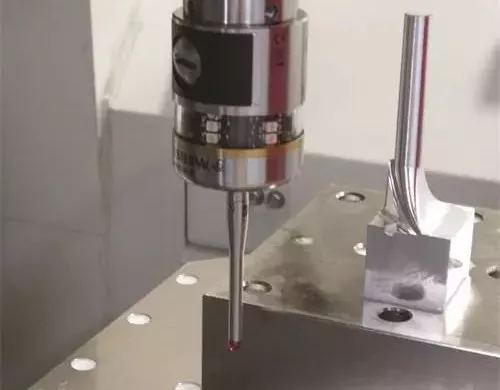
3.�|�l(f��)ʽ̽�y(c��)���µ�������M(j��n)�C(j��)���r(sh��)�������|�l(f��)ʽ�y(c��)�^��(hu��)�M(j��n)���Ԅ�(d��ng)̽�y(c��)���_��������A�o�b���ώׂ�(g��)�c(di��n)��λ������_������ڙC(j��)���ϵĜ�(zh��n)�_λ�á�Ȼ�������C(j��)���Ĕ�(sh��)�ؼӹ��b���Ԅ�(d��ng)�{(di��o)���Ԏ��Ĺ�������(bi��o)ϵ�y(t��ng)�����ʹ֮�c���ƥ�������@�Ӿ�ʡȥ���ք�(d��ng)��϶����p�|����������ĕr(sh��)�Ĺ�������t����Ҫͨ�^(gu��)�@Щ���E�������ƽ�͌�(du��)�R�����������ƥ��C(j��)��������(bi��o)ϵ�y(t��ng)�����
ʹ���|�l(f��)ʽ̽�y(c��)���g(sh��)�ӿ찲�b�ٶȲ��M(j��n)���Ԅ�(d��ng)У��(zh��n)����(du��)�ں����������y(c��)�^�ҵ�ĥ�ƶ��S���T����C�S늙C(j��)���⚤�T��������λ�ò��M(j��n)���{(di��o)�����a(b��)�����S��(n��i)�h(hu��n)���ضȲ���(d��ng)��(d��o)�µ��κ��p�Ƅ�(d��ng)���
4.�Ԅ�(d��ng)У��(zh��n)ѭ�h(hu��n)���S�C(j��)��������܉���������мܵȲ�λ�ж���(g��)��sͨ��������@Щ��������(hu��)���(n��i)���l(f��)�����Û����������m��(y��ng)���S��(n��i)�ĭh(hu��n)���ضȲ���(d��ng)�������ʹ���|�l(f��)ʽ�y(c��)�^��(zh��)���Ԅ�(d��ng)У��(zh��n)ѭ�h(hu��n)�����
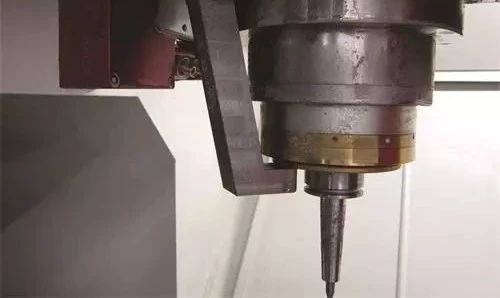
�@���Dչʾ�˃ɷN�Ԅ�(d��ng)����ʽ����L�αی��ǽ��|ʽ�������������S�渽����������(sh��)�r(sh��)�a(b��)�����S����Û���տs�������Ϸ�����s�������Ԅ�(d��ng)�{(di��o)�����������(j��)��֪�ĵ����L(zh��ng)�Ȍ���s�����쳯��ˡ�
5.���S�a(b��)����Щ�C(j��)�������̌�ÿ�_(t��i)�C(j��)������֮ǰ�o�����ƶ����㷨���������ڹ������S�ڲ�ͬ�ٶȺ��\(y��n)�Еr(sh��)�g�µ���Û�̶���������Ҫ���]��ƽ�r(sh��)ʹ�ÙC(j��)�������з����Dz����ܵ����������x���Ԅ�(d��ng)�����S�a(b��)��ϵ�y(t��ng)�����܉�?q��)��r(sh��)ᘌ�(du��)���S����Û�����տs���M(j��n)���{(di��o)������ϵ�y(t��ng)��һ��(g��)�ǽ��|ʽ�������B�ӵ�λ�����S�渽����L�α��ϡ��{��(j��)�ֱ��ʵĂ�������(hu��)�z�y(c��)�\(y��n)���^(gu��)���е����S��Û���տs������������Ϣ�����o��(sh��)�ؼӹ��b������Ķ����ϻ������{(di��o)��Z�S�M(j��n)���a(b��)�����@һ�c(di��n)��(du��)�����S�ӹ�������Ҫ�����?y��n)�����Aб�r(sh��)�����S��׃������Ӱ푵������ȫ�����������S���������H��Z�S��λ�������Ԅ�(d��ng)�a(b��)�����ܴ_���˱���ƽ���Ⱥ��ں�Ч�������������һ�����
6.�C(j��)���ϵļ��������ߜy(c��)�^ÿ�θ��Q���ߺ�������(hu��)ʹ�ÙC(j��)���ϵļ����������O(sh��)�Üy(c��)�^�Ԅ�(d��ng)�y(c��)�������L(zh��ng)�Ⱥ�ֱ����������������y(c��)�^�ͽ��|ʽ�y(c��)�^��У��(zh��n)�������ړQ���b�üӹ��^(q��)��֮�⣬�����������(hu��)�ܵ���м����s����Ӱ�������Sָ����ÿ�N����ֱ���Ĺ����������y(c��)�^�z�y(c��)������ֱ������������������t�����Sʹ��ԓ���ӹ����������������0.250 in���㊵��y(c��)��ֵ������0.0 002����������t����ʹ���������@һ�c(di��n)Ҳ�m���ڵ��ߵ��L(zh��ng)�����
�ڴ�֮ǰ�����������(hu��)�_�������Q�ĵ����Ƿ��Ɠp����������Ɠp������������Ӌ(j��)��߀Ҫ���ڼӹ������бP(p��n)��(n��i)�����(du��)�ȴ��Ĺ������t�@Щ���������a(ch��n)����Ҫ�^�m(x��)�M(j��n)�������������ATC��5̖(h��o)λ�õĵ��߰l(f��)���Ɠp��������C(j��)����(hu��)���ߵ����ѽ�(j��ng)�p�ĵ���������������Ӌ(j��)���b�d��һ��(g��)�������M(j��n)�мӹ������ֱ��ʹ��5̖(h��o)վ�ĵ����������֮��C(j��)����(hu��)�Ƴ��@��(g��)�������Ȼ���^�m(x��)�ӹ��(du��)���е���һ��(g��)���������ֱ��ÿ��(g��)���b�d�Ĺ����ӹ��ꮅ������
7.��s�������{(di��o)�����S�C(j��)������ʹ�ñ���ք�(d��ng)���õĂ��y(t��ng)�`����s������֮�⣬߀����һ��(g��)��s��ݔ��ϵ�y(t��ng)��������Ԅ�(d��ng)�{(di��o)����s�����ķ���ʹ�䌦(du��)��(zh��n)�����c(di��n)�������o(w��)Փ�����ж��L(zh��ng)�����������ķ�����ͨ�^(gu��)M���a�M(j��n)���{(di��o)������������M���a����(j��)���S���b����һ��(g��)���ߵ���֪�L(zh��ng)�ȴ_�������
8.�Ԅ�(d��ng)�Aб���̹����x�ú��m��ܛ�����Թ�(ji��)ʡ30%�ľ��̕r(sh��)�g���������صĹ�(ji��)ʡ�r(sh��)�g���������S�Ԅ�(d��ng)�Aб�����������������ЙC(j��)��������ܛ�����M(j��n)��3Dģ�M�Ĺ�������̶��b�ú�ģ������Ԅ�(d��ng)�Aб�Ĺ��ܣ��Ϳ��Դ_�����A�����������������Ȼ���Ԅ�(d��ng)�Aб������������ֹ������ƉIJ����C�ӹ��^�m(x��)�M(j��n)���������ܛ��߀���������@Щ3Dģ�͎�������T��(du��)�ӹ������M(j��n)���ھ�ģ�M�����ԙz�y(c��)���ڵ��[��������
9.�Z(y��)���z�����ˎ�������T��ܛ�����M(j��n)��ÿ��(g��)������ھ�ģ�M����߀����ʹ�ÿ����b�õ��Z(y��)���z�鹦���Ԅ�(d��ng)У��(du��)����ͺ�̎��������������Ӌ(j��)���ӹ�����֮ǰ�l(f��)�F(xi��n)�κ��e(cu��)�`���
10.����������(d��ng)�����Ҫ�ڳ����(zh��)���^(gu��)����ֹͣ�C(j��)��������T�����ք�(d��ng)�ĺ���ij������ֻҪ�ҵ�Ҫֹͣ�C(j��)���Ĵ��a��̖(h��o)Ȼ�����֮ǰ�����д��a�Ϳ��ԏ�ֹͣ��λ��������(d��ng)�������ˆTʹ�ÿ����b�Õr(sh��)����ֻ��Ҫ�������ļ���ݔ����̖(h��o)��������b�þ͕�(hu��)�Ԅ�(d��ng)ͨ�x��������(y��ng)λ��������(d��ng)���
���ļӹ��΄�(w��)���У�����ijߴ����������͎��Π�N�Խ��(l��i)Խ����������ӹ��^(q��)�����ڶ̕r(sh��)�g��(n��i)�M���@Щ�������������@ЩԪ�ؽM�������S���g(sh��)������C��ˇ�܉�(f��)�_(d��)������Ĺ���ͱ���ƽ���ȣ�����ֻ��Ҫ���ٵ��˹����A(y��)�����{(di��o)������׃���������⌦(du��)�ӹ����Ⱥͮa(ch��n)����ɲ���Ӱ�������
����(l��i)Դjiajuxai��
8 X# A& @& U* q+ ?/ G
����: ��� �r(sh��)�g: 2019-2-12 10:56
�_��˹ �ΏV������
����: fqbswj1314 �r(sh��)�g: 2019-2-12 15:10
THGGHGHGHJGHHGJG
����: �h(yu��n)�� �r(sh��)�g: 2019-2-13 16:27
��������Ʒ�Ƶ������ܷ������p���S������
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |