�C(j��)�^(q��)
��(bi��o)�}: ��ʲô�W��ģ�߶�ϲ�g�ß��������g(sh��)������� [��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2023-7-7 13:31
��(bi��o)�}: ��ʲô�W��ģ�߶�ϲ�g�ß��������g(sh��)�����
01
�o��������ע��ģ�ߵĸ���
���^�o��������ģ������ע������У������������ʼ�K���֟������(d��ng)��B(t��i)�������_ģ�r(sh��)ֻ��ȡ���̻�����Ʒ����������a(ch��n)���������������c���y(t��ng)��ע��ģ���������@��һ�N���M(j��n)��ע��ģ���g(sh��)��������ע�ܳ��ι�ˇ�l(f��)չ��һ��(g��)���c(di��n)����������������c(di��n)�ǿ���߲��ϵ�����������������a(ch��n)�ɱ������C�Ƽ������|(zh��)������
7 ?8 A }0 v: p4 l: k) F0 \3 S
���������ϵğo��������ע��ģ�����������ָģ����ͨ�^���ý^���ӟ�ķ��������ʹ��ע�ܙC(j��)���쵽ģ����ǻ�����@һ������(d��ng)ͨ���е��������wʼ�K�������ڠ�B(t��i)���������B�m(x��)ע��ģ����ǻ�����
% `/ a( T, L8 s; J. i) l
��������τt�Dz��Ü�����ע��ģ���������ͨ�^��ʹ�����е����ϱ������O(sh��)���Ĝضȃ�(n��i)��
5 h7 `9 x$ o: Q( g9 F$ S
+ m5 |0 h6 i! q
02
�o��������ģ���g(sh��)�İl(f��)չ
�o��������ģ��Ҳ�Q������ģ�������������������¼��g(sh��)���ڟ���������ע��ģ���еđ�(y��ng)���ѽ�(j��ng)��30����Ěvʷ��������1940�������E.R.Knowles������(gu��)����Ո(q��ng)�˟��������g(sh��)�Č����������
6 c& f, I) i6 U$ J- F9 q7 [; L
��(j��)��Ӌ(j��)�������Ŀǰ�ښW����1/4���ϵ�ע��ģ�ߑ�(y��ng)���˟��������g(sh��)�������������(gu��)Ҳ��1/6���������ڇ�(gu��)�������������ϵ�y(t��ng)Ԫ����ϵ�л���������Ʒ��������A(y��)�y(c��)�����������������g(sh��)�đ�(y��ng)�ñ������������L(zh��ng)��������꣬���������g(sh��)߀�ڲ���İl(f��)չ�������������
7 Y; V/ |6 X0 i( ]0 n7 A
���Ї�(gu��)��������������g(sh��)�s��80����Ժ����������(y��ng)������Ŀǰ��̎���_�l(f��)��(y��ng)���A���������ע��ģ���У��䑪(y��ng)�ñ����HҲ��2����3�������������l(f��)չǰ���ܺ������Ј�(ch��ng)�ĝ�������dz���
- V# Y5 X% w8 N$ l. J, p% j
������ģ���g(sh��)�İl(f��)չ������څ��(sh��)��
1���_�l(f��)�о����N���͇����������������弰���P(gu��n)���g(sh��)�����m��(y��ng)��ͬ���Ϻ���Ʒ��Ҫ����������й©��������ĥ�������ߜغ͟�ƽ��ȡ�
2���͟ᇊ�켰�ӟ�Ԫ���c�ؼ��g(sh��)����
3��������ϵ�y(t��ng)�����SCAD����ģ�M���g(sh��)������
1 N! o, e- T7 e; F, c; p, [
03
�o��������ģ�ߵ����
��1�����������ܺ�������Դ��ʽ�֣�
1 f) X+ }% h" o9 t6 d! a' O# h; x
��2��������ϵ�y(t��ng)�Ļ����Y(ji��)��(g��u)��
2 _9 u) u: p7 T
��3���䡢�������ķ������^��
# e' y( V8 M1 \& q
һģ��ǻ��(y��ng)�Ì�(sh��)��
��a�����y(t��ng)������������
��b������������ȡ�������������ʡȥ���������������p�������U�ϼs40���������s�̳������ڼs10����
��c����������Ӄɂ�(g��)�ᇊ�������sС�������w�e�����c�D��a�����������p����������60����70�����
��d��ÿǻ���ßᇊ�죬ȥ������������������ڶ��������ɳ��ͱ��ڼ�����ģ�߳ɱ���
' X) g1 F6 e; g
04
�o��������ע��ģ�ߵ����c(di��n)
1. ʹ�ßo��������ע��ģ�ߵ���̎
1����������ʽģ���������ͬ�ӿ��Բ����c(di��n)�����M(j��n)�ϣ���(ji��n)����ģ�߽Y(ji��)��(g��u)����������ˌ�(du��)ע��C(j��)�_ģ�г̵�Ҫ���������
2����(ji��)ʡԭ������������������������ϻ�����������������õĹ�����M(f��i)�á�
3�����������wʼ�K̎�����ڠ�B(t��i)���������(d��ng)����С���������ڳ�ģ�ͱ������Ă��f�����������Ʒ�����|(zh��)�������W(xu��)���ܡ�������Ɍ�(sh��)�F(xi��n)���c(di��n)���ڡ���ǻģ���������������ڡ��L(zh��ng)�����Ƶij������
4���]����s��ȡ���������ϵĕr(sh��)�g���s�̳�����������������Ԅ�(d��ng)�����a(ch��n)������
5�������Љ����pʧС��������������ij�ģ�������ʹע��C(j��)���iģ���pС�����]�Н�עϵ�y(t��ng)�����������p����ע�������ɳ�ְl(f��)�]ע��C(j��)������������
6��������yʽ�������������Ɲ��ڷ��]�r(sh��)�g�������C��Ʒ�����|(zh��)�����
2 O# I( {. a- F) e: H+ s
2. ʹ�ßo��������ע��ģ�ߵ�����
1��ģ�߽Y(ji��)��(g��u)��(f��)�s�������M(f��i)�ø�����S�o(h��)���B(y��ng)�^���y��������ϵ�y(t��ng)�׳�����������\(y��n)�гɱ�����������m��С�������a(ch��n)��
2����ʼ���a(ch��n)��(zh��n)��r(sh��)�g�L(zh��ng)�������ģ���{(di��o)ԇҪ�������
3�����m�˟����Ժ�����(d��ng)�Բ�����ϼ����������L(zh��ng)���ܼ���������
4���������a(ch��n)������Û���������(du��)���wй©���ӟ�Ԫ���Ĺ����^���С�
5���ضȿ���Ҫ���(y��n)���������辫�ܵĜضȿ���Ԫ����ϵ�y(t��ng)��
* d3 k. h0 N" S4 y* b
3. �o��������ע��ģ���m�õ����ϲ���
1�����ڜضȷ������������ճ��׃��С��������᷀(w��n)���Ժ�������ߜز��ֽ⣬�͜�����(d��ng)�Ժã�
2�����wճ�Ȍ�(du��)����������������ʩ��������(d��ng)���^�͉����Ϳ�����(d��ng)���
3�����ϵıȟ��ݵ��������������ں̻����
4�����ϵğ�׃�Μضȸ���������Ʒ��Ѹ��?g��u)�ģ����Óģ�?/font>
��Փ�ώ����еğ��������϶����Բ��ßo����ע��������Ŀǰ��(y��ng)�������ǣ�PE��PP�����PS��ABS�Ȳ���������
7 c/ @9 _/ p( n. }6 c+ t
05
���������ϟo��������ע��ģ��
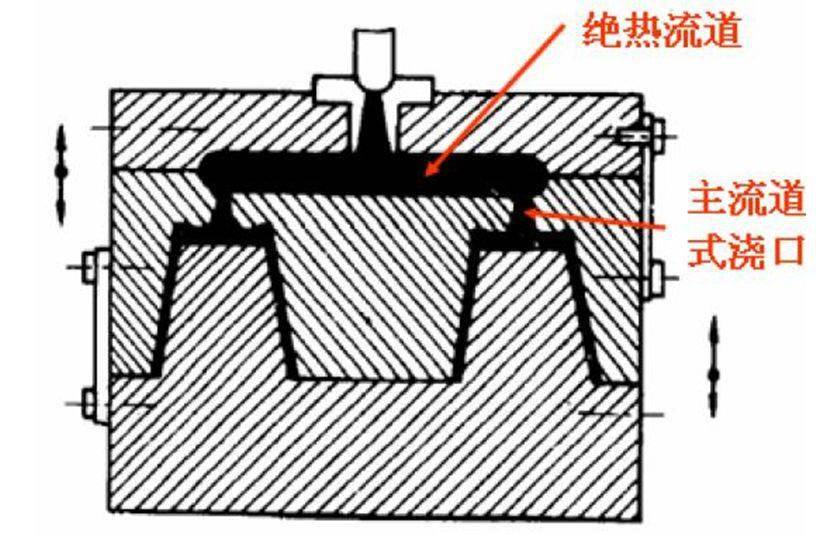
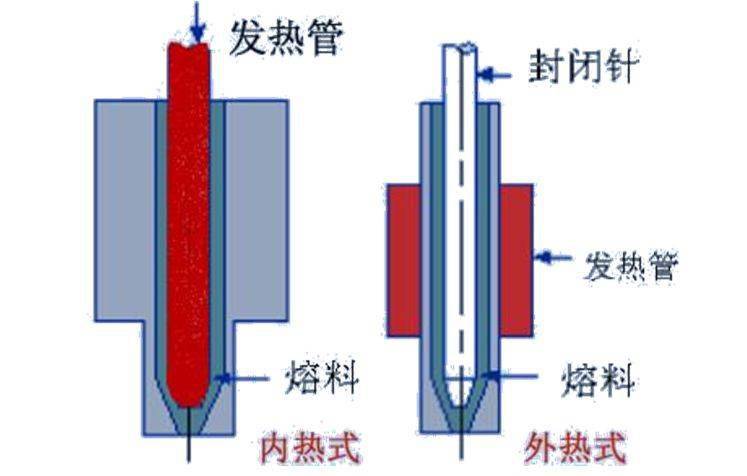
1. �^������
�����Л]���o���ӟ��b����������������ό�(d��o)���Բ�����ԣ�����������ߴ��O(sh��)Ӌ(j��)�ĺܴ����^30�L������ʹ�o�N�������ڵ��������w���^�͵�ģ�ض�Ѹ����������γɃ��Y(ji��)�ӣ����������IJ�λ�����w������������(d��ng)�������@�Nϵ�y(t��ng)�鱣��������ͨ�����^�������������w�ٶȑ�(y��ng)�M����������ʹ�����������ϱ��B�m(x��)��Q��������]�����ĕr(sh��)�g��ȫ���Y(ji��)�����
�^����������Ҫ���c(di��n)���M(f��i)�õͣ����a(ch��n)�и��Q���Ϸ�����������ֱ������������pʧС�������������σ��Y(ji��)�r(sh��)�����_����������������������������w�e���������L(zh��ng)�����ϼӟ�r(sh��)�g�����(du��)�ضȵĿ��Ʋ����룬���m�˼ӹ����������������(y��ng)���^�١�
ͨ����(y��ng)���ڼӹ����ȵͺ�Ҫ��������ڶ̵���Ʒ����PE�������PP�������PS�ͨ������С��Ʒ�ij���������
8 A- u3 Y" i! \1 g; s6 D$ x
��1������ʽ����
�ַQ�^������������һ�N�Y(ji��)��(g��u)�(ji��n)�εĆ���ǻ�^�������������H�m���ڳ�������С��20 s ����Ʒ��
���^����ʽ��������ע��C(j��)�������ǻ����֮�g��������O(sh��)����һ��(g��)������������������(n��i)�ݷe�s���Ƽ��w�e��1/3��1/4�����������γɃ��Y(ji��)�ӽ^����������������cģ���g�Ě�϶��Ҳ��^�����������
6 ?; V! @ ~: e5 J0 S1 ?5 O
* y' V$ }5 X# G3 V/ _) \6 S- ~3 p4 Q
����ʽ����ĽY(ji��)��(g��u)
�D��a��1-ע��C(j��)���������2-��(ch��)�Ͼ���3-�c(di��n)�������4-�����������D��b�����ڳߴ���������D��c��1-�����������2-��λ�h(hu��n)�������3-��(ch��)�Ͼ�������4-����
��2������ǻ�^������
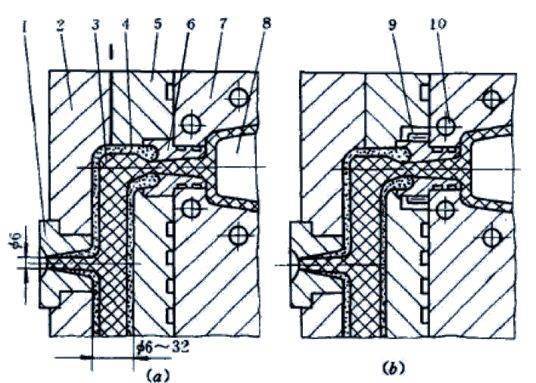
1��������ʽ����
����ǻ�^��������A�ν��������ֱ����ȡ��16��32�L����������Խ�L(zh��ng)�����ֱ����(y��ng)Խ��
# q6 q# p# L. d
4 C$ {( Q6 s* l0 N
���������c��(d��ng)ģ��֮�g�Ě�϶�����pС���|��e���D��a�� ���ڵ�ʼ��ͻ����������������ʹ����ֱ����̎�ڷ������^��Ƥ�ӵı���֮������D��b����ֱ�ӝ����r���������O(sh��)�˼ӟ�Ȧ�������r���c��(d��ng)ģ��֮�g�К�϶�^������c������֮�g�мӟ�Ȧ�������������L(zh��ng)������ڝ����������ӟ���ӟᡣ
: S# o9 b7 w) U' h# U% n% ^& |
) q. s5 Y8 C8 u- [ }7 r8 K5 c
������ʽ���ڶ���ǻ�^������ע��ģ
1-�������r��������2-��ģ�̶��壻3-����������4-�̻��^��ӣ�5-�������������6-ֱ�ӝ����r�������7-��(d��ng)ģ�壻8-��о������9-�ӟ�Ȧ��10-��sˮ��������
2���c(di��n)����
�c(di��n)���ڳ��ε��Ƽ��]�Н������ϣ����������׃��Y(ji��)������H�m�ڳ������ڶ̵���Ʒ�����ڝ���ʼ������(d��o)�����O(sh��)�üӟ�̽�������Ɍ�(du��)���ڼӟᣬ�ܳ��������^�L(zh��ng)����Ʒ����̽��w���Ì�(d��o)�����õ���~�Ͻ������������
$ z# w: ?( y. J. B* k/ S
; A8 o. z. ~2 h$ Q4 o9 y- C
�c(di��n)���ڶ���ǻ�^������ע��ģ
1-�����]���i�壻2-��ģ�̶��������3-�^���������4-����������5-�������r��������6-�������]���i���������7-������������8-��о�̶��壻9-Óģ��������10-��о��11-��(d��ng)ģ�|�壻12-��(d��o)���������13-��(d��o)��
7 |- q0 V" V- F8 H: R0 ]
2. ������ע��ģ��
����������������(n��i)���������܇��O(sh��)�üӟ���������ʹ������(n��i)���������wʼ�K̎�����ڠ�B(t��i)��
�^������ÿ��ʹ��ǰ����������еĹ̻����������������ֻ��ӟ������й̻������������ڜض������Ȼ����ա����ɏ������a(ch��n)���������m�÷����Ƚ^�������V����Ҳ�m���ڶ���(g��)�c(di��n)���ڵ��^����Ʒ��������
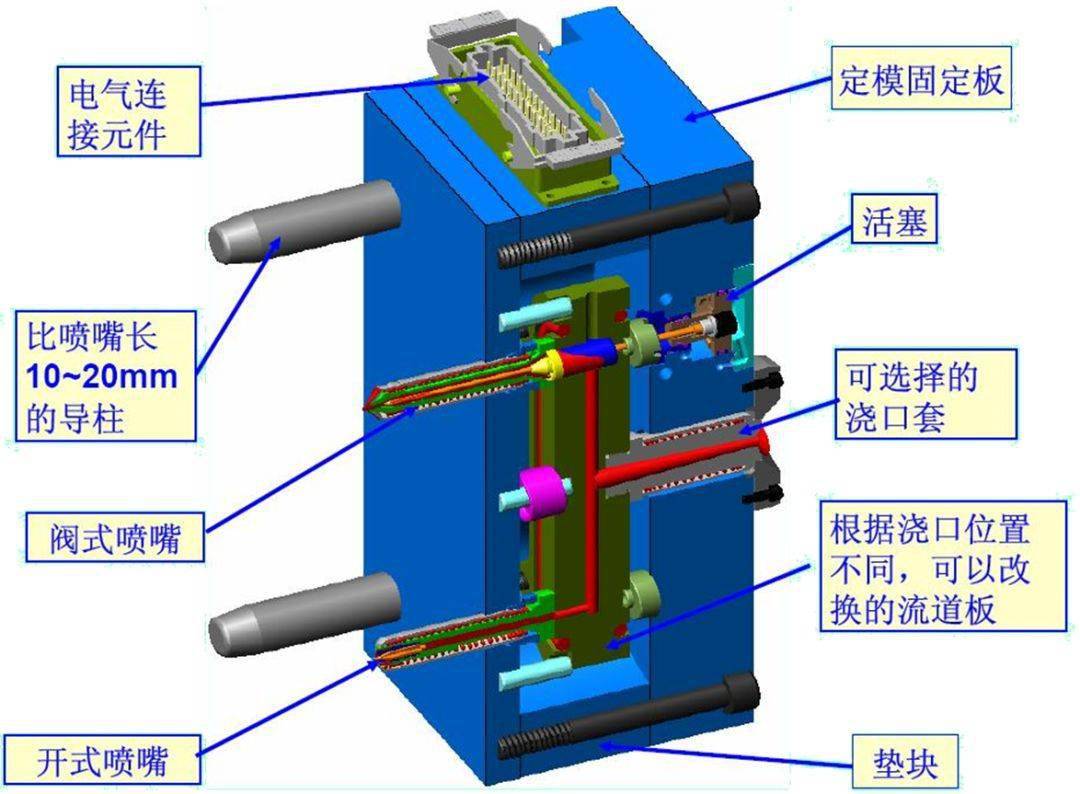
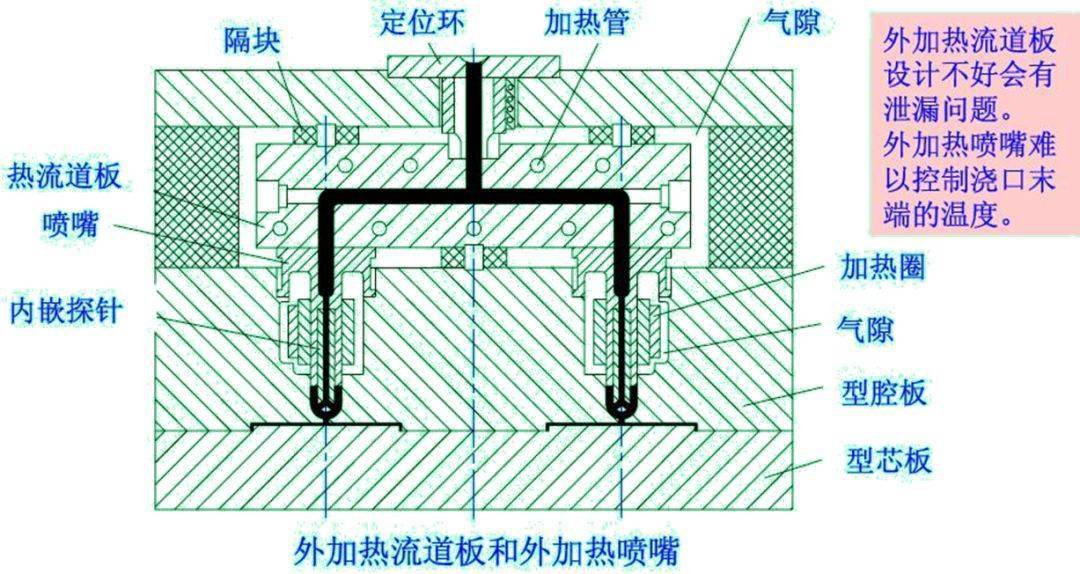
������ϵ�y(t��ng)�ɷ�������(manifold)�͇���(drop)�ɂ�(g��)������Ԫ�M�����������������b�ڶ�ģ���֣��с���ע��C(j��)��������ς��f����ǻ�����������ɟᇊ�������ֱ�ӂ��f����ǻ�������g�ӵ�ͨ�^һ��(g��)�����������(g��)��ǻ�����������ͨ�����^��ǻ����������c���������90������
������ģ��ͬ�r(sh��)���мӟ�����y(c��)�ء��^�����s���b����������������ȱ��ӟ��ֱ������������Ҳͬ�ӡ����������ÿ��(g��)���춼�Ъ�(d��)���ļӟ�Ԫ���͜ضȿ���ϵ�y(t��ng)����������ģ�ߌ�(du��)�ضȿ��ƾ���Ҫ��������ֹ��ƽ��ʧ�{(di��o)�ǂ�(g��)�y�}��
/ \6 f5 G. w/ P3 ~( l
��1�����������ڵķ��]
������ģ�����������ڷքe�B�����������ڠ�B(t��i)����������Ҫ�̻�����Ʒ�����҃��ߜض����100����������Ҫ��ע��r(sh��)���w���ͨ�^���_ģ�r(sh��)���ڿ��ٷ��]����������wй©��Ŀǰ���õĝ��ڷ��]�����У�
1������ƽ����]���_ʽ����
�����_�]�ğ�ƽ����������ͨ�^�{(di��o)��(ji��)��������ӟ�Ȧ���(n��i)�ӟ�̽ᘵĜضȶ���(sh��)�F(xi��n)�ġ��Y(ji��)��(g��u)���ض��{(di��o)��(ji��)������(ji��n)����������ɱ��������ȱ�c(di��n)�ǝ���̎�����������z������(du��)�ض��O(sh��)��Ҫ����������
2������ƽ����]�Ă�(c��)����
ͨ�^ģ�ߵ��_���Д���������������ڽY(ji��)��(g��u)�͜ض��{(di��o)��(ji��)������(ji��n)��������]�����z�����ȱ�c(di��n)�ǝ������������m�÷�������Ʒ�Π�����������
3����ѭ�h(hu��n)�ӟᡢ������]�ĝ���
��Ҫ�O(sh��)���c�����������m��(y��ng)�ĝ��ڼӟ������������b�ã��Y(ji��)��(g��u)�͜ض��{(di��o)��(ji��)�^��(ji��n)������������ڷ��]�ɿ����������Ҫ�^�߾��ȵĜؿ�ϵ�y(t��ng)��
4�����������y�U���]�ĝ���
���Ø�֬�����_���y�U������������÷��]���ڣ��Y(ji��)��(g��u)�^��(ji��n)���������ڷ��]�ɿ����Ҫ�ɵ��͟��Ժã��y�U����(d��ng)�`��������
5���C(j��)е�yʽ����
���Ú��(d��ng)������Һ��ϵ�y(t��ng)��(qi��ng)���y�U��(d��ng)�������Ķ���(sh��)�F(xi��n)���ڷ��]��������_��������Y(ji��)��(g��u)��(d��ng)���ɿ�����������Ηl�������������ڶ��������������С�������Y(ji��)��(g��u)��(f��)�s���������ɱ������
7 ?% c+ ~: e' X9 r% Z& l( \8 Z- H- s
��2���������ĽY(ji��)��(g��u)��ʽ
1������ʽ����
�nj���ͨע��C(j��)�ć�����L(zh��ng)ʹ֮���cģ�ߝ��ڲ���ֱ�ӽ��|��һ�N���⇊������������늟�Ȧ�ӟᣬ�МضȜy(c��)��ϵ�y(t��ng)�������Ҫ����ضȸ�����Ͳ15��20���������ڌ�(sh��)�H�Ϟ���ǻ�ĝ��ڣ�����ֱ����0.8��1.2�L���c(di��n)����������
��ߜ؇���ֱ�ӣ����g�ӣ������ܼ���회�(du��)ģ���M(j��n)�н^��������⇊��ĸߜ�Ӱ��ܼ��̻������Ú�϶������Ƥ�ӽ^���������ע�䱣����(y��ng)ʹ����Ó�xģ������M���pС�����cģ�ߵĽ��|��e�����
����ʽ����Y(ji��)��(g��u)��(ji��n)�����������چ���ǻģ����������õ������������F�ε���ʽ���
- n9 ]: {. s8 F" t! \0 e5 g# b2 d$ g
��a�����·��� ��b���F�·���
' ~9 L1 L3 f/ y+ @# K( s4 j
��c�����͇��� ��d���^�ᇊ��
, V# P+ b+ s+ b
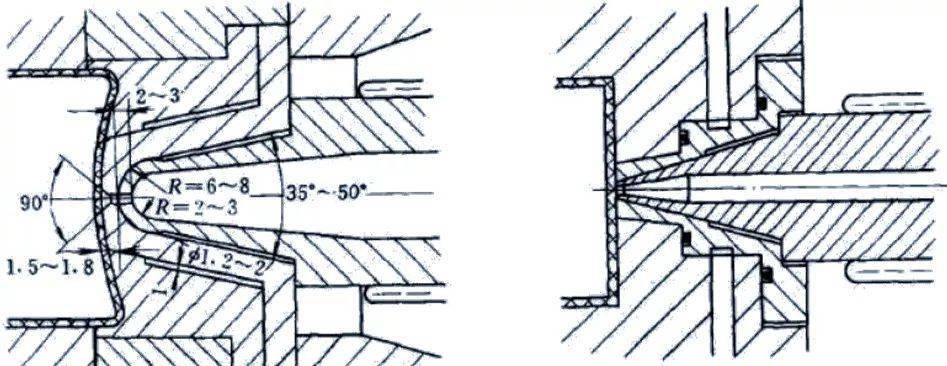
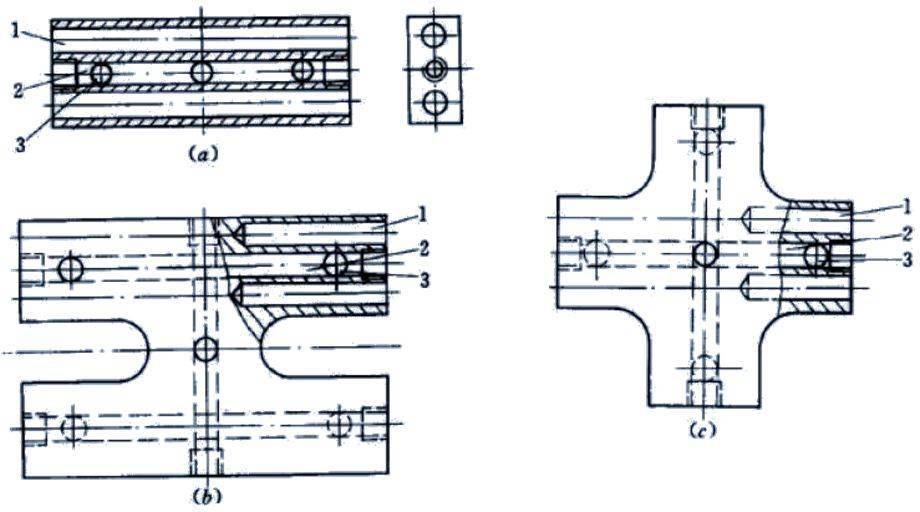
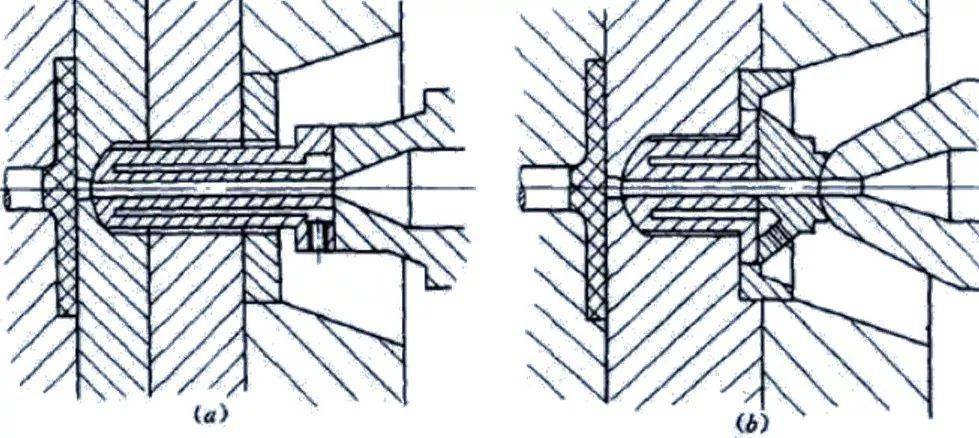
���쇊��ĽY(ji��)��(g��u)
�D(a)�������띲������������쿿�綨λ����������������c�������g�O(sh��)������
��϶���r�ס�
�D(b)�����������ǻһ����������������g�r�������_�O(sh��)��϶���������������sˮ��
�D(c)����회�(du��)ע������λ�����Գ��܉���������ǰ���c��������횿��]����
Û���w߅��
�D(d)��^�ᇊ������������Ͻ^��Ƥ�ӣ����ĺ��0.4��0.5�L������(c��)1.2��1.5�L���Љ�����Ƕ��PTFE�ܷ�|������C���ڱ��ײ���(qi��ng)���ȡ�
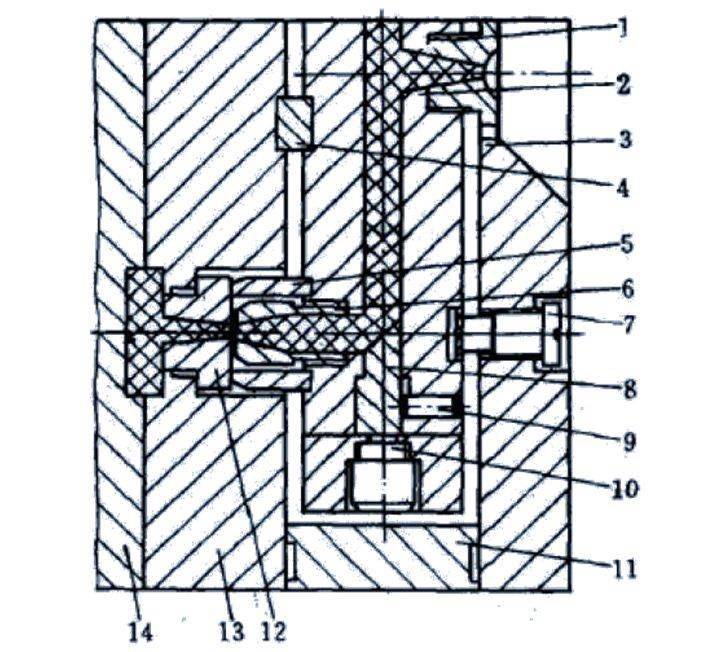
2������ǻ������ע��ģ��
�Y(ji��)��(g��u)��ʽ��������(y��ng)�ÏV������������Ǿ���һ�K�ɼӟ�������������塣�Ͻ������������O(sh��)�з������Ͷ���(g��)����������
. f1 K& f" v% {& {3 O& O
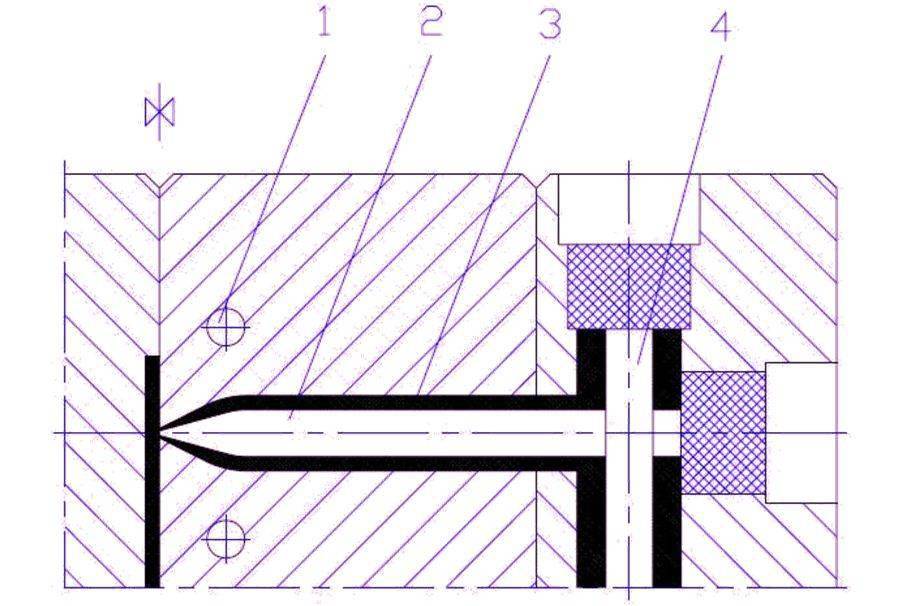
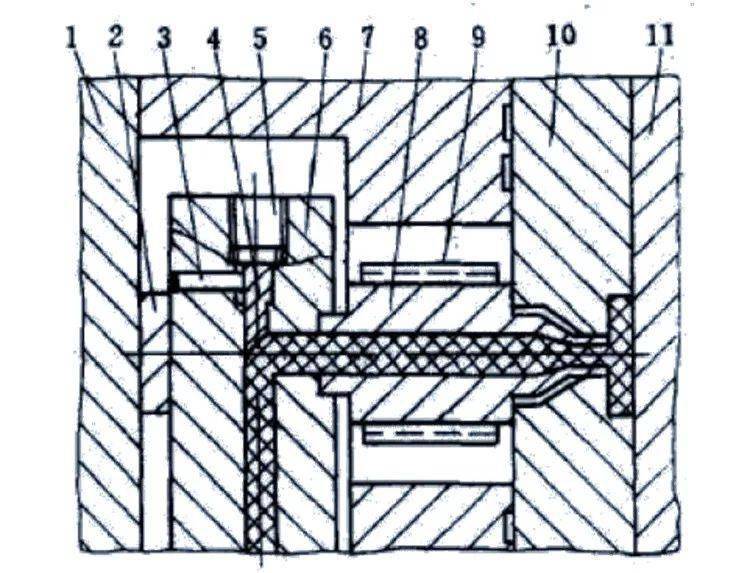
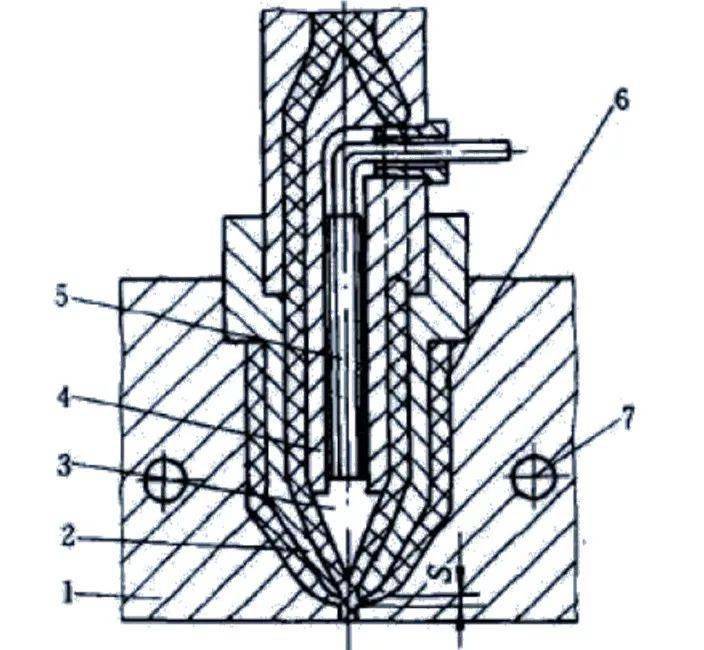
�������͝��ڶ�ǻ������ģ�߽Y(ji��)��(g��u)
8 L8 Z1 u/ k# B h- }, O. L, x
1-�������r�ף�2-�����������3-��ģ�̶��壻4-�|�K���5-����(d��ng)���h(hu��n)��6-�������������7-��ᔣ�8-���^����9-ֹ�D(zhu��n)�N�����10-�ӟ�����11-��(c��)�����12-�������͝��ڱ���13-��ģ��ǻ�����14-��(d��ng)ģ��ǻ�塣
3����������ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)
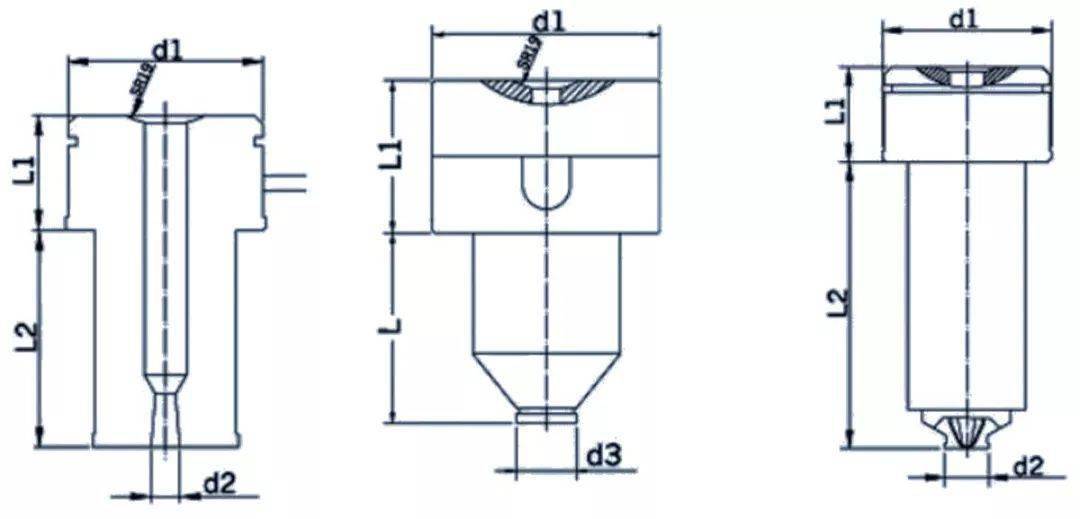
Ҫ�������õļӟ�ͽ^���O(sh��)ʩ��������C�ӟ������b�͜ضȿ�����Ч���������(j��)���ڔ�(sh��)����λ������������ж�N��ʽ������
���������O(sh��)Ӌ(j��)��
•�A�η�����ֱ��һ��5��15�L�����
•�������˿�(x��)�����^�ܷ����
•�����Ú�϶��ʯ�ް塣���ÿ՚��g϶3��8�L�����
•�����������ď�(qi��ng)���c��������
•����̼䓻�N̼�Ͻ�������������
4 j( q4 Y. X& I" {! v+ P* V
��������ĽY(ji��)��(g��u)
' F' T a0 u$ t
1-�ӟ�����������2-�������������3-�M(j��n)�χ��찲�b��
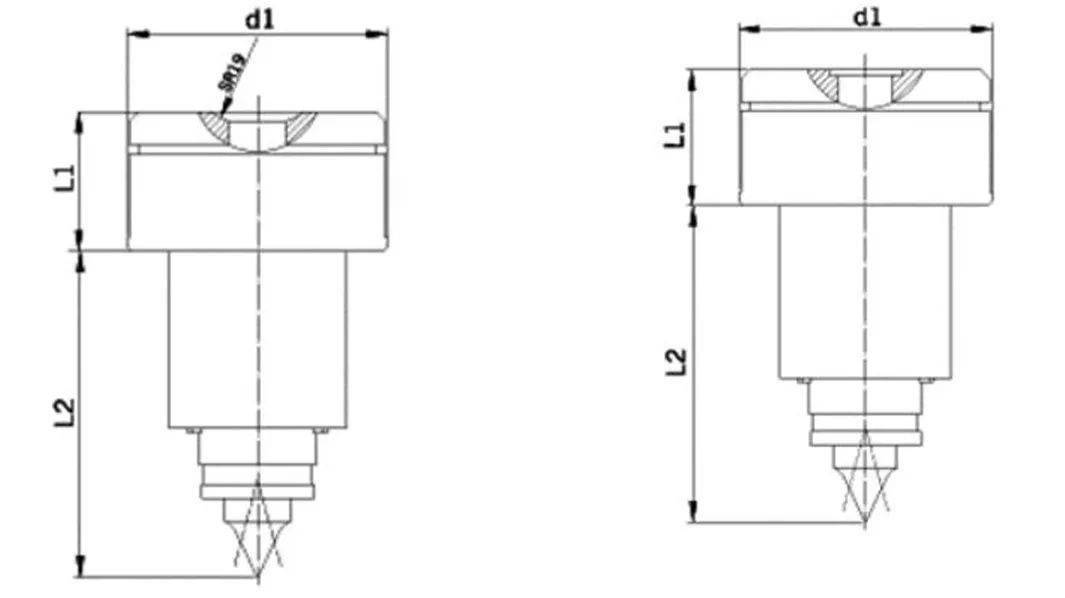
4����������ļӟ᷽ʽ
•��(n��i)�ӟ�
��(n��i)�ӟ��Ǽӟ��ֱ���������������������S�����b�а��ӟ��������������������������σ��Y(ji��)��^�����ã�ʹ�ӟ����cģ�ߺܺõĸ��x�����ɽ���������ļs50�����������������ğ���Û���}�����^�õ�����й©���������üӟ�̽ᘿ��Ɲ���ĩ������
��(n��i)�ӟ����ʹ���Ϝ����������ֽ�������˲��m�ڟ����������������������������еij�ģ������
! k- b0 z+ m' {9 |
��(n��i)�ӟ������c����
6 ]; f7 {- a- W* B
1-��sˮ�����2-�ӟᇊ�죻3-���wͨ������4-��(n��i)�ӟ���
•��ӟ�
��ӟ����������b��ģ�����������Լӟ�������ļӟ�����������������(c��)�����������Ľ^���Ú�϶�����Ҳ���ý^��Ƭ�������pʧ�DZ�횿��]�Ć��}��������ğ���Û���M(j��n)���a(b��)�������ֹй©���ᇊ���b����������������ӟ��ʹģ�ߵĉ����pʧ��С�����������һ���A�δ�ֱ�������ӟ�������͇����m���ڟ����Ժ�ճ�����ϣ������]����Ƥ������������������^��������ӟ������ȃ�(n��i)�ӟ�ijɱ���������
$ E1 c' x5 Z* i) j% Q1 H( q
$ W/ O: y0 {% V, S* V
��3������������
�����ǟ�����ģ�ߵ��P(gu��n)�IԪ����Ҫ���և����(n��i)���ϵ����ڠ�B(t��i)�������횱M�������ƵĽ^�ᣬ��Щ����߀���M(j��n)�Ѓ�(n��i)�����ⲿ�ӟ������������ǻ�t����s������ߜز�ͨ����100��200�棬��ˇ����O(sh��)Ӌ(j��)���ȑ�(y��ng)�M���ƽ��Ҫ����������Ҫ���⇊���(n��i)�����^����̻������������Ҫ������F(xi��n)�����^������ӻ����z������������ֽ�������Α�(y��ng)���]�ز�����ğ���Û�������ٴ���ע�����w��й©���a(ch��n)���w߅��Ӱ����������������
: B- a' R# u' ^4 l6 {
: S y9 x8 G6 V# a
���õğ���������Y(ji��)��(g��u)��ʽ��
��ӟ�ʽ
��(n��i)�ӟ�ʽ
������yʽ
; d: ~* o8 s5 i+ g' l z+ A
1�����N����������ĽY(ji��)��(g��u)��ʽ
7 O7 i( O6 n% I1 B
3 V! A7 I$ V. l0 `4 Q2 f/ M
��ƽ����
ֱ������ʽ
+ E. Y# t ?4 T% O* B+ \
�֝���ƽ������ʽ
•�c(di��n)������ʽ
7 o0 j7 P8 |$ f8 M7 }) ^' M+ F
�N�Ν���ƽ������ʽ
���c(di��n)���ڇ���
3 }; p0 j" ?9 v7 w: A4 f: X
�Ν����c(di��n)������ʽ�c�֝����c(di��n)������ʽ
���yʽ����
, h$ e, D/ Z# I
��ס���ʽ
�����⇊��
) h% ~: u0 D& |2 z. o
һо���^ʽ�c��о���^ʽ
2������ļӟ᷽ʽ
����ӟ�ʽ����
��Դ���ԇ������ܵļӟ�Ȧ�������������w����(d��ng)����С����L(zh��ng)�Ȳ������ơ���Y(ji��)��(g��u)�s�����������ǰ�˝���̎�Ĝض��^���������ڴ��ڜز��������ƽ�ⲻ���ơ���ӟ�ʽ����ğ����������^��������ӟ�Ȧ�܇�Ҫ��3��5�L�Ľ^���϶�������
) N3 k8 n3 j2 l' @6 m- c
���|ʽ�������ǻ������ע��ģ��
( i v5 a$ ~* H% ^- j' r
1-��ģ�ذ������2-�|�K��3-ֹ�D(zhu��n)���N�������4-���^��5-�ӟ��������6-������������7-��(c��)֧��������8-ֱ�ӽ��|ʽ�����������9-�ӟ�Ȧ�������10-��ģ��ǻ���������11-��(d��ng)ģ��
�ڃ�(n��i)�ӟ�ʽ����
�������Է���������ļӟ������ӟ�����ʿ���늉��{(di��o)��(ji��)��������������ܵ����wͨ���g϶һ���3��5�L��������g϶С�������(d��ng)������ɢ���������g϶��������w����ز��������������^�L(zh��ng)�r(sh��)�����������늟�Ȧ�o����ӟ�������
��(n��i)�ӟ�ʽ�������ڸߜ��F�μ�����띲�ڣ��ʜضȿɵõ���Ч�������
; O; w- P' B" [9 |/ C6 y
��(n��i)��ʽ����������
L0 M9 T/ e0 A+ j H/ ^
1-��ģ�壻2-���������3-�F�μ������4-����������5-�ӟ��������6-�^��������7-��sˮ��������
3����yʽ����
��һ���Ɇ��]������yо���ڇ����������ʹ?ji��)��ڳɞ��y�T�������ע�䱣���A���_������s�A���P(gu��n)�]�������ֱ�����������ˮ���Ķ����������߀�ɷ�ֹ?ji��)������w�����Ӻ����z���m�ϸ��Nճ�����������ǵ�ճ�ȵ������������
�yо�Ć��]�������w������Һ�����(q��)��(d��ng)���
7 u% B! B; E" O9 G1 F: a
������yʽ����������
c9 [( [( S7 K, l$ _- T8 P
1-��ģ�װ壻2-������������3-���h(hu��n)������4-���s���ɣ�5-�����U������6-��λȦ��7-�������r������8-�ӟ�Ȧ�������9-��yо��10-������������11-�ӟ�Ȧ�������12-�����w����13-�����^����14-��ģ��ǻ�������15-Óģ�����16-��о
�yʽ����ij������c(di��n)��
•��Ʒ���治�����ں��E��������̎����ƽ�������
•��ʹ���^��ֱ���ĝ�����������ӿ���ǻ����ٶȡ�����ע�䉺�����pС��Ʒ׃�����
•��ֹ�_ģ�r(sh��)���ڳ��F(xi��n)���z�����ӬF(xi��n)��
•ע��C(j��)�ݗU���˕r(sh��)������ɷ�ֹģǻ�����ϵ�������
•������������ԜpС��Ʒ�۽Ӻ����
8 ^( K: h6 i; c& l/ d8 C- x
��4��������ϵ�y(t��ng)�ğ�ƽ���c�ضȿ���
1��������ϵ�y(t��ng)��ƽ���Ҫ��
������ϵ�y(t��ng)��횝M���ƽ��Ҫ���������������pʧ��(y��ng)�мӟ��a(b��)�������������B(t��i)�µğ�����ϵ�y(t��ng)��(y��ng)�ǵȜؠ�B(t��i)����(du��)������ϵ�y(t��ng)���Ƶ�Ҫ�������������������ضȵ�ƫ����С���������������(y��ng)�M�����l����
•�ӟ�Ԫ�����ʵĜ�(zh��n)�_�O(sh��)Ӌ(j��)�����
•�ӟ�Ԫ����ϵ�y(t��ng)�Y(ji��)��(g��u)�а��b���_��
•�����_���ӟ�λ�ú͜y(c��)���c(di��n)���
•��ֵĽ^���ʩ��Ч����
��ʹ���ߵĽǶ�������(y��ng)�M��ėl���飺
•�����Ժ��������
•���Q�������
•���p���ԡ����g����������й©������
- ^: Y& _7 C2 `( [, q0 w
•��·�B�Ӱ�ȫ�ɿ���
2���ӟ��������
������ģ�߳��õļӟ����У�
•����ӟ᳣�þ�Ȧ�͎�ʽ��Ȧ�ӟ����������
•������ӟ᳣�ð�ʽ��ʽ�ӟ���������
$ M' D4 ?4 a3 z
3�� ������ϵ�y(t��ng)�Ĝضȿ���
•��(zh��n)�_�Ĝضȿ����nj�(sh��)�F(xi��n)������ϵ�y(t��ng)�Ԅ�(d��ng)�������P(gu��n)�I�����������õķ������Üؿر����ƽ��|����
•�����ԭ����ͨ�^�Д�ģ�ߜضȵĸߵ́����Ƽӟ�Ԫ�����_���������(d��ng)ģ�ߜضȵ����O(sh��)��ֵ�r(sh��)������|���]��������ȫ��늉����ڼӟ�Ԫ���ϣ���ضȿ����������������(d��ng)�ض��_(d��)���O(sh��)��ֵ�r(sh��)������|�����_��
•���ż���b�����������������ż�y(c��)�صĜ�����ʹ��ؿؾ����^���������}�_�{(di��o)��ʽ�������ؿ�ϵ�y(t��ng)��ݔ�����������x�ô����p��ɿع�ݔ�������������(w��n)������������ܿɿ�����ӟ�Ԫ��ʹ�É����L(zh��ng)��
8 C: _: v/ Z/ A+ d
��5���o��������ģ�ߵđ�(y��ng)�Ì�(sh��)��
$ c) l, q* H" T" J4 x
06
��������ϟo��������ע��ģ��
��������ϵğo��������ע������Ü�����ע��ģ���������
1. ����ԭ��
������ע����͕r(sh��)Ҫʹ������(n��i)����������ע��C(j��)��Ͳ��(n��i)һ��ʼ�K�������ڠ�B(t��i)��������ˣ����ģ�ߵ�����̎��(d��)���O(sh��)��һ��(g��)�͜^(q��)�����ضȴ�����105��110�淶�����������������ß�ˮ�����ѭ�h(hu��n)�����������(j��ng)�y(c��)�غ��{(di��o)��ϵ�y(t��ng)�����a(b��)�������ģ����ǻ�Ǹߜ^(q��)������ض���145��180����������������ע����ǻ�����ܟ��c�Љ��l���½�(li��n)�̻������ɾW(w��ng)��Y(ji��)��(g��u)�IJ��۲������|(zh��)����͜^(q��)�c�ߜ^(q��)֮�g�Ľ^���ǜضȿ��Ƶ��P(gu��n)�I������֮�gͨ����ʯ��ˮ����h(hu��n)�����w��^�����ͬ�r(sh��)߀�茦(du��)��ģ�̶���̈́�(d��ng)ģ�̶���^�ᡣ��϶�^��Ҳ�dz��õĸ����ֶ������������͇������ܾ��К�϶������̎�ڸ���������͜صĽ��������(y��ng)ԓ�Ì�(d��o)���Բ�ĺϽ�����������Ҳ����PI�ȸߏ�(qi��ng)��������ڇ���������������϶���ͨ�^�{(di��o)�ؽ��|(zh��)�S�ֵ͜ء�
������ע�����Ҫ�������������б������õ�����(d��ng)�������Ҍ�(du��)��������������M(j��n)��ߜ���ǻ�����ܿ��ٹ̻�����
������ע����Ϳɹ�(ji��)ʡ15����35����ԭ����������һģ������a(ch��n)����Ǻ���ǰ;�ij���ˇ��������(du��)�ضȿ���Ҫ���(y��n)��������g(sh��)�y�ȴ�ģ�߳ɱ���������
- G- l" I1 v. G2 k! B
2. ������ע��ģ�ߵĽY(ji��)��(g��u)
1������ǻ������ע��ģ�ߵĽY(ji��)��(g��u)
1-��(d��ng)ģ�̶��壻2-�ư��������3-�ƗU�̶������4-�ƗU��5-�^����������6-�ӟ��������7-��(d��ng)ģ�|�壻8-��(d��ng)ģ������9-��ģ肉K�����10-��о�������11-��ģ������12-ˮ��������13-�������壻14-��λ�h(hu��n)�������15-��������16-��ģ�̶����������17-��(c��)���������18-�iģ���������19-�^��壻20-�������
2������ǻ��������ע��ģ��
��(du��)��һģһǻ�ğ��������ע��ģ���Ɍ��T�O(sh��)Ӌ(j��)���������{(di��o)�ؽ��|(zh��)���Ɯضȵć������ԭע��C(j��)�����������쵽ģ�������
����ʽ����ֱ��ͬ������ӣ����ͺ��ܼ������°̺��������������К�϶�^���������ע�䱣�������x�_ģ������������ؿ؇�(y��n)���^���^�����(hu��)ʹ���Ϲ̻���������ʽ���쮔(d��ng)ע��l(f��)�����ϕr(sh��)�ܷܺ����ȥ���̻���������
" k, Q% }2 z6 E6 d) i
��a������ʽ���� ��b����ʽ����
: ^3 z s! J1 j0 L4 F3 ^- F3 T5 E. a
3. ģ���O(sh��)Ӌ(j��)Ҫ�c(di��n)
1�����������cģ��֮�g��������õĽ^���ʩ����ֹ������ض�������������a(ch��n)�����ϡ�
2��ģ��횜�(zh��n)�_�����������S��5�淶����(n��i)����(d��ng)�������������c�����쑪(y��ng)�քe�ء�
3����������(y��ng)���ÈA�ν�������������������w���غ��������(d��ng)������һ��ֱ����6��8�L�������w�S���ϕr(sh��)��(y��ng)ȡ�^��ֵ�������������(y��ng)�����ǺͰ��۵Ȝ��υ^(q��)������������ֲڶȑ�(y��ng)�c��ǻһ����������t�Ա��C��ĥ������
4�������һ�㲻С��4�L��������0.5�㡫1��ĵ��F��������ڝ���Óģ������
5�����������ϑ�(y��ng)���O(sh��)������������������В��^ʽ���_���i�������Ԃ��������(n��i)ȡ���̻������Ҫ����
6�������ݷe��(y��ng)��һ��ע�����ϵĿ��w�eС�������ֹ�������w��������(n��i)ͣ���r(sh��)�g�^�L(zh��ng)���̻�
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |