�C(j��)�^(q��)
��(bi��o)�}: �P(gu��n)�ڙC(j��)���˺��bϵ�y(t��ng)������@����5��(y��u)�����h [��ӡ���]
����: jiajoin �r(sh��)�g: 2018-8-22 11:27
��(bi��o)�}: �P(gu��n)�ڙC(j��)���˺��bϵ�y(t��ng)�������@����5��(y��u)�����h
��܇�㲿���C(j��)���˺��b�A�ߚ�·�O(sh��)Ӌ(j��)�^�̿ɷ֞�A���O(sh��)Ӌ(j��)�������·�D�O(sh��)Ӌ(j��)��������·���bʩ��3��(g��)�A�����������Č�ᘌ���3��(g��)�A�����o����·�D�O(sh��)Ӌ(j��)��һ�㷽�����������(j��)��(sh��)�H��(y��ng)���е�һЩ���Ԇ��}��ᘌ���·�\(y��n)���еČ�(sh��)�H���}�o����Q�����̓�(y��u)�����h�����
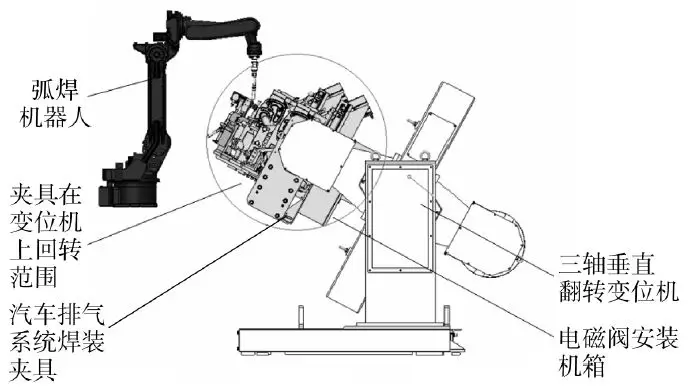
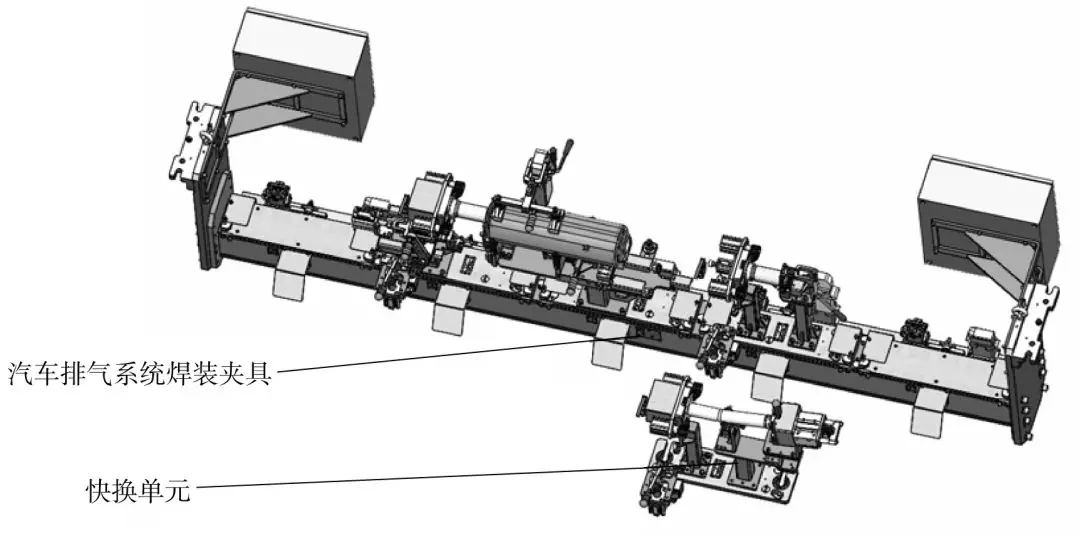
һ�����C(j��)���˺��b�A�ߚ�·�ĽM�ɽY(ji��)��(g��u)��܇�㲿���C(j��)���˺��bϵ�y(t��ng)�Ļ�����·�Y(ji��)��(g��u)��D1��ʾ����������Դ�b�������(zh��)���b�á������{(di��o)��(ji��)�b������o���b�á����ӽ��|(zh��)�Ȳ����������
�D1 ��܇�㲿�����b�A�ߚ�·ϵ�y(t��ng)�����M��
����������C(j��)���˺��b�A�ߚ�·�O(sh��)Ӌ(j��)2.1 �A���O(sh��)Ӌ(j��)�A��
�A���O(sh��)Ӌ(j��)�A�����O(sh��)Ӌ(j��)��·�ĵ�һ�A����������A���O(sh��)Ӌ(j��)���ڑ�(y��ng)����(j��)�A����r�A(y��)���x��ܾ��������������Қ�ܹ��^С����(ji��)����������ƚ���ٶ������������^�����ɜ��������������ӿ՚������������r(sh��)�g��
�D2 ����ϵ�y(t��ng)ʾ��
�A���O(sh��)Ӌ(j��)�A���ڿ��]�A�ߙC(j��)е�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)��ͬ�r(sh��)��������(y��ng)���·�O(sh��)Ӌ(j��)�A(y��)�����߾��ף�Ҏ(gu��)���������������]늴��y���b�弰����ģ�K���b���g�����Ƿ��^׃λ�C(j��)�����D(zhu��n)�돽�������
2.2 ��·�O(sh��)Ӌ(j��)�A��
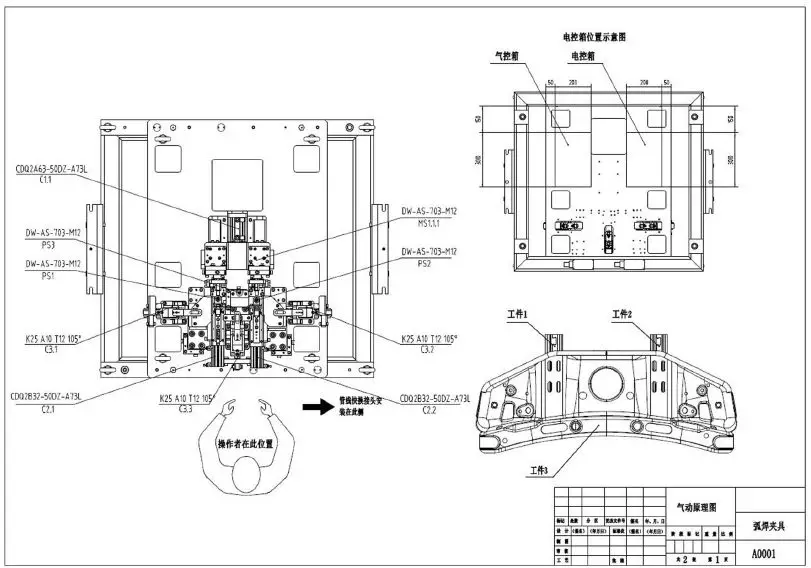
��·�O(sh��)Ӌ(j��)��ԭ�t����·�еĈ�(zh��)���b�ö�λ�A�o�ɿ������������һ����������_�������A�o���_����ȫ�����
�D3 �C(j��)���˺��b�A�ߚ�·�D�A�߅���(sh��)����
��1���_����·��ʼÿһ��(g��)�������s�ؠ�B(t��i)�����
��2������(j��)���N��ͬ�Ŀ���Ŀ�ļ����ƹ��ܵ�Ҫ����������O(sh��)Ӌ(j��)��ӻ�·����
��3���_����·�M��(sh��)�������O(sh��)Ӌ(j��)�r(sh��)�Ɍ����������ɔ_�Ą����ϲ���ͬһ��(g��)��������y�������������Ҫ����(j��)���o������ׄ����ٶȵ���rӋ(j��)��ÿ�M��·�����ƵĚ�ה�(sh��)�����
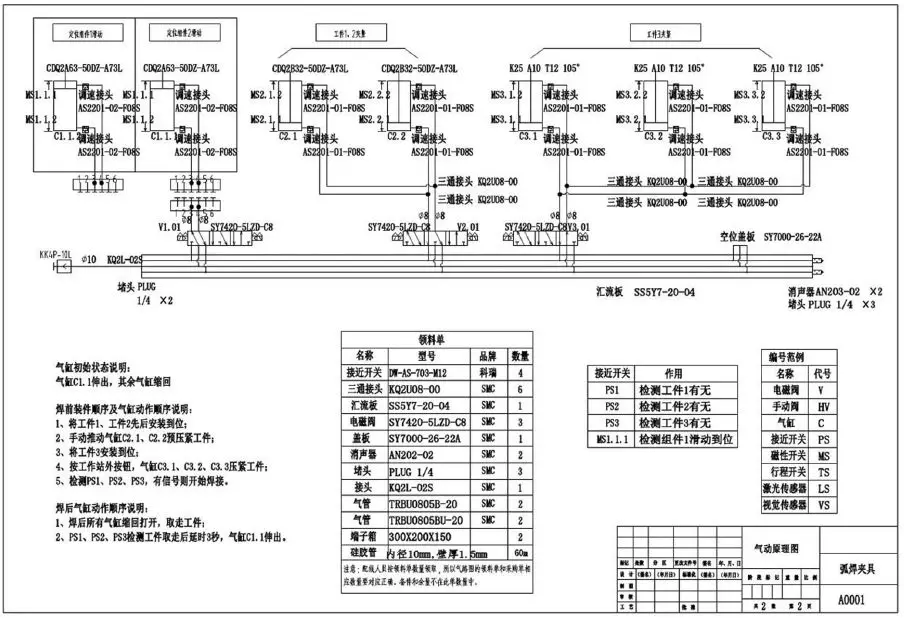
�D4 �C(j��)���˺��b�A�ߚ�·�D���ԭ������
��4���_�������y��ʽ�����O(sh��)Ӌ(j��)Ӌ(j��)��������y��(sh��)����һ���A(y��)��ɂ�(g��)��λ�����Ա�������Ӛ��߀���^�m(x��)ʹ�����
��5����̖���O(sh��)Ӌ(j��)������(bi��o)�ơ����ջ�·�Ą��������������Ȍ���·�M(j��n)�����������Ȼ���ų�ÿһ�M��·�еĚ���Ⱥ�������������x�����y��
��6���L�ƚ�·�D�������
2.3 ��·���bʩ���A��
��܇���b�A�߽M�b�ꮅ���_ʼ?x��)�·�İ��bʩ����������·�İ��bʩ�����?y��n)飺���?li��n)���������y�����ט�(bi��o)�ơ�����������������·������̖��������M(j��n)��ܡ�
�D5 �A������ܼ����|���bʾ��
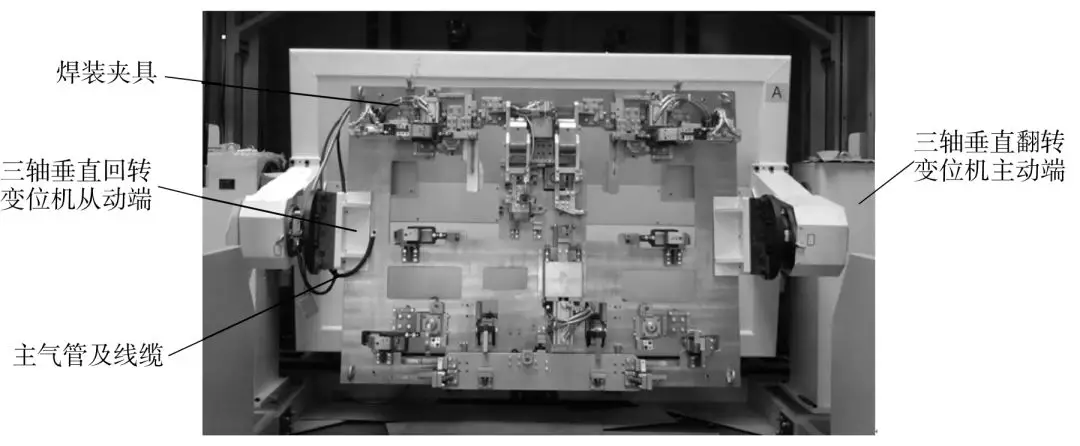
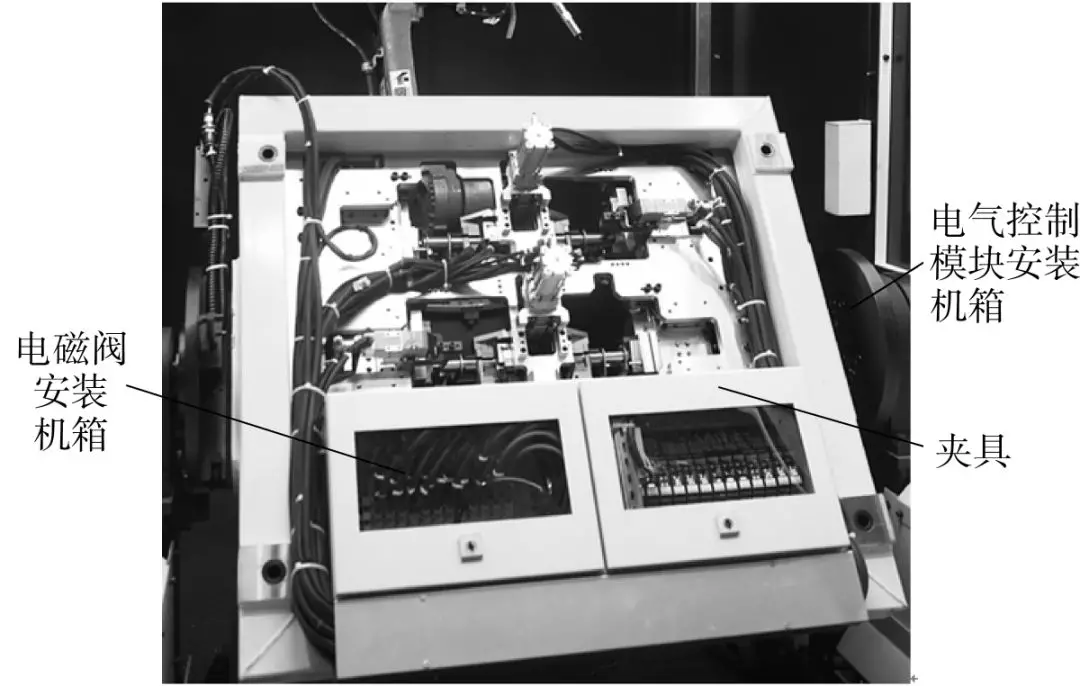
����������܇�Ś�ϵ�y(t��ng)�C(j��)���˺��b�A�ߚ�·�����c(di��n)��1���A�߰��b��׃λ�C(j��)�ϣ���Ҫ���]�����ij���λ�á���ܼ����|�����D(zhu��n)�S늙C(j��)�Č���(c��)���b���������D5��ʾ�������
�D6 һ�N����Q��Ԫ����܇�Ś�ϵ�y(t��ng)���b�A��
��2����·�O(sh��)Ӌ(j��)�r(sh��)��(y��ng)���]�����y�İ��bλ������Ś�ϵ�y(t��ng)���b�A�ߺ��ӕr(sh��)һ��Ҫ��A�߿����@���D(zhu��n)�S��360����D(zhu��n)�\(y��n)��������˱�횿��]���b�y�ęC(j��)������y�u�Ƿ������׃λ�C(j��)�Ļ��D(zhu��n)�돽�������
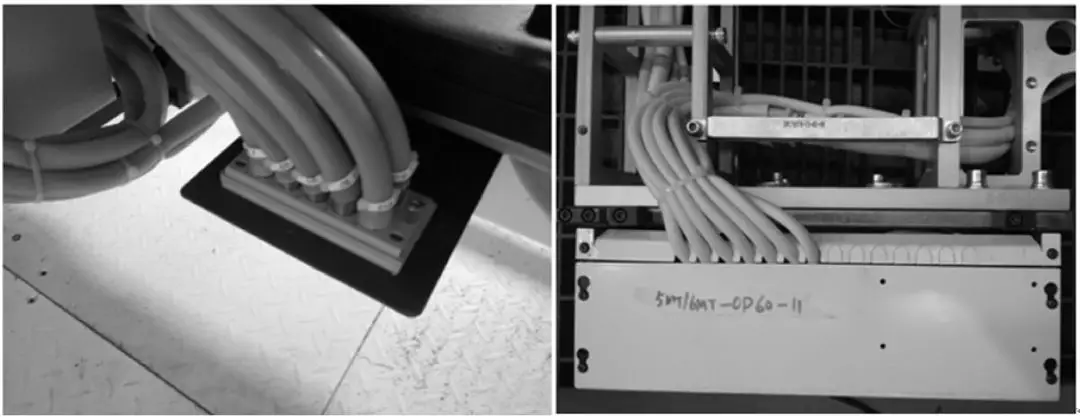
�D7 �A�ߚ�ܿ�Q����
��3�����]��Q����������������Ś�ϵ�y(t��ng)ͨ���L���^�L���������˝M�����Ի����a(ch��n)����Ҫ����܇�Sһ����Ҫ���Ś�A�߷ָ������ɂ�(g��)��Ԫ����Ϊ�(d��)�Q�ͣ�����O(sh��)Ӌ(j��)�Ś�ϵ�y(t��ng)�A�ߚ�·�r(sh��)��횿��]��Q���ܣ���D6��ʾ��������A���ڿ�Q��Ԫ�O(sh��)���˚�ܵĿ�Q�����������D7��ʾ��������Ԍ�(sh��)�F(xi��n)��·�Ŀ��ٸ��Q��
���������b�A�ߚ�·�O(sh��)Ӌ(j��)��(y��u)�����h4.1 ���]�ܾ��ֲ��c�C(j��)����܉�E�Ŀ��g�P(gu��n)ϵ
�C(j��)���˺����c�ĊA�ߵ����·�ͨ�^��������D8��ʾ������ܾ��ֲ������팢��Ӱ푺��������
�D8 �ܾ��ֲ��c�C(j��)���˺���λ��ʾ��
��(y��u)�����h���ڊA���O(sh��)Ӌ(j��)�A�Ό��A�ߺ͙C(j��)�����M(j��n)���\(y��n)�Ӆf(xi��)�{(di��o)��������ڲ�Ӱ푺��ӵ���r����������M�������ֲ�?x��)��Ԫ�����ܾ������(d��ng)����Ӳ�����~�ܕr(sh��)��(y��ng)�ښ�·�Ϙ�(bi��o)���ܾ�����������������������
4.2 �����\(y��n)�Ú�·��������A�߽Y(ji��)��(g��u)
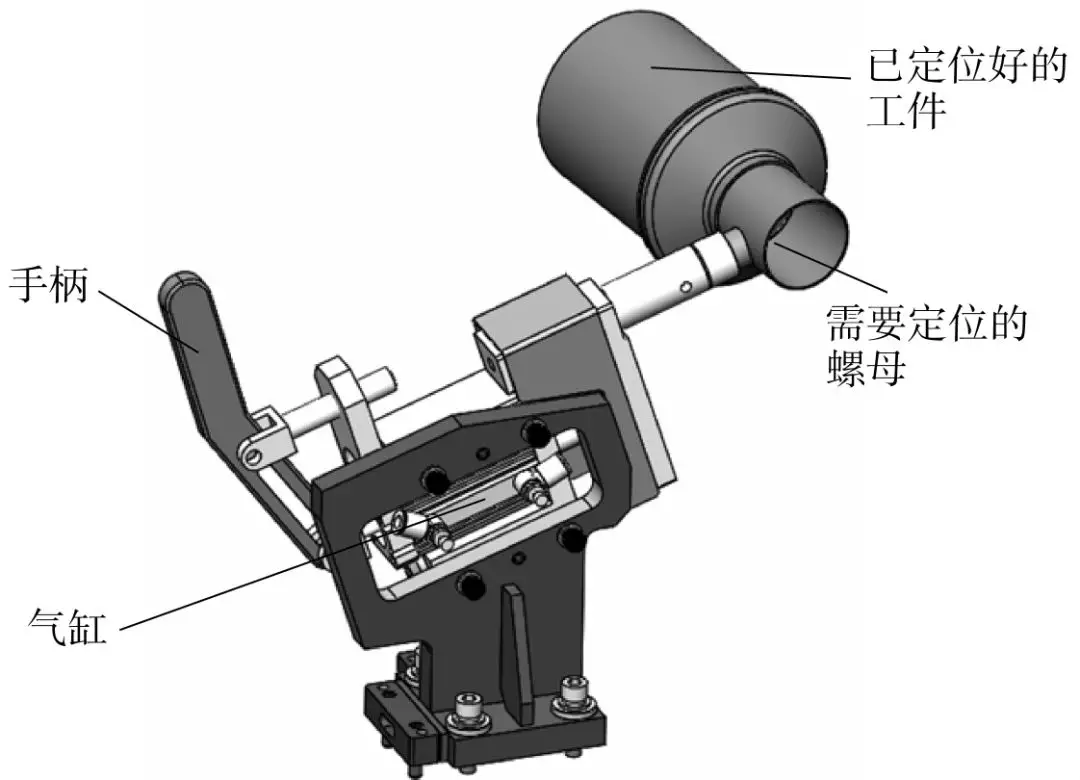
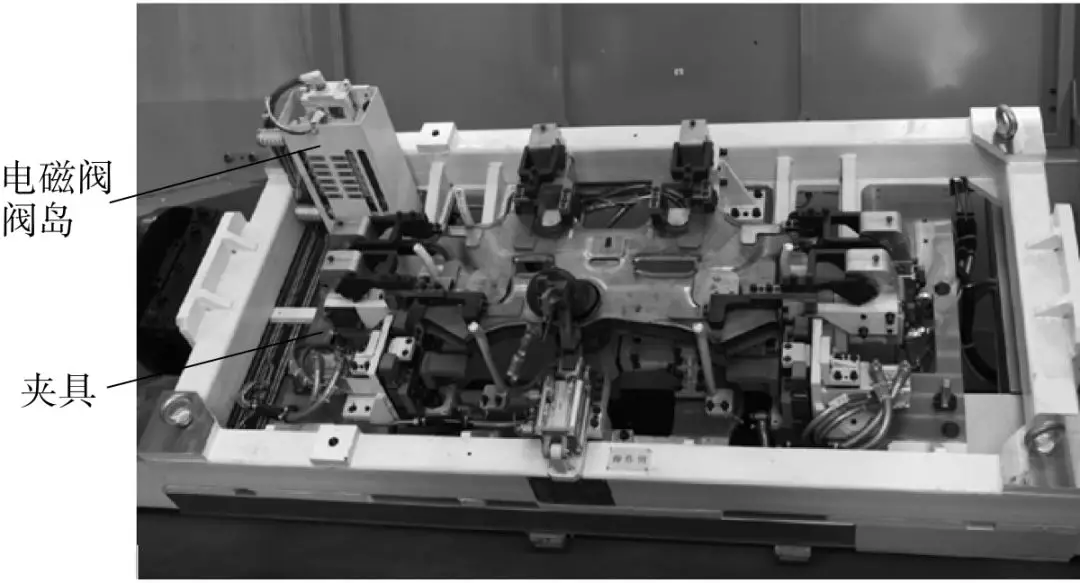
��܇�Ś�ϵ�y(t��ng)���b�A��ͨ������������Ԫ��������Ć��}����D9��ʾ��������ք������������ĸ���b��λ�������(y��ng)���ְ��bλ�ã�������?y��n)���������������ͨ���Ľ�Q�������ښ���г̷�������һ��(g��)С�͚�����M(j��n)�д��N�iֹ���
�D9 ��Ҫ������Ķ�λ�M��ʾ��
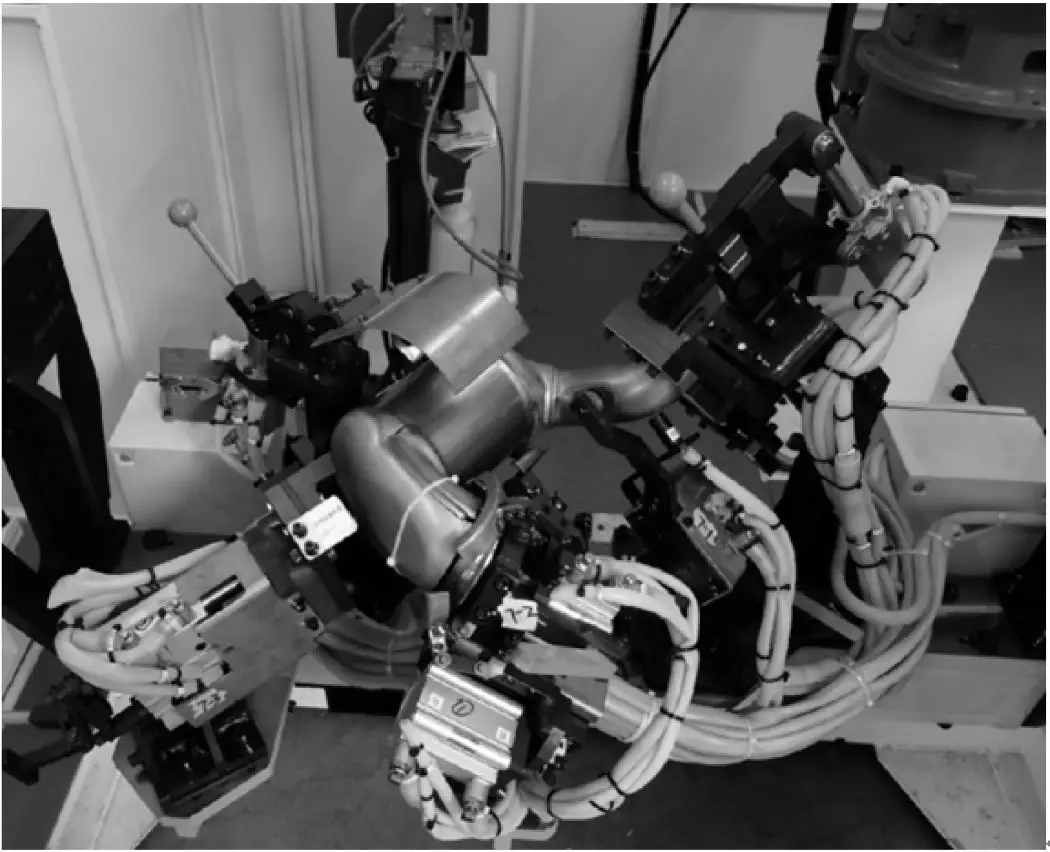
��(y��u)���������������·��D10��ʾ��ԭ����ͨ�^����һ��(g��)�����y�������������r(sh��)�����i�������r(sh��)��ӽ��i�����������˻����ͨ�^�{(di��o)����·������·�Y(ji��)��(g��u)�������O(sh��)Ӌ(j��)����ɱ���
�D10 ����Ȍ�(d��o)�����y�������·
4.3 ���������߾�
���]�����߾����������δ���Ӿ��۵ĊA����D11��ʾ�����ܾ���y����
 7 l6 [, i' v' q4 r
7 l6 [, i' v' q4 r�D11 ���δ�����۲����ĊA��
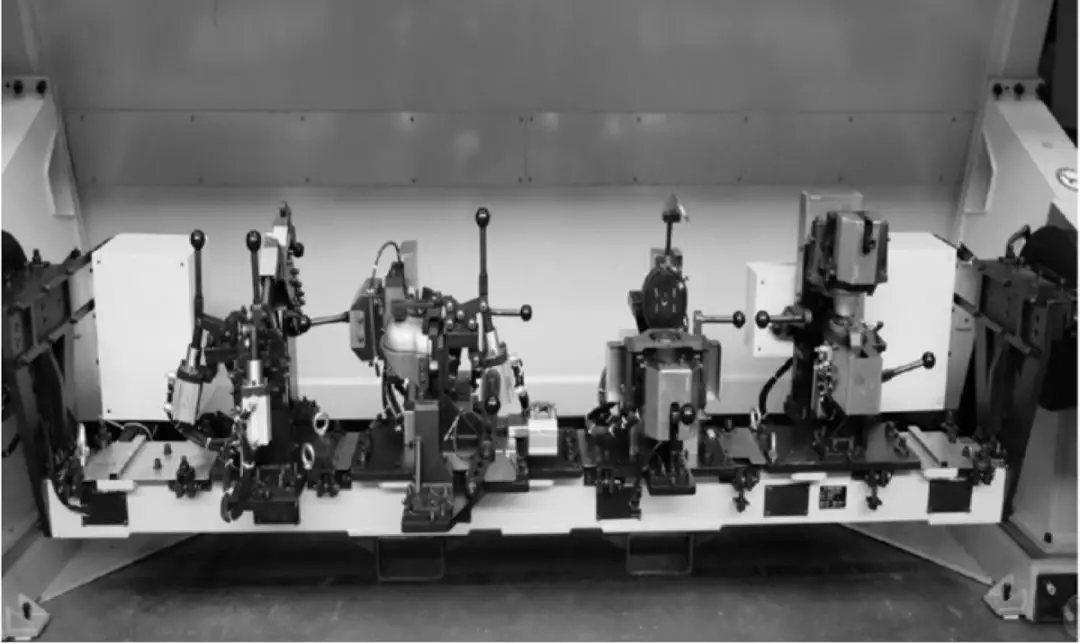
��(y��u)�������������߾��۵ĊA����D12��ʾ��������������R���^���
�D12 ��ܰ����۲����ĊA��
4.4 ���]�����y�u
�y�u���ɶ���(g��)늿��y��(g��u)�ɵĿ���Ԫ��������������̖ݔ�������ݔ������̖�Ŀ�������������һ�����һ�w������Ԫ�����������������߶ȼ��ɼ��߷��o(h��)�ȼ�����������Ӿ���ʽ�����������ռ�ÿ��gС����������(y��ng)������܇���b�A���I(l��ng)�����������
�D13 늴��y�R����ʽ���b
�R����ʽ���b��D13��ʾ��������Ҫ2��(g��)�C(j��)�䰲�b늴��y��늚�ģ�K�M����������ܾ�����ռ�ÿ��g����������y�u���b�͊A����D14��ʾ�������䲼�������������ռ�ÿ��gС�����
�D14 늴��y�y�uʽ���b
4.5 ���]ʹ�Üض�
�ڌ�(sh��)�H��(y��ng)���Е���Ҋ����ܷ��ܛ������ѵ���r���@�N��r��Ҫ���]���Ԫ����ʹ�Üض�������һ�����]��0��60 ��h(hu��n)����ʹ�ã����^�˜ضȑ�(y��ng)�x������(y��ng)���ͳ��ؚ͜���ͳ��ߜؚ����������Դ�A�߂b��
' {8 Z# N: J0 p
����: xinjiyuanؼ �r(sh��)�g: 2018-8-22 13:49
�W(xu��)��(x��)��
����: ���љC(j��)�ӹ� �r(sh��)�g: 2018-10-22 13:54
�LҊ�R��
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |