|
|
|
|
| |
|
| | |
| |
| |
| | |
| | |
| | |
�C�^(q��)
��(bi��o)�}: �X�Ͻ�ȱ�ݼ����δ�ʩ [��ӡ���]
����: �㿂���f������ �r�g: 2018-9-13 11:13
��(bi��o)�}: �X�Ͻ�ȱ�ݼ����δ�ʩ
1����a(ch��n)��ԭ��
��⼃�ȵͻ����·��(n��i)��ˮ�֡�©�����������z��ĸ���¿ڸ�����ǰδ�����Ƀ����������ֱ����������ˮ�ֵ�մ�����������������ͺ����^����^�������۳ر��oǷ�ѣ�늻�����(w��n)���늻��^�L���u�O����^�L�������
��ֹ��ʩ
���C���Ĺ�·��������x���J(r��n)���������z������������������r��������������ֹ�ٴ���Ⱦ�������͚��·��������x����m�Ě��w�������{(di��o)�����u�O����L��������_�x�ӹ�ˇ����(sh��)����Ҫ�r��������Բ�ȡ�A(y��)�Ṥˇ��������ӬF(xi��n)���b���L(f��ng)�b�ã���ֹ�F(xi��n)�����L(f��ng)����������
2���Ѽy�a(ch��n)��ԭ��
���z�Ͻ�ɷ��x��(d��ng)����(d��ng)���p�е��V����С��3%�������F����������s�|(zh��)��������Ҏ(gu��)���r��������Ѽy�A���������������z���ۻ��ض�ƫ�ߕr��������������Ӱ푅^(q��)Һ���Ѽy����Y(ji��)��(g��u)�O(sh��)Ӌ�������������p�^�ڼ��л��ܟ�^(q��)�ض��^����������ɽ��^������(y��ng)���^�ߝ�ͣ���r�g�L�������M���^����ӛ]��M��������F(xi��n)�����Ѽy�ȡ�
��ֹ��ʩ
���x���z�ijɷ��cĸ��Ҫƥ��������������������������˥�p�b����M��������������_�O(sh��)Ӌ���ӽY(ji��)��(g��u)���������ú��p����ʹ���p�M�����_��(y��ng)������̎��������x����m�ĺ�������������pС����������m��(d��ng)���Ӻ����ٶȡ�
߀��Ҫ�M�Б�(y��ng)�������������x����ӕrЧ�O(sh��)�����������ӑ�(y��ng)������������Ч�������X�Ͻӑ�(y��ng)�������������׃���_�������
( J" W' L% e( t' s! o' q
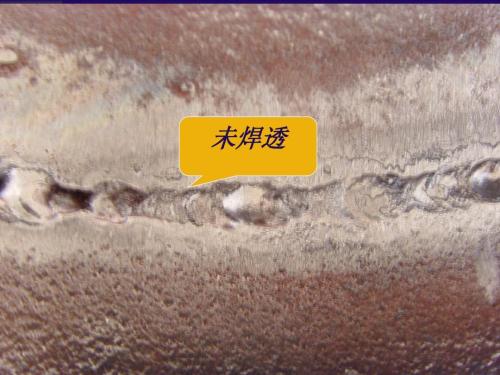
3��δ���a(ch��n)��ԭ��
�����ٶ��^��������L�^�����g϶�����¿ڽǶ���������������^С������g߅�^��������������¿�߅����ë�������߅���۹���ǰ�]�г������������c���z�A�Dz����_�����
��ֹ��ʩ
���_�x���g϶����g߅������¿ڽǶȺͺ��ӹ�ˇ����(sh��)�������ӏ�����Ĥ��������ۄ���������������۵����������߲������ܵ�������
4�����p�A�u�a(ch��n)��ԭ��
���|�������£��u�Oĩ���Π��c��������x��ò���������ʹ���Ó���������z�|�������u�O��˺��e���������Ԛ��w�����
��ֹ��ʩ
���ø��l�߉��}�_���������������(j��)�x�õ�����������ú������u�O����Π������pС��������������u�Oֱ��������s���u�O����L�����������¶��Ԛ��w���������߲�������������ʹ��z�c�u�O���|��������
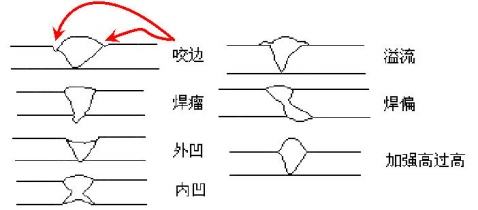
5��ҧ߅�a(ch��n)��ԭ��
�������̫��늻�늉�̫�������������[�����������������z̫�������������ٶ�̫�����
��ֹ��ʩ
�pС��������c늻�늉���������ֺ���[�������m��(d��ng)�����ͽz�ٶȻͺ����ٶ��������
6 ^- Y# I: h5 h& f& O) v4 p& w
����: �㿂���f������ �r�g: 2018-9-13 11:13
����Ҫ�����ᑪ(y��ng)������ ���X�Ͻ��m�ϟ�̎���� ���ÕrЧ������ӕrЧ����
����: wqj5255 �r�g: 2020-8-20 15:27
�x�x ����
. p6 M& y- a) X2 ?7 S5 [5 `
| �gӭ���R �Cе��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |