ÖC(j¿⌐)╨╡╔τà^(q¿▒)
ÿ╦(bi¿ío)ε}: ¢_ë║╣ñ╦ç│ú╥è(ji¿ñn)╚▒╧▌╝░«a(ch¿ún)╔·╘¡╥≥ [┤≥╙í▒╛φô(y¿¿)]
╫≈╒▀: ╥╗═∙â╙╟░ òr(sh¿¬)Θg: 2024-1-12 09:52
ÿ╦(bi¿ío)ε}: ¢_ë║╣ñ╦ç│ú╥è(ji¿ñn)╚▒╧▌╝░«a(ch¿ún)╔·╘¡╥≥
¢_ë║─ú╛▀╩╟╘┌¢_ë║╝╙╣ñ╓╨���ú¼îó▓─┴╧╝╙╣ñ│╔┴π╝■ú¿╗≥░δ│╔╞╖ú⌐╡─╥╗╖N╠╪╩Γ╣ñ╦ç╤béΣ���íú
╕∙ô■(j¿┤)╣ñ╦ç╨╘┘|(zh¿¼)╖╓εÉú║¢_▓├─ú���íóÅ¥╟·─ú���íó└¡╔ε─úíó│╔╨╬─ú╡╚���íú
╕∙ô■(j¿┤)╣ñ╨≥╜M║╧│╠╢╚╖╓εÉú║?ji¿ún)╬╣ñ╨≥─ú���íóÅ?f¿┤)║╧─ú���íó╝ë(j¿¬)▀M(j¿¼n)─úíú
úß)│╔╨╬─ú úΓ)└¡╔ε─ú úπ)╖¡▀à─ú úΣ)├¢╨╬─ú
¢_ë║╔·«a(ch¿ún)╡─╚²╥¬╦╪ú║║╧└φ╡─¢_ë║╣ñ╦ç���íó╧╚▀M(j¿¼n)╡──ú╛▀���íó╕▀╨º╡─¢_ë║╘O(sh¿¿)éΣíú
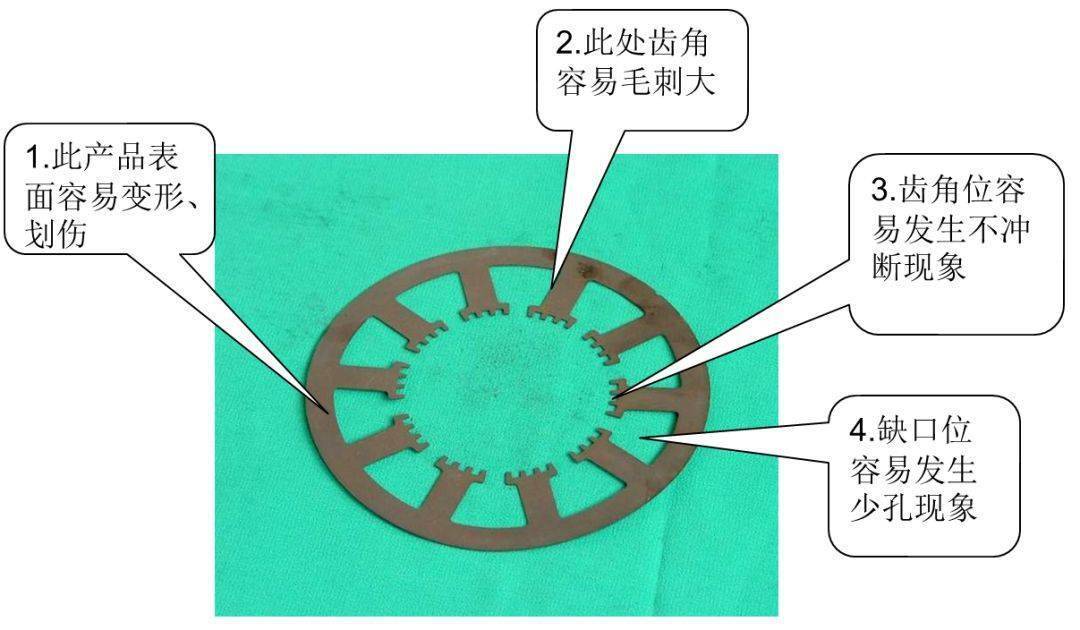
1. ┬Σ┴╧���íó¢_┐╫���íó╨▐▀à
╚▒╧▌ú║├½┤╠▀^(gu¿░)┤≤íó╫â╨╬���íó▒φ├µä¥é√���íó│▀┤τ▓╗╖√íó╔┘┐╫╡╚
1ú⌐├½┤╠▀^(gu¿░)┤≤ú║═╣░╝─úΘg╧╢▀^(gu¿░)┤≤╗≥▀^(gu¿░)╨���í���ú╗╚╨┐┌─Ñôp���ú╗îº(d¿úo)╧≥╛½╢╚▓εú╗═╣░╝─ú╬╗╓├▓╗═¼╨─╡╚���íú
2ú⌐╫â╨╬ú║┐╫╛α╠½╨���íú╗ë║┴╧░σ┼c░╝─ú╨═├µ┼Σ║╧▓╗║├���ú╗Θg╧╢▀^(gu¿░)┤≤╡╚���íú
3ú⌐▒φ├µä¥é√ú║▓┘╫≈òr(sh¿¬)╙╨═╧íó└¡╡╚¼F(xi¿ñn)╧≤���ú╗░σ┴╧╘┌╝⌠╟╨▀^(gu¿░)│╠╓╨ä¥é√╡╚���íú
4ú⌐│▀┤τ▓╗╖√ú║╔╧┴╧▓╗╡╜╬╗���ú╗╢¿╬╗╤b╓├ôpë─╗≥╦╔ä╙(d¿░ng)���ú¼╬╗╓├╕Zä╙(d¿░ng)╡╚���íú
5ú⌐╔┘┐╫ú║¢_ε^╒█öαú╗¢_ε^ΘL(zh¿úng)╢╚▓╗ë≥╡╚���íú
┬Σ┴╧���íó¢_┐╫íó╨▐▀à«a(ch¿ún)╞╖╚▌╥╫«a(ch¿ún)╔·╚▒╧▌╬╗╓├
2. └¡╤╙
└¡╤╙«a(ch¿ún)╞╖╚▌╥╫«a(ch¿ún)╔·╚▒╧▌╬╗╓├
3. ╖¡▀à
╚▒╧▌ú║╖¡▀à▓╗┤╣╓▒���íó╖¡▀à╕▀╢╚▓╗╥╗╓┬���íó╖¡▀à└¡├½íó╖¡▀à┴╤╡╚���íú
1ú⌐╖¡▀à▓╗┤╣╓▒ú║═╣░╝─úΘg╧╢▀^(gu¿░)┤≤���íú
2ú⌐╖¡▀à╕▀╢╚▓╗╥╗╓┬ú║═╣░╝─úΘg╧╢▓╗╛∙ä≥ú╗╢¿╬╗▓╗£╩(zh¿│n)���ú╗┬Σ┴╧╝■│▀┤τ▓╗£╩(zh¿│n)���íú
3ú⌐╖¡▀à└¡├½ú║╚╨┐┌╙╨é√║█���ú╗┴π╝■▒φ├µ╙╨δs┘|(zh¿¼)ú╗╚╨┐┌╙▓╢╚╠½╡═���íú
4ú⌐╖¡▀à┴╤ú║╨▐▀àòr(sh¿¬)├½┤╠┤≤���ú╗═╣░╝─úΘg╧╢╠½╨í���ú╗╖¡▀à╠Ä╨╬áε╙╨═╗╫â���íú
╖¡▀à«a(ch¿ún)╞╖╚▌╥╫«a(ch¿ún)╔·╚▒╧▌╬╗╓├
4. ╒█Å¥
╚▒╧▌ú║╒█Å¥╜╟╢╚▓╗║╧╕±íó╒█Å¥▀à╞╞┴╤���íó╒█Å¥R╜╟╠Ä╙╨┼_(t¿ói)δA╡╚���íú
1ú⌐╒█Å¥╜╟╢╚▓╗║╧╕±ú║═╣░╝─úΘg╧╢▀^(gu¿░)┤≤íó═╣░╝─ú┼Σ║╧╜╟╢╚▓╗╞Ñ┼Σ░σ▓─┴╧║±▒í▓╗╥╗���íú
2ú⌐╒█Å¥▀à╞╞┴╤ú║═╣░╝─úΘg╧╢▀^(gu¿░)╨���íú╗╒█Å¥╜╟╢╚▀^(gu¿░)╨���í���ú╗¢_▓├┴ª▀^(gu¿░)┤≤╦┘╢╚▀^(gu¿░)┐∞ú╗░σ▓─┴╧╞½╙▓���íú
3ú⌐╒█Å¥R╜╟╙╨┼_(t¿ói)δAú║═╣░╝─ú╒█Å¥╜╟▀^(gu¿░)┤≤���ú╗═ΓR╜╟▀^(gu¿░)┤≤ú╗╒█Å¥┴ª▀^(gu¿░)╨í���íú
╒█Å¥«a(ch¿ún)╞╖╚▌╥╫«a(ch¿ún)╔·╚▒╧▌╬╗╓├
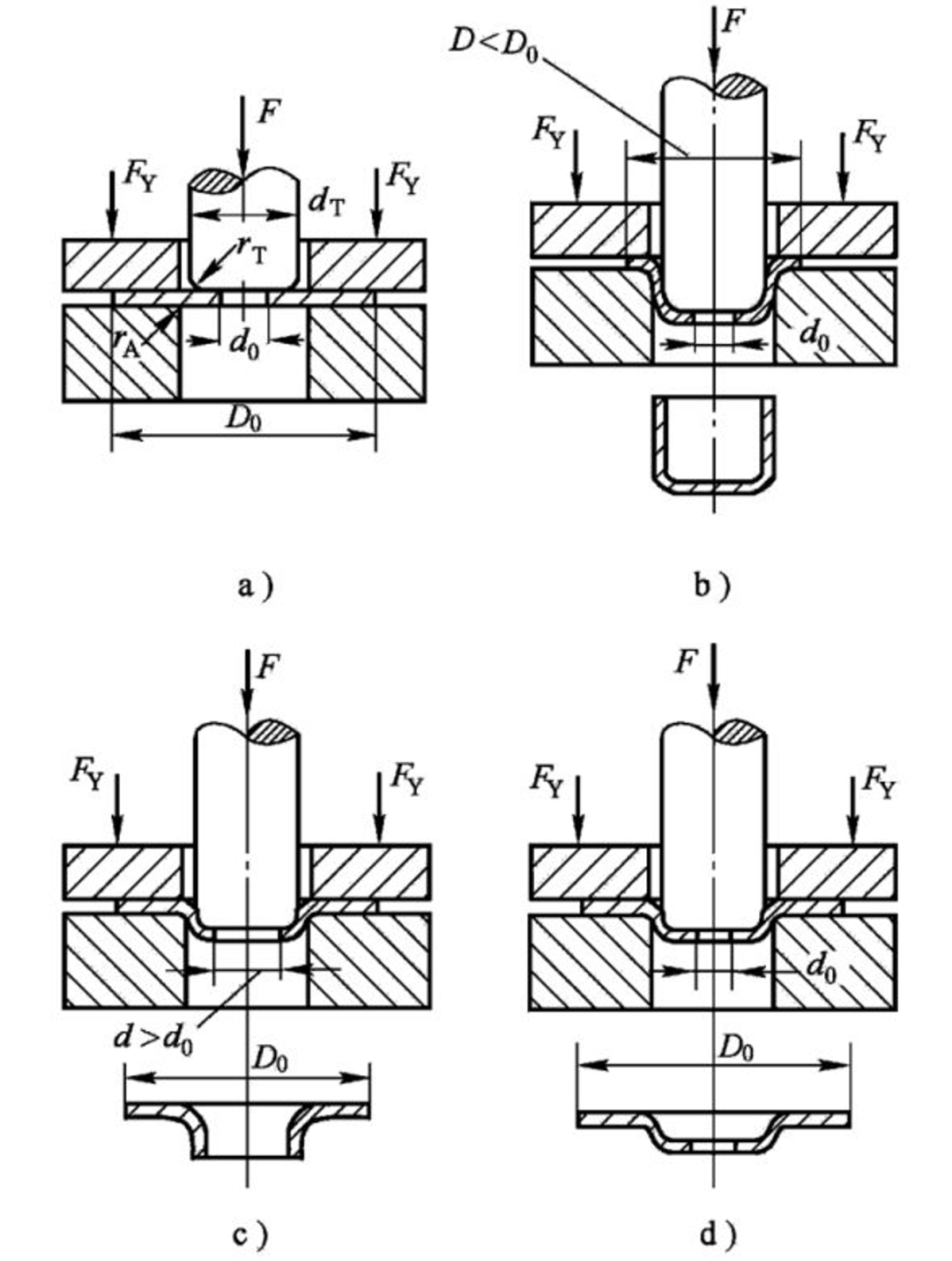
5. ÅU┴╧╠°╤¿
1ú⌐¢_ε^ΘL(zh¿úng)╢╚▓╗ë≥���ú¼░┤¢_ε^╚╨┐┌╟╨╚δ░╝─ú╥╗éÇ(g¿¿)┴╧║±╝╙1mm╕ⁿôQ¢_ε^ú╗
2ú⌐░╝─úΘg╧╢▀^(gu¿░)┤≤���ú¼╕ε╚δ╫╙£p╔┘Θg╧╢╗≥╙├┼√╕▓ÖC(j¿⌐)£p╨íΘg╧╢���ú╗
3ú⌐¢_ε^╗≥─ú░σ╬┤╚Ñ┤┼���ú¼îó¢_ε^╗≥─ú░σ╙├╚Ñ┤┼╞≈╚Ñ┤┼íú
6. ÅU┴╧╢┬╤¿
1ú⌐┬Σ┴╧┐╫╨í╗≥┬Σ┴╧┐╫╞½╬╗╝╙┤≤┬Σ┴╧┐╫���ú¼╩╣┬Σ┴╧φÿò│���ú╗
2ú⌐┬Σ┴╧┐╫╙╨╡╣╜╟ú¼╝╙┤≤┬Σ┴╧┐╫╚Ñ│²╡╣╜╟���ú╗
3ú⌐╡╢┐┌╬┤╖┼σF╢╚���ú¼╛Ç╕εσF╢╚╗≥╖┤├µöU(ku¿░)│Σ┐╫£p╨í╓▒▒┌╬╗ΘL(zh¿úng)╢╚ú╗
4ú⌐╡╢┐┌╓▒▒┌╬╗▀^(gu¿░)ΘL(zh¿úng)���ú¼╖┤├µπ@┐╫���ú¼╩╣╡╢┐┌╓▒▒┌╬╗┐s╢╠ú╗
5ú⌐╚╨┐┌▒└���ú¼╘∞│╔┼√Σh┤≤���ú¼╢┬┴╧╓╪╨┬╤╨─Ñ╚╨┐┌���íú
7. ┼√Σh▓╗┴╝
1ú⌐╚╨┐┌▒└���ú¼╘∞│╔┼√Σh▀^(gu¿░)┤≤╓╪╨┬╤╨─Ñ╚╨┐┌���ú╗
2ú⌐¢_ε^┼c░╝─úΘg╧╢▀^(gu¿░)┤≤ú¼╛Ç╕ε╚δëK���ú¼╓╪╨┬┼ΣΘg╧╢���ú╗
3ú⌐░╝─ú╡╢┐┌╣Γ¥ì╢╚▓εú¼Æü╣Γ╡╢┐┌╓▒▒┌╬╗���ú╗
4ú⌐¢_ε^┼c░╝─úΘg╧╢▀^(gu¿░)╨í���ú¼╓╪╨┬╩í─úú¼┼ΣΘg╧╢���ú╗
5ú⌐φö┴╧┴ª▀^(gu¿░)┤≤���ú¼╖┤╧≥└¡│÷┼√ΣhôQÅù╗╔���ú¼£p╨íφö┴╧┴ªíú
8. ╟╨▀à▓╗²R
1ú⌐╢¿╬╗╞½╥╞╒{(di¿ño)╒√╢¿╬╗���ú╗
2ú⌐╙╨å╬▀à│╔╨═���ú¼└¡┴╧╝╙┤≤ë║┴╧┴ªú¼╒{(di¿ño)╒√╢¿╬╗���ú╗
3ú⌐╘O(sh¿¿)╙ï(j¿¼)σe(cu¿░)╒`���ú¼╘∞│╔╜╙╡╢▓╗╞╜╓╪╨┬╛Ç╕ε╟╨▀à╡╢┐┌ΦéëKú╗
4ú⌐╦═┴╧▓╗£╩(zh¿│n)╒{(di¿ño)╒√╦═┴╧╞≈���ú╗
5ú⌐╦═┴╧▓╜╛α╙ï(j¿¼)╦π╙╨╒`╓╪╨┬╙ï(j¿¼)╦π▓╜╛α���ú¼╓╪╢¿╜╙╡╢╬╗íú
9. ¢_ε^╥╫öα
1ú⌐Θ]║╧╕▀╢╚▀^(gu¿░)╡═���ú¼¢_ε^╟╨╚δ╡╢┐┌▓┐╬╗▀^(gu¿░)ΘL(zh¿úng)╒{(di¿ño)╒√Θ]║╧╕▀╢╚���ú╗
2ú⌐▓─┴╧╢¿╬╗▓╗«ö(d¿íng)���ú¼╘∞│╔¢_┐╫¢_ε^╟╨å╬▀àú¼╒{(di¿ño)╒√╢¿╬╗╗≥╦═┴╧╤b╓├╥≥╩▄┴ª▓╗╛∙öα┴╤���ú╗
3ú⌐╧┬─úÅU┴╧╢┬╦└╡╢┐┌���ú¼╘∞│╔¢_ε^öα╓╪╨┬π@┤≤┬Σ┴╧┐╫���ú¼╩╣┬Σ┴╧φÿò│���ú╗
4ú⌐¢_ε^╡─╣╠╢¿▓┐╬╗ú¿èA░σú⌐┼cîº(d¿úo)╧≥▓┐╬╗╨▐┼Σ╗≥╓╪╨┬╛Ç╕ε╚δëK╩╣¢_ε^╔╧╧┬φÿò│ú¿┤≥░σú⌐╞½╥╞ú╗
5ú⌐┤≥░σîº(d¿úo)╧≥▓╗┴╝���ú¼╘∞│╔¢_ε^å╬▀à╩▄┴ª╓╪╨┬╨▐┼Σ┤≥░σΘg╧╢���ú╗
6ú⌐¢_ε^╡╢┐┌╠½╢╠ú¼┼c┤≥░σ╕╔╔µ╓╪?f¿┤)Q¢_ε^���ú¼╘÷ΘL(zh¿úng)╡╢┐┌▓┐╖╓ΘL(zh¿úng)╢╚���ú╗
7ú⌐¢_ε^╣╠╢¿▓╗║├���ú¼╔╧╧┬╕Zä╙(d¿░ng)╓╪╨┬╣╠╢¿¢_ε^╩╣╓«▓╗─▄╔╧╧┬╕Zä╙(d¿░ng)ú╗
8ú⌐¢_ε^╚╨┐┌▓╗Σh└√╓╪╨┬╤╨─Ñ╚╨┐┌���ú╗
9ú⌐¢_ε^▒φ├µ└¡é√���ú¼├ô┴╧òr(sh¿¬)╩▄┴ª▓╗╛∙╓╪╨┬?li¿ón)Q¢_ε^ú╗
10ú⌐¢_ε^▀^(gu¿░)╝Ü(x¿¼)���ú¼▀^(gu¿░)ΘL(zh¿úng)���ú¼Åè(qi¿óng)╢╚▓╗ë≥╓╪╨┬?li¿ón)Q¢_ε^εÉ╨═ú╗
11ú⌐¢_ε^╙▓╢╚▀^(gu¿░)╕▀���ú¼¢_ε^▓─┘|(zh¿¼)▓╗îª(du¿¼)╕ⁿôQ¢_ε^▓─┘|(zh¿¼)���ú¼╒{(di¿ño)╒√ƒß╠Ä└φ╙▓╢╚íú
10. ΦF╨╝
1ú⌐ë║╜εσe(cu¿░)╬╗╓╪╨┬╙ï(j¿¼)╦πë║╜ε╬╗╓├╗≥╒█Å¥╬╗╓├���ú╗
2ú⌐╒█Å¥Θg╧╢▀^(gu¿░)╨í���ú¼öD│÷ΦF╨╝╓╪╨┬╒{(di¿ño)╒√Θg╧╢���ú¼╗≥╤╨─Ñ│╔╨═ëKú¼╗≥╤╨─Ñ│╔╨═¢_ε^���ú╗
3ú⌐╒█Å¥═╣─ú╠½Σh└√╨▐R╜╟���ú╗
4ú⌐╜╙╡╢┐┌▓─┴╧╠½╔┘╓╪╨┬╜╙╡╢┐┌ú╗
5ú⌐ë║╜ε╠½╒¡╓╪╨┬╤╨─Ñë║╜ε���íú
11. │Θ╤┐▓╗┴╝
1ú⌐│Θ╤┐╡╫┐╫╓╨╨─┼c│Θ╤┐¢_╫╙╓╨╨─▓╗╓╪║╧╘∞┤_╢¿╒²┤_╓╨╨─╬╗╓├ú¼╗≥╥╞ä╙(d¿░ng)│Θ╤┐¢_╫╙╬╗╓├���ú¼╗≥╥╞│╔│Θ╤┐ú¡▀à╕▀ú¡▀à╡═╔⌡╓┴╞╞┴╤ä╙(d¿░ng)εA(y¿┤)¢_┐╫╬╗╓├���ú¼╗≥╒{(di¿ño)╒√╢¿╬╗ú╗
2ú⌐░╝─úΘg╧╢▓╗╛∙ä≥���ú¼╘∞│╔│Θ╤┐ú¡▀à╕▀ú¡▀à╨▐┼Σ│Θ╤┐Θg╧╢╡═╔⌡╓┴╞╞┴╤���ú╗
3ú⌐│Θ╤┐╡╫┐╫▓╗╖√║╧╥¬╟≤���ú¼╘∞│╔│Θ╤┐╕▀╢╚╝░╓╪╨┬╙ï(j¿¼)╦π╡╫┐╫┐╫Å╜ú¼εA(y¿┤)¢_┐╫╘÷┤≤╗≥£p╔┘╓▒Å╜╞½▓ε���ú¼╔⌡╓┴╞╞┴╤���íú
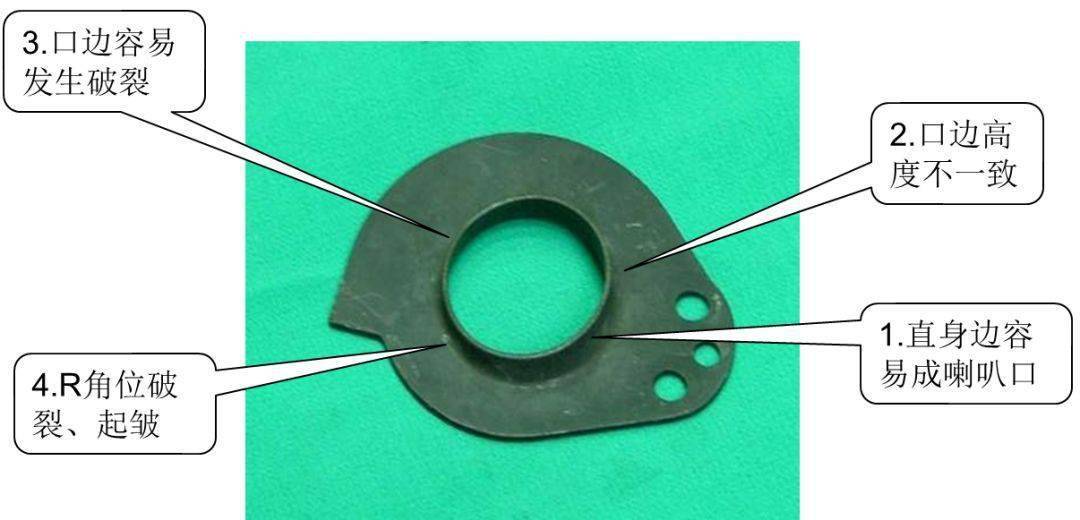
12. │╔╨═▓╗┴╝
1ú⌐│╔╨═─ú═╣─ú╠½Σh└√ú¼╘∞│╔▓─┴╧└¡┴╤│╔╨══╣─ú╨▐R╜╟���ú¼╡╢┐┌╠Ä▀m«ö(d¿íng)╨▐R╜╟���ú╗
2ú⌐│╔╨═¢_ε^ΘL(zh¿úng)╢╚▓╗ë≥ú¼╘∞│╔╬┤─▄│╔╨═╙ï(j¿¼)╦π¢_ε^╒²┤_ΘL(zh¿úng)╢╚╒{(di¿ño)╒√¢_ε^îì(sh¿¬)δHΘL(zh¿úng)╢╚╥╘▀_(d¿ó)│╔╨═╥¬╟≤���ú╗
3ú⌐│╔╨═¢_ε^▀^(gu¿░)ΘL(zh¿úng)���ú¼│╔╨═╠Ä▓─┴╧ë║╫â╨╬ú¼╔⌡┤_╢¿¢_ε^╒²┤_ΘL(zh¿úng)╢╚���ú¼╒{(di¿ño)╒√¢_ε^îì(sh¿¬)δHΘL(zh¿úng)╢╚╥╘▀_(d¿ó)╡╜╥¬╟≤╓┴¢_ε^öα┴╤���ú╗
4ú⌐│╔╨═╠Ä▓─┴╧▓╗ë≥╘∞│╔└¡┴╤╙ï(j¿¼)╦π╒╣Θ_(k¿íi)▓─┴╧���ú¼╗≥╨▐R╜╟ú¼╗≥╜╡╡═│╔╨═╕▀╢╚���ú╗
5ú⌐╢¿╬╗▓╗┴╝���ú¼╘∞│╔│╔╨═▓╗┴╝╒{(di¿ño)╒√╢¿╬╗╗≥╦═┴╧╤b╓├ú╗
6ú⌐│╔╨═Θg╧╢╠½╨í╘∞│╔└¡┴╤╗≥╫â╨╬╒{(di¿ño)┼ΣΘg╧╢���íú
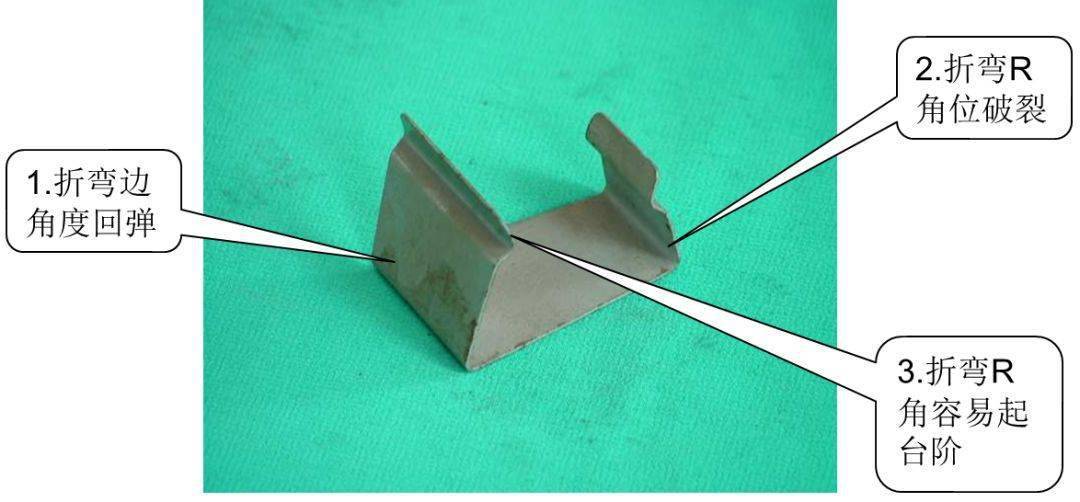
13. ╒█Å¥│▀┤τ
1ú⌐─ú╛▀¢](m¿ªi)╒{(di¿ño)╡╜╬╗╘∞│╔╜╟╢╚╒`▓εîº(d¿úo)╓┬│▀┤τ╞½╒{(di¿ño)╒√Θ]║╧╕▀╢╚▓╗┴╝╗≥╜╟╢╚▓ε▓╗┴╝���ú╗
2ú⌐Åù┴ª▓╗ë≥╘∞│╔╜╟╢╚▓╗┴╝îº(d¿úo)╓┬│▀┤τ╞½▓εôQÅù╗╔ú╗
3ú⌐▓─┘|(zh¿¼)▓╗╖√║╧╥¬╟≤╘∞│╔╜╟╢╚▓╗┴╝îº(d¿úo)╓┬│▀┤τôQ▓─┴╧╗≥╓╪╨┬╒{(di¿ño)╒√Θg╧╢╞½▓ε���ú╗
4ú⌐▓─┴╧║±╢╚╞½▓ε╥²╞≡╜╟╢╚▓╗┴╝îº(d¿úo)╓┬│▀┤τ╞½┤_╢¿┴╧║±ú¼ôQ▓─┴╧╗≥╓╪╨┬╒{(di¿ño)╒√Θg╧╢▓ε���ú╗
5ú⌐╢¿╬╗▓╗«ö(d¿íng)îº(d¿úo)╓┬│▀┤τ╞½▓ε╒{(di¿ño)╒√╢¿╬╗╩╣│▀┤τOK���ú╗
6ú⌐╘O(sh¿¿)╙ï(j¿¼)╗≥╝╙╣ñσe(cu¿░)╒`╘∞│╔╒█Å¥╣½╞┤ëKΘg╙╨Θg╤a(b¿│)║╕╤╨─Ñú¼╧√│²╞┤ëKΘg╡─Θg╧╢ú¼îº(d¿úo)╓┬╒█Å¥│▀┤τ╨���í���ú╗
7ú⌐│╔╨═╣½ƒo(w¿▓)R╜╟ú¼╘┌╜╟╢╚╝░╞Σ╦√╒²│ú╟Θ¢r│╔╨═╣½╨▐R╜╟╧┬╒█Å¥╕▀╢╚╞½╨���í���ú╗
8ú⌐â╔▀à╒█Å¥│▀┤τ╞½┤≤╝╙ë║╜εú╗
9ú⌐å╬▀à╒█Å¥└¡┴╧╘∞│╔│▀┤τ▓╗╖Ç(w¿ºn)╢¿╝╙┤≤Åù╗╔┴ª���ú¼╒{(di¿ño)╒√╢¿╬╗���ú╗
10ú⌐Θg╧╢▓╗║╧└φú¼╥²╞≡╜╟╢╚▓╗┴╝║═│▀┤τ╞½▓ε╨▐┼ΣΘg╧╢���ú╗
11ú⌐╒█╡╢╕▀╢╚▓╗ë≥���ú¼╒█Å¥¢_ε^║╧╚δ╒█╡╢╠½╢╠╘÷╝╙╒█╡╢╕▀╢╚ú¼╩╣╒█Å¥¢_ε^▒M┐╔─▄║╧╚δ╒█╡╢▓┐Ωá(du¿¼)╬╗╘∞│╔╜╟╢╚▓╗┴╝╢α╥╗╨⌐���ú╗
12ú⌐╒█Å¥òr(sh¿¬)╦┘╢╚╠½┐∞���ú¼╘∞│╔╒█Å¥╕∙▓┐╫â╨╬╒{(di¿ño)╒√╦┘▒╚┐╪���ú¼▀xô±║╧└φ▐D(zhu¿ún)╦┘ú╗
13ú⌐╜Y(ji¿ª)ÿï(g¿░u)▓╗║╧└φ���ú¼╒█╡╢╬┤Φé?c¿¿)δ╣╠╢¿─ú░σ���ú¼╓╪╨┬πè▓█ú¼îó╒█╡╢Φé╚(c¿¿)δ─ú░σ¢_ë║òr(sh¿¬)���ú¼╘∞│╔Θg╧╢╫â┤≤���ú╗
14ú⌐│╔╨═╣½ƒß╠Ä└φ╙▓╢╚▓╗ë≥ú¼╘∞│╔ë║╛Ç▒└╗≥╓╪╓╞│╔╨═╣½ë║╛Ç┤≥╞╜���íú
14. ▓╗╨╢┴╧
1ú⌐╢¿╬╗▓╗«ö(d¿íng)╗≥╦═┴╧▓╗«ö(d¿íng)╒{(di¿ño)╒√╢¿╬╗╗≥╦═┴╧╤b╓├���ú╗
2ú⌐▒▄╬╗▓╗ë≥╨▐─Ñ▒▄╬╗���ú╗
3ú⌐â╚(n¿¿i)îº(d¿úo)╓∙└¡é√���ú¼╘∞│╔┤≥░σ╗εä╙(d¿░ng)▓╗ò│╕ⁿôQâ╚(n¿¿i)îº(d¿úo)╓∙���ú╗
4ú⌐¢_ε^└¡é√╗≥▒φ├µ▓╗╣Γ╗¼╕ⁿôQ¢_ε^ú╗
5ú⌐φö┴╧ΣNö[▓╝▓╗║╧└φ╓╪╨┬ö[▓╝φö┴╧ΣN╬╗╓├���ú╗
6ú⌐φö┴╧┴ª▓╗ë≥���ú¼╗≥├ô┴╧┴ª▓╗ë≥╕ⁿôQφö┴╧Åù╗╔╗≥├ô┴╧Åù╗╔ú╗
7ú⌐¢_ε^┼cèA░σ┤≥░σ┼Σ║╧▓╗φÿò│╨▐┼Σ┤≥░σ║═èA░σ╩╣¢_ε^┼Σ║╧φÿò│���ú╗
8ú⌐│╔╨═╗¼ëK┼Σ║╧▓╗ò│╨▐╒√╗¼ëK┼cîº(d¿úo)╧≥▓█╩╣╓«┼Σ║╧φÿò│���ú╗
9ú⌐┤≥░σƒß╠Ä└φ▓╗▀mú¼¢_ë║╥╗╢╬òr(sh¿¬)Θg║≤╫â╨╬╓╪╨┬╤╨─Ñ┤≥░σ���ú¼│C╒²╫â╨╬���ú╗
10ú⌐¢_ε^▀^(gu¿░)ΘL(zh¿úng)╗≥φö┴╧ΣNΘL(zh¿úng)╢╚▓╗ë≥╘÷╝╙φö┴╧ΣNΘL(zh¿úng)╢╚╗≥ôQ╙├ΘL(zh¿úng)╢╚║╧▀m╓«¢_ε^ú╗
11ú⌐¢_ε^öα╕ⁿôQ¢_ε^���ú╗
12ú⌐─ú░σ╬┤╘╞┤┼���ú¼╣ñ╝■═∙╔╧ĺ╜o─ú░σ╚Ñ┤┼���íú
15. ╦═┴╧▓╗φÿ
1ú⌐─ú╛▀¢](m¿ªi)╝▄╒²ú¼îº(d¿úo)╓┬┴╧ĺ┼c╦═┴╧╞≈╝░─ú╛▀╓╪╝▄─ú╛▀╗≥╒{(di¿ño)╒√╦═┴╧╞≈▓╗╘┌═¼╥╗ùl╓▒╛Ç╔╧���ú╗
2ú⌐┴╧ĺ▓╗╞╜╒{(di¿ño)╒√╨ú╞╜ÖC(j¿⌐)╗≥╕ⁿôQ▓─┴╧���ú╗
3ú⌐▓╗╨╢┴╧╘∞│╔╦═┴╧▓╗φÿàó╒╒▓╗╨╢┴╧╜Γ¢Qîª(du¿¼)▓▀ú╗
4ú⌐╢¿╬╗╠½╛o╒{(di¿ño)╒√╢¿╬╗���ú╗
5ú⌐îº(d¿úo)╒²ΣN╠½╛o╗≥╓▒▒┌╬╗╠½ΘL(zh¿úng)╒{(di¿ño)╒√îº(d¿úo)╒²ΣN���ú╗
6ú⌐¢_ε^╣╠╢¿▓╗║├╗≥╠½ΘL(zh¿úng)┼c┴╧ĺ╕╔╔µôQΘL(zh¿úng)╢╚║╧▀m╓«¢_ε^╓╪╨┬╣╠╢¿ú╗
7ú⌐φö┴╧ΣN╠½╢╠���ú¼┴╧ĺ┼c│╔╨═╚δëK╧α╕╔╔µ╒{(di¿ño)╒√φö┴╧ΣNΘL(zh¿úng)╢╚���ú¼▒▄├Γ╕╔╔µú╗
8ú⌐╕í╔²ëK╬╗╓├┼┼┼Σ▓╗«ö(d¿íng)╒{(di¿ño)╒√╕í╔²ëK╬╗╓├���íú
16. πT║╧▓╗┴╝
1ú⌐─ú╛▀Θ]║╧╕▀╢╚▓╗«ö(d¿íng)πT║╧▓╗╡╜╬╗╒{(di¿ño)╒√Θ]║╧╕▀╢╚���ú╗
2ú⌐╣ñ╝■╬┤╖┼╡╜╬╗ú¼╢¿╬╗╞½▓ε╒{(di¿ño)╒√╢¿╬╗���ú╗
3ú⌐πT║╧╟░╣ñ╝■▓╗┴╝┤_╒J(r¿¿n)│Θ╤┐┐╫���ú¼àó┐╝│Θ╤┐┐╫▓╗┴╝╜Γ¢Qîª(du¿¼)▓▀╠Ä└φ┤_╒J(r¿¿n)πT║╧┐╫╩╟╖±╡╣╜╟ú¼╚τƒo(w¿▓)╡╣╜╟ät╘÷╝╙╡╣╜╟���ú╗
4ú⌐πT║╧¢_ε^ΘL(zh¿úng)╢╚▓╗ë≥ôQ╙├ΘL(zh¿úng)╢╚║╧▀m╓«¢_ε^���ú╗
5ú⌐πT║╧¢_ε^▓╗╖√║╧╥¬╟≤┤_╒J(r¿¿n)▓ó╙├╖√║╧╥¬╟≤╓«πT║╧¢_ε^íú
17. ┬⌐╤b╗≥╤b
1ú⌐▓╗╨í╨─╜M┴óòr(sh¿¬)╝Ü(x¿¼)╨─σe(cu¿░)¢_╫╙���ú╗
2ú⌐¢_╫╙ƒo(w¿▓)╖╜╧≥ÿ╦(bi¿ío)╙¢╙╨╖╜╧≥╨╘╡─¢_╫╙╫÷╔╧╙¢╠û(h¿ño)���íú
18. ╤bσe(cu¿░)┬▌╜z
1ú⌐▓╗╓¬╡└─ú░σ╡─║±╢╚┴╦╜Γ─ú░σ╡─║±╢╚╠½ΘL(zh¿úng)╗≥╠½╢╠ú╗
2ú⌐▓╗ë≥╝Ü(x¿¼)╨─���ú¼╜¢(j¿⌐ng)≥₧(y¿ñn)▓╗╫π▀x╙├▀m«ö(d¿íng)?sh¿┤)─┬▌╜z���íú
19. ▓≡╤b─ú╛▀
1ú⌐ΣNßö┐╫¢](m¿ªi)╙╨▓┴╕╔â⌠îóΣN┐╫���ú¼ΣNßö▓┴╕╔â⌠ú¼▓≡─úòr(sh¿¬)æ¬(y¿⌐ng)╧╚▓≡╢¿╬╗ΣNòr(sh¿¬)╚▌╥╫ôpë─╤b─úòr(sh¿¬)���ú¼æ¬(y¿⌐ng)╧╚╙├┬▌╜zîº(d¿úo)╒²���ú¼║≤┤≥╢¿╬╗ΣNßö┐╫ú╗
2ú⌐╤b▓≡─ú╛▀│╠╨≥▓╗îª(du¿¼)┤≥┬ΣΣNßöòr(sh¿¬)▓╗╥¬┼÷é√ΣNßö┐╫���íú
20. ╢¿╬╗ΣN
1ú⌐┐╫▒┌└¡├½���ú¼╣╬é√╓┬╩╣╠½╛o╜M─úòr(sh¿¬)ú¼╝Ü(x¿¼)╨─Öz▓ΘΣNßö┐╫╩╟╖±└¡├½���ú¼╖±ätæ¬(y¿⌐ng)îó┤≥▓╗│÷üφ(l¿ói)ΣN┐╫╓╪╨┬πq┐╫���ú╗
2ú⌐ΣN┐╫╞½╬╗╗≥╧┬├µ¢](m¿ªi)╙╨╠╙┐╫╫╖╝╙╢¿╬╗ΣN╠╙┐╫íú
21. Åù╗╔╠½ΘL(zh¿úng)
1ú⌐¢](m¿ªi)╙╨╫ó╥ΓÅù╗╔┐╫╔ε╢╚┴┐║├Åù╗╔┐╫╔ε╢╚���ú¼╦π║├Åù╗╔╡─ë║┐s┴┐���ú¼╓╪╨┬▀xô±ƒo(w¿▓)╖¿╧┬ë║╡╜���ú╗
2ú⌐▓╗ë≥╝Ü(x¿¼)╨─���ú¼╜¢(j¿⌐ng)≥₧(y¿ñn)▓╗╫π║╧▀m╡─Åù╗╔╧┬╦└ⁿc(di¿ún)���íú
╫≈╒▀: mhfx2020 òr(sh¿¬)Θg: 2024-1-12 10:04
╕╨╓x╖╓╧φ
╫≈╒▀: ╫╧╥┬╟α╔└ òr(sh¿¬)Θg: 2024-1-12 14:00
╕╨╓x╖╓╧φ
╫≈╒▀: ╙═▒├JH òr(sh¿¬)Θg: 2024-1-12 15:35
îæ╡─▓╗σe(cu¿░)
╫≈╒▀: 328Feng_328 òr(sh¿¬)Θg: 2024-1-18 16:13
╕╨╓x╖╓╧φ
| Üg╙¡╣Γ┼R ÖC(j¿⌐)╨╡╔τà^(q¿▒) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |