機(jī)械社區(qū)
標(biāo)題: 磨臺(tái)階的這些技巧,你會(huì)嗎? [打印本頁]
作者: 一往冇前 時(shí)間: 2024-1-13 10:53
標(biāo)題: 磨臺(tái)階的這些技巧����,你會(huì)嗎?
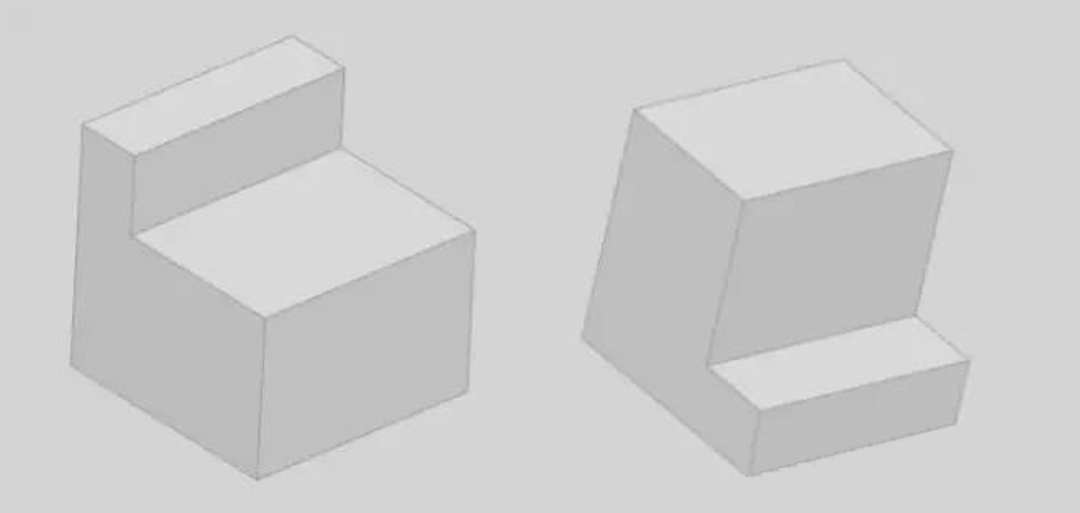
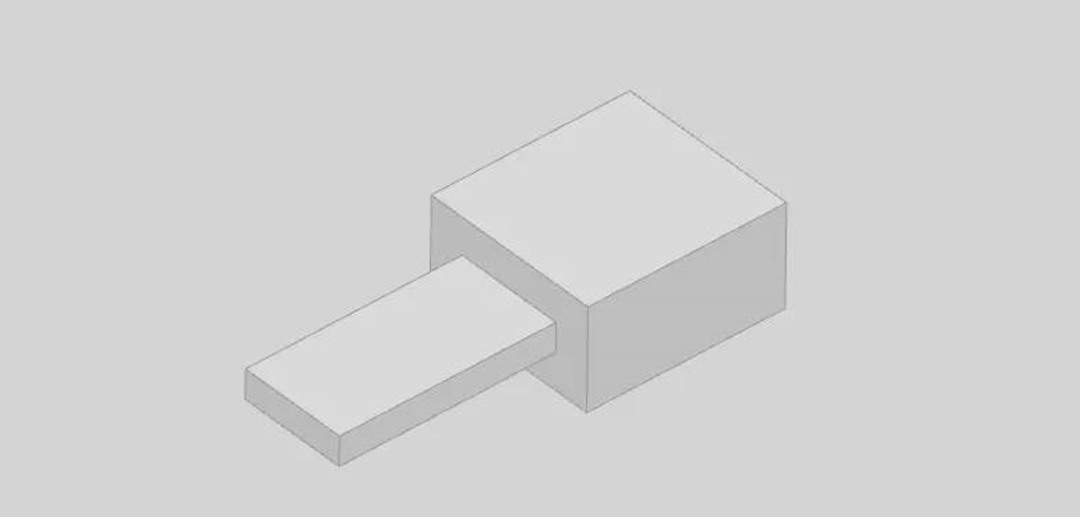
用平面磨床加工臺(tái)階并不難�,需要注意的是,臺(tái)階可以從2個(gè)方向磨���,選擇從哪個(gè)面切臺(tái)階的依據(jù)是效率�。如下圖����,同一個(gè)零件換了一個(gè)方向,磨削的效率就不同了����,聰明的你會(huì)選擇從哪個(gè)方向下手呢?
) F; A; v) ?; ^: l! _' `
4 W; E2 |9 b% i' ?3 z7 D# m- Z
01
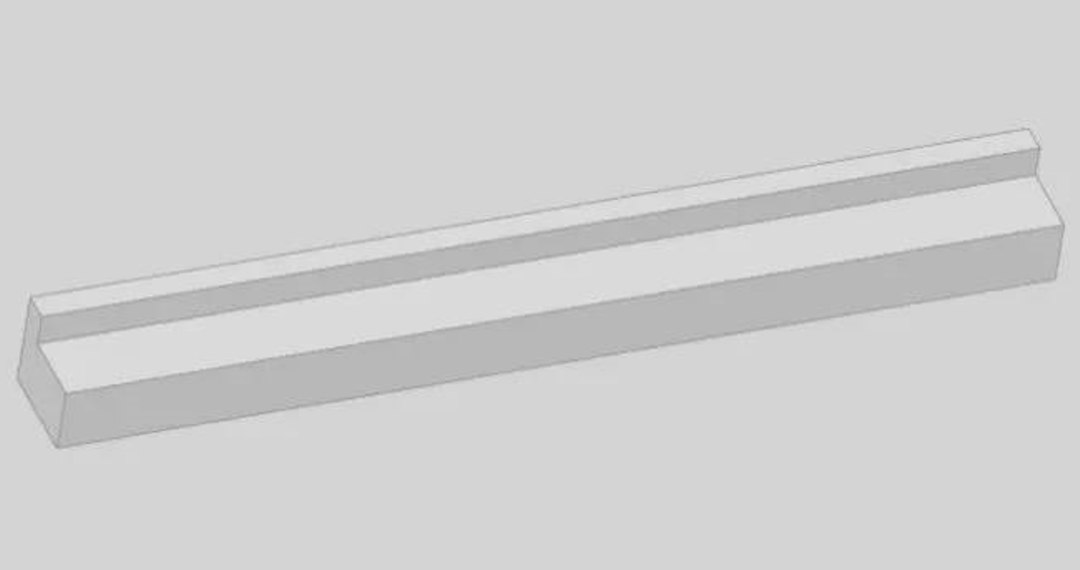
特別長的工件磨臺(tái)階
當(dāng)工件磨削面積比較大�,加工時(shí)發(fā)熱量大����,容易變形�,所以需要注意開粗,需要選擇切臺(tái)階的方向����,精修的時(shí)候還要注意最好是不要側(cè)面底部同時(shí)磨,用粗砂輪躺著磨一個(gè)面�,再立起來磨另外一個(gè)面,盡量避免用砂輪側(cè)面去磨削���,最后換細(xì)砂輪清角���。
3 w |, ^ {$ V5 C' f- [ w, }( A
. U6 w$ n/ y' Y/ ^2 V' ~
02
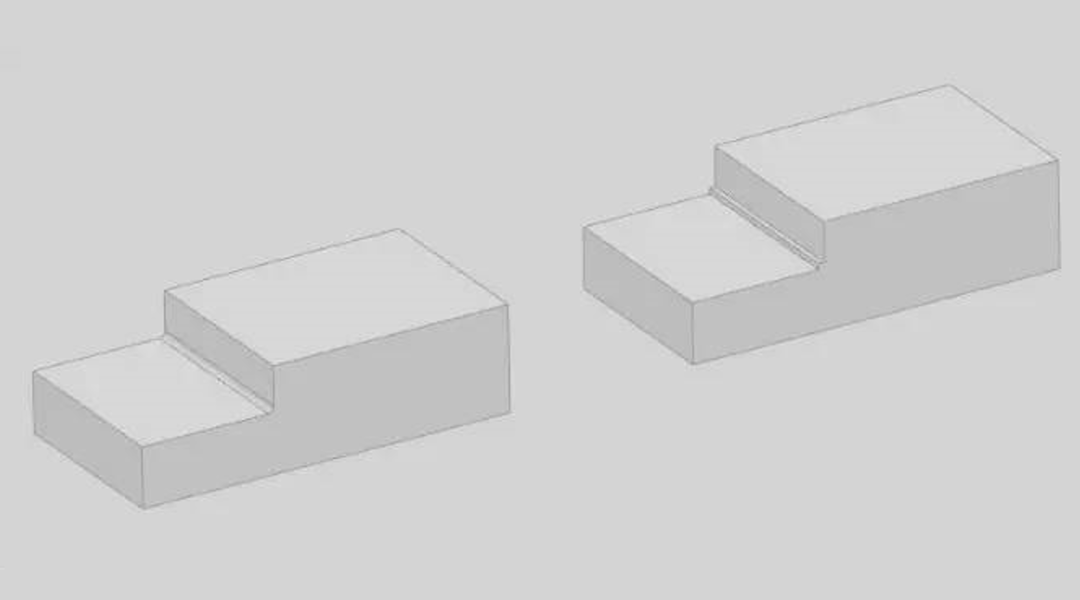
細(xì)小工件磨臺(tái)階
小工件經(jīng)常遇到才0.1mm甚至0.05mm的臺(tái)階,磨這種臺(tái)階����,對不精密的加工來說,可以任意加工�,對精密零件來說,就必須清角���,設(shè)計(jì)時(shí)一般會(huì)注明需要清角使R小于0.03mm���,不管臺(tái)階多小���,都要出來直位�����,哪怕只有幾個(gè)絲����,一般的材料選用120K清角3-5次就能達(dá)到,對于硬度特別高的材料就比較麻煩�,比如DC53、SKH-9等材料���,就需要換用更細(xì)的砂輪比如360K來清角���,次數(shù)也相應(yīng)的需要增加,檢查R大小的話����,經(jīng)驗(yàn)豐富的師傅是憑感覺和經(jīng)驗(yàn),做的時(shí)間不長的朋友可以用投影檢查����,投影數(shù)次后心里就會(huì)有數(shù)����。
% y2 j R6 h2 T j+ o
* L% {0 p% S. q) ?
03
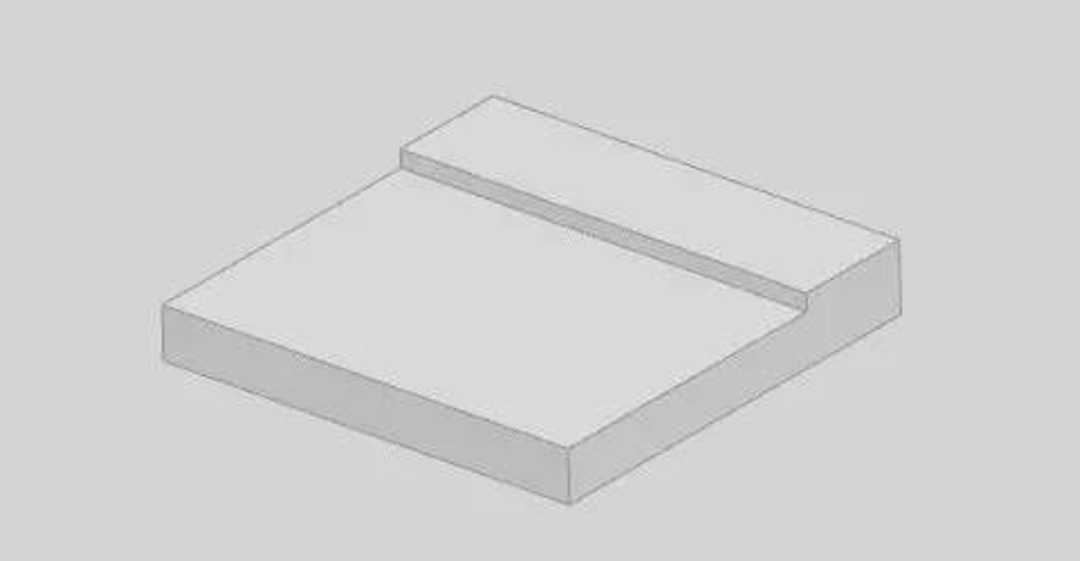
帶R的臺(tái)階
這種情況也非常常見����,需要注意的就是開粗的時(shí)候需要留出R的位置開出來一個(gè)臺(tái)階,精修的時(shí)候修好R直接修到位就可以了�����,如下圖�����。
0 |! V$ l, b' k* C% |& ?9 q+ J u
, _) l4 N( E, J0 W) q* \9 L
04
四面臺(tái)階
這種類型的工件就需要注意各個(gè)面留一定的工藝臺(tái)�,有些地方叫站腳,不然磨臺(tái)階精修的時(shí)候就沒有支撐點(diǎn)�����,有變形的可能�,工藝臺(tái)不用留太多,0.7-2mm都可以�,方便去掉工藝臺(tái)的時(shí)候不會(huì)變形�����。
$ X6 U+ f& u5 v- T+ d1 w3 }. A' n
作者: 328Feng_328 時(shí)間: 2024-1-18 10:42
留名
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |