�C(j��)�^(q��)
��(bi��o)�}: �e�����ÊA�ߌ�(du��)�ӹ��D(zhu��n)��(ji��)�۵����� [��ӡ���]
����: jiajoin �r(sh��)�g: 2018-11-21 09:31
��(bi��o)�}: �e�����ÊA�ߌ�(du��)�ӹ��D(zhu��n)��(ji��)�۵�����
��܇���D(zhu��n)��(ji��)������܇�D(zhu��n)��ϵ�y(t��ng)���P(gu��n)�I��������Ŀǰᘌ�(du��)�D(zhu��n)��(ji��)������I�۵ļӹ�����Ҫ�����ˇ������������(j��ng)�����õ��k����Ȼ�nj��D(zhu��n)��(ji��)�����ֱ�ӷ���V ���F���É��剺�o�̶����˹��ք�(d��ng)������ʽ�������ڼӹ��D(zhu��n)��(ji��)�۹�������Ҫ�ļӹ��o���r(sh��)�g�^�L(zh��ng)����������˄ڄ�(d��ng)��(qi��ng)�ȱ��^�����������a(ch��n)Ч�ʘO�͡�
���˽�Q�������}���������Ҫ�O(sh��)Ӌ(j��)һ����܇�D(zhu��n)��(ji��)���I��Һ��㊴����ÊA����������C(j��)��(d��ng)�b�A����������������������(ji��)ʡ�˼ӹ�����������o���r(sh��)�g��������˹��˵Ąڄ�(d��ng)��(qi��ng)������������˙C(j��)���Ĺ���Ч�ʡ�
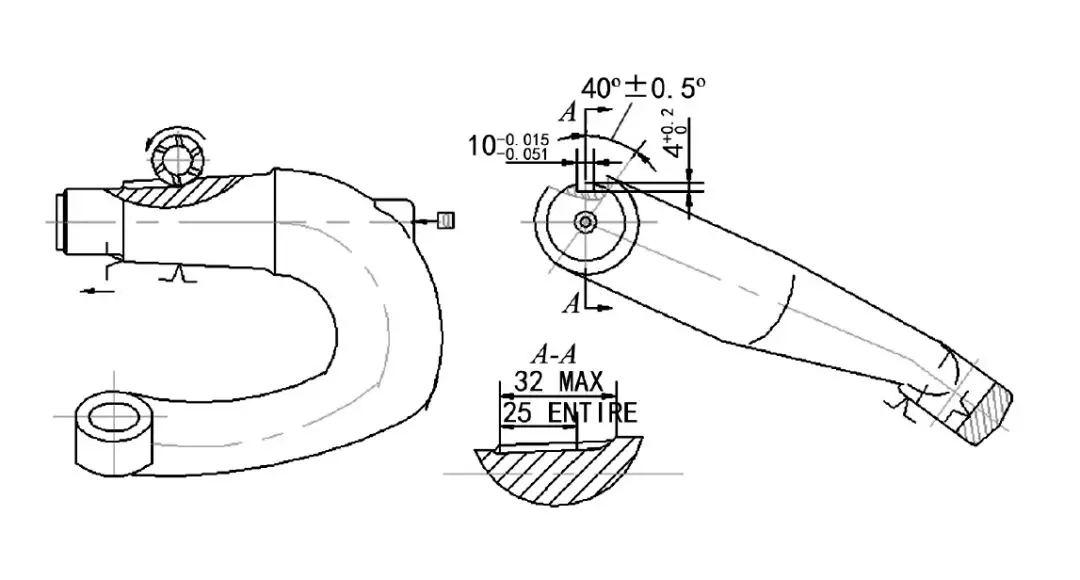
��I�۹���Ҫ���ƽ�����F�wĸ�����I������������C�ی���9.949��9.985 m�����������4.0��4.48 mm���������I���L(zh��ng)�Ȟ�25mm�������������L(zh��ng)�Ȟ�32mm����������ֲڶȲ۵�R(sh��)a��12.5 ��m���ۂ�(c��)Ra��6.3��m������C�I�����ľ��c1:10�F�����ľ��A�Ǟ�39.5�㡫40.5������
�D1 ������I�۹���λ��(ji��n)�D
��(j��ng)�^�������^��������x�����D(zhu��n)��(ji��)�����(c��)�S��30 mm ̎������Ҫ��λ����(zh��n)���������ƹ������g5 ��(g��)��������ɶȣ��@�F�����D(zhu��n)�����ɶț]�б�����������Ӱ��I�����ľ��c1: 10 �F�����ľ��ĊA�Ǿ����������Ҫ��������������ӏ��S�F��̎30 mm ����鶨λ�����ƹ����D(zhu��n)��(d��ng)������������������ڊA������ȫ��λ����������λ�ñ�Ψһ�_��������
���b�A���O(sh��)Ӌ(j��)Ҫ����1����(du��)�����ĊA�oʹ��Һ�����(q��)��(d��ng)����(du��)�A�o���M(j��n)��б�����o�����
��2�����°��b�A�ߺ�Ҫע��ǰ�����ҵĶ�λλ��������
��3�����b���g��˨�ڰ��b��Ҫ�Q�o��������t��(hu��)�a(ch��n)���(d��ng)��
��4���A�oצ�c����б��o���N�ϊA�o������������Ó�Aצ��������������Q�A�oצ���M(j��n)�в�ͬƷ�N����ӹ���
��5��ע��b�ı����坍���������Ҫ��Һ��վ�Ϸ����s��������
��6���A�����캆(ji��n)�Σ������`�������������ɿ�����bж����ĕr(sh��)�g���ó��^30 s�������
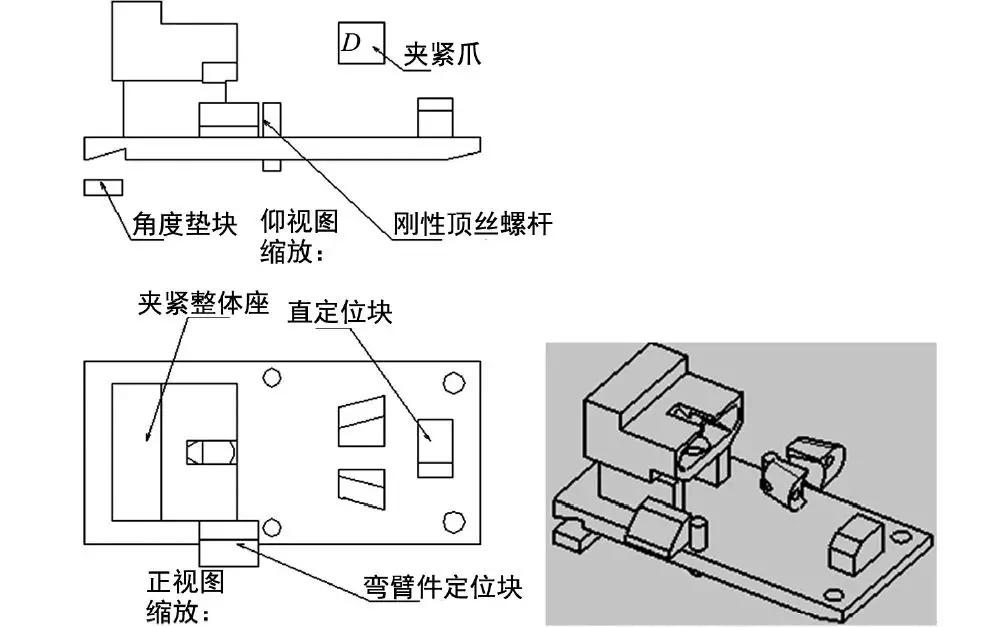
���ÊA�߽Y(ji��)��(g��u)�O(sh��)Ӌ(j��)��D2��ʾ������A�oצ�ǎ���б�ȵĿ�צ���б���c����б�ȱ���һ�������������r(sh��)�����צ�c�����I��б���F���N��������������Һ��ϵ�y(t��ng)���o��צ��(sh��)�F(xi��n)�A�o�����ڿ�צ����(f��)�c����б��Ħ������������Ԍ�(du��)��צ��Ӳ��Ҫ���^�����������צ����̎�����ᘌ�(du��)��ͬҎ(gu��)����D(zhu��n)��(ji��)�۹������O(sh��)Ӌ(j��)��������צ����ÿ����צ�O(sh��)Ӌ(j��)���������A�߸���߀�����A�߱��w�������λ�F�N�Լ���λ�K�������
�D2 ��܇�D(zhu��n)��(ji��)�ی��ÊA�߽Y(ji��)��(g��u)�D
�A�ߵ��{(di��o)���͊A�o����������ɹ����^��ͬһ�NҎ(gu��)����D(zhu��n)��(ji��)�۹����ڊA���ϵĿv��λ�ú����ĸ߾������{(di��o)�������ͬ�NҎ(gu��)����D(zhu��n)��(ji��)�۹�����Ҫ����(y��ng)�{(di��o)�������ڊA���ϵĿv��λ�ú����ĸߡ�������v��λ�õ��{(di��o)��ͨ�^Һ��㊴������_(t��i)���Ƅ�(d��ng)�M(j��n)���{(di��o)���������ĸߵ��{(di��o)��ͨ�^�����_(t��i)�������Ƅ�(d��ng)�M(j��n)���{(di��o)����ͬб�ȵĹ��������ͨ�^���Q�c֮����(du��)��(y��ng)��ͬб�ȵĿ�צ�팍(sh��)�F(xi��n)������o����
Һ��ϵ�y(t��ng)�ṩ��Һ�����ɊA�o��·ͨ�^�A�o�M(j��n)���w�M(j��n)�����w�ğo�Uǻ��(n��i)�������Ƅ�(d��ng)�����U����\(y��n)��(d��ng)������������Uͨ�^���U���o��צ�����צ���o��������(sh��)�F(xi��n)�A�o��(d��ng)��; ��Ҫ���ɹ����r(sh��)������Һ��ϵ�y(t��ng)�ēQ���y�Q��Һ����·�ГQ�������M(j��n)���w��(n��i)�������Һ�����M(j��n)�����w���ЗUǻ�������������(d��ng)�����D(zhu��n)�������צ���ɹ������
Һ��ʽ�I�ی���㊴�����ԭ�����������(x��)������D(zhu��n)��(ji��)�۹����ڌ��ÊA���ϵļӹ��������(du��)㊴��M(j��n)�и���������ʹ��ɞ�Һ��㊴�������Һ��㊴����S���ֲ��ñ�����һ�C(j��)���SCW62 �Pʽ�f��㊴����S������C(j��)����(c��)����׃���ֱ���׃�ٷ���������11 kW ��늙C(j��)�(q��)��(d��ng)�P㊵�����I�ۡ�׃�ْ�n�r(sh��)���p�D(zhu��n)��(d��ng)���S�����������I������r(sh��)������һ���ٶ���235 r /min�����S�䝙(r��n)����ÿ���M(j��n)��һ���坍�z�����
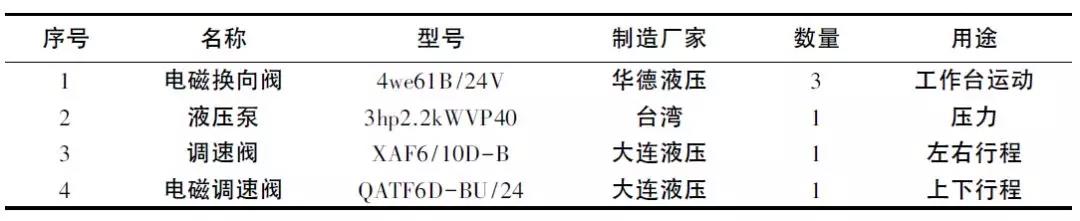
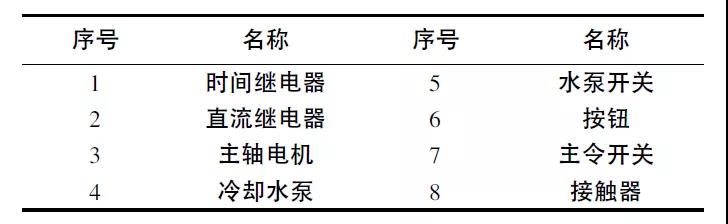
ᘌ�(du��)��Ҫ���ӵ�Һ��ϵ�y(t��ng)�Լ�늚���Ʋ��֣�����Ҫ��������1����������2��늚���Ʋ���������
��1 Һ��ϵ�y(t��ng)���
��2 늚���Ʋ������
�ӹ������r(sh��)�������_(t��i)�������������M(j��n)�o������Һ���(q��)��(d��ng)������Һ������һ����5��7 MPa ֮�g�������_(t��i)�Ƅ�(d��ng)�ٶ���Һ���{(di��o)���y�����������ԇ�й����r(sh��)���������(y��ng)ʹ���ք�(d��ng)�M(j��n)�o��ʽ�����ע��M(j��n)�r(sh��)�ٶ����������ǹ��M(j��n)�r(sh��)�ٶȿ�����������г��{(di��o)����������ʹ�ù����_(t��i)��˵Ķ�λ��˨�{(di��o)�������г��{(di��o)��������ʹ�Ó��K�{(di��o)�����������r(sh��)���������M(j��n)�ٶ��c���M(j��n)�ٶ��Ԅ�(d��ng)�D(zhu��n)�Q���D(zhu��n)�Qλ��̎�O(sh��)�Г��K������ͨ�^�{(di��o)�����Kλ���O(sh��)�ù��M(j��n)�c���M(j��n)���D(zhu��n)�Q�������_(t��i)�������P(gu��n)ϵ������I����Ⱦ�����������Ҫ�r(sh��)����ʹ��ǰ���ֱ��M(j��n)���{(di��o)������������_(t��i)ǰ���M(j��n)�oͨ�^�ֱ��D(zhu��n)��(d��ng)�z���{(di��o)�������
����Դ�C(j��)е��^(q��)��
, w, k: @+ O" Y: @; H+ T
����: �h(yu��n)�� �r(sh��)�g: 2018-11-21 19:28
�C(j��)���A������O(sh��)Ӌ(j��)��ʽ߀��ͦ���e(cu��)���������
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |