機(jī)械社區(qū)
標(biāo)題: 別說(shuō)只差一點(diǎn)��,機(jī)加工就是要控制變形 [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2023-7-3 09:49
標(biāo)題: 別說(shuō)只差一點(diǎn)��,機(jī)加工就是要控制變形
“這批工件的精度怎么有些偏差”
“差幾絲���,不影響使用的���,沒(méi)關(guān)系”
. ]) o3 t6 L! o/ p3 n1 f2 F
對(duì)于機(jī)械加工來(lái)說(shuō),差不多的理念是致命的�����,一個(gè)看起來(lái)差不多的產(chǎn)品����,如果再和其他組合使用,缺陷就會(huì)繼續(xù)放大���,導(dǎo)致工廠的加工品質(zhì)一直達(dá)不到高端精密的制造要求���。我們都知道加工中心的工件變形問(wèn)題比較難解決,因此首先必須分析產(chǎn)生變形的原因��,然后才能采取應(yīng)對(duì)的措施�����。
; h7 R6 r; A* m5 J1 s
一、工件的材質(zhì)和結(jié)構(gòu)影響形變變形量的大小與形狀復(fù)雜程度��、長(zhǎng)寬比和壁厚大小成正比����,與材質(zhì)的剛性和穩(wěn)定性成正比。所以在設(shè)計(jì)零件時(shí)盡可能的減小這些因素對(duì)工件變形的影響����。尤其在大型零件的結(jié)構(gòu)上更應(yīng)該做到結(jié)構(gòu)合理。在加工前也要對(duì)毛坯硬度���、疏松等缺陷進(jìn)行嚴(yán)格控制����,保證毛坯質(zhì)量�����,減少其帶來(lái)的工件變形��。
3 J6 O- m7 a, Y' P) w4 U% Q" j
9 {9 N8 w ^, u0 F: Q( I
二����、工件裝夾時(shí)造成的變形首先夾具使用需要選擇正確的夾緊點(diǎn),根據(jù)夾緊點(diǎn)位置選擇適當(dāng)夾緊力�����。盡可能使夾緊點(diǎn)和支撐點(diǎn)一致�����,使夾緊力作用在支撐上���,夾緊點(diǎn)應(yīng)盡可能靠近加工面�����,且選擇受力不易引起夾緊變形的位置���。
( G. q. ~7 y5 P' \
當(dāng)工件上有幾個(gè)方向的夾緊力作用時(shí),要考慮夾緊力的先后順序���。對(duì)于使工件與支撐接觸夾緊力應(yīng)先作用���,且不易太大,對(duì)于平衡切削力
1 R$ _& }% @8 Q; _- B% a/ o
的主要夾緊力����,應(yīng)作用在后���。
2 K& P& i3 g, o; C. t/ i
! j- c9 f2 ?4 Q0 T! `
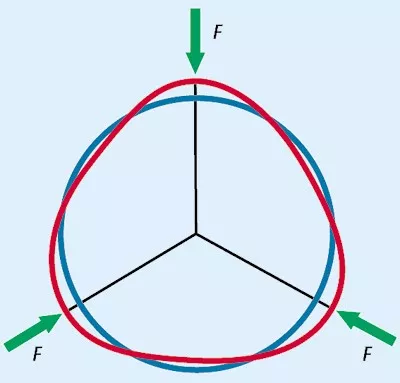
增大工件與夾具的接觸面積或采用軸向夾緊力。增加零件的剛性��,是解決發(fā)生夾緊變形的有效辦法��,但由于薄壁類零件的形狀和結(jié)構(gòu)的特點(diǎn)���,導(dǎo)致其具有較低的剛性���。這樣在裝夾施力的作用下,就會(huì)產(chǎn)生變形����。
" u6 x: d- G, m3 k2 }4 D2 I
增大工件與夾具的接觸面積,可有效降低工件件裝夾時(shí)的變形��。如在銑削加工薄壁件時(shí)����,大量使用彈性壓板����,目的就是增加接觸零件的受力面積���;在車削薄壁套的內(nèi)徑及外圓時(shí),無(wú)論是采用簡(jiǎn)單的開(kāi)口過(guò)渡環(huán)����,還是使用彈性芯軸、整弧卡爪等����,均采用的是增大工件裝夾時(shí)的接觸面積。這種方法有利于承載夾緊力���,從而避免零件的變形��。
1 c- O5 ?; C1 O
采用軸向夾緊力��,在生產(chǎn)中也被廣泛使用��。設(shè)計(jì)制作專用夾具可使夾緊力作用在端面上��,可以解決由于工件壁薄���,剛性較差�����,導(dǎo)致的工件彎曲變形���。
. G9 ?1 P6 D5 o/ T: h4 J9 j0 r( h
三、工件加工時(shí)造成的變形
2 m; m2 \ a4 }' p工件在切削過(guò)程中由于受到切削力的作用���,產(chǎn)生向著受力方向的彈性形變��,就是我們常說(shuō)的讓刀現(xiàn)象��。應(yīng)對(duì)此類變形在刀具上要采取相應(yīng)的措施�����,精加工時(shí)要求刀具鋒利��,一方面可減少刀具與工件的摩擦所形成的阻力�����,另一方面可提高刀具切削工件時(shí)的散熱能力,從而減少工件上殘余的內(nèi)應(yīng)力。
1 ~+ G4 Z7 D: E' x5 ^: ?% N% `
" n2 p) L$ U7 s B$ {
例如在銑削薄壁類零件的大平面時(shí)��,使用單刃銑削法���。刀具參數(shù)選取較大的主偏角和較大的前角���,目的就是為了減少切削阻力。由于這種刀具切削輕快����,減少了薄壁類零件的變形,在生產(chǎn)中得到廣泛的應(yīng)用��。在薄壁零件的車削中����,合理的刀具角度對(duì)車削時(shí)切削力的大小,車削中產(chǎn)生的熱變形�����、工件表面的微觀質(zhì)量都是至關(guān)重要的���。刀具前角大小�����,決定著切削變形與刀具前角的鋒利程度��。前角大���,切削變形和摩擦力減小���,但前角太大,會(huì)使刀具的楔角減小���,刀具強(qiáng)度減弱���,刀具散熱情況差,磨損加快����。
& F8 L: l: Y5 R
一般車削鋼件材料的薄壁零件時(shí),用高速刀具�����,前角取6°~30°�����,用硬質(zhì)合金刀具,前角取5°~20°����。刀具的后角大����,摩擦力小,切削力也相應(yīng)減小����,但后角過(guò)大也會(huì)使刀具強(qiáng)度減弱。在車削薄壁零件時(shí)���,用高速鋼車刀��,刀具后角取6°~12°��,用硬質(zhì)合金刀具�����,后角取4°~12°����,精車時(shí)取較大的后角,粗車時(shí)取較小的后角���。車薄壁零件的內(nèi)外圓時(shí)�����,取大的主偏角��,正確選擇刀具是應(yīng)對(duì)工件變形的必要條件��。
+ L+ @3 o0 ` P) m8 L* K
: J: m7 N- @! f, {3 p- f
加工中刀具和工件摩擦產(chǎn)生的熱量也會(huì)使工件變形��,因此在很多時(shí)候選擇高速切削加工��。在高速切削加工中���,由于切屑在較短時(shí)間內(nèi)被切除,絕大部分切削熱被切屑帶走��,減少了工件的熱變形��;其次����,在高速加工中��,由于切削層材料軟化部分的減少��,也可減少零件加工的變形��,有利于保證零件的尺寸、形狀精度���。另外���,切削液主要用來(lái)減少切削過(guò)程中的摩擦和降低切削溫度。合理使用切削液對(duì)提高刀具的耐用度和加工表面質(zhì)量��、加工精度具有重要作用���。因此���,在加工中為防止零件變形必須合理使用充分的切削液。
0 @6 V* A9 Q- g9 k* q) I
加工中采用合理的切削用量是保證零件精度的關(guān)鍵因素�����。在加工精度要求較高的薄壁類零件時(shí),一般采取對(duì)稱加工��,使相對(duì)的兩面產(chǎn)生的應(yīng)力均衡����,達(dá)到一個(gè)穩(wěn)定狀態(tài),加工后工件平整��。但當(dāng)某一工序采取較大的吃刀量時(shí)����,由于拉應(yīng)力、壓應(yīng)力失去平衡��,工件便會(huì)產(chǎn)生變形����。
, f8 D& ~+ i( N+ `
薄壁零件車削時(shí)變形是多方面的,裝夾工件時(shí)的夾緊力���,切削工件時(shí)切削力���,工件阻礙刀具切削時(shí)產(chǎn)生的彈性變形和塑性變形,使切削區(qū)溫度升高而產(chǎn)生熱變形。所以���,我們要在粗加工時(shí)���,背吃刀量和進(jìn)給量可以取大些;精加工時(shí)��,刀量一般在0.2~0.5mm��,進(jìn)給量一般在0.1~0.2mm/r��,甚至更小�����,切削速度6~120m/min��,精車時(shí)用盡量高的切削速度���,但不易過(guò)為高。合理選擇好切削用量��,從而到達(dá)減少零件變形的目的����。
6 w8 J; O, u6 z; A0 Y9 U* d' U
四�����、加工后應(yīng)力變形加工后�����,零件本身存在內(nèi)應(yīng)力��,這些內(nèi)應(yīng)力分布是一種相對(duì)平衡的狀態(tài)�����,零件外形相對(duì)穩(wěn)定����,但是去除一些材料和熱處理后內(nèi)應(yīng)力發(fā)生變化��,這時(shí)工件需要重新達(dá)到力的平衡所以外形就發(fā)生了變化����。
Z8 r! ^: O4 A# Y% L
解決這類變形可以通過(guò)熱處理的方法,把需要校直的工件疊成一定高度��,采用一定工裝壓緊成平直狀態(tài),然后把工裝和工件一起放入加熱爐中�����,根據(jù)零件材料的不同���,選擇不同的加熱溫度和加熱時(shí)間����。熱校直后�����,工件內(nèi)部組織穩(wěn)定����。此時(shí)�����,工件不僅得到了較高的直線度��,而且加工硬化現(xiàn)象得到消除�����,更便于零件的進(jìn)一步精加工。鑄件要做到時(shí)效處理�����,盡量消除內(nèi)部的殘余應(yīng)力���,采用變形后再加工的方式����,即粗加工-時(shí)效-再加工����。
, p; U0 O5 K% o- P, k# t- W. V
對(duì)于大型零件要采用仿形加工,即預(yù)計(jì)工件裝配后的變形量�����,加工時(shí)在相反的方向預(yù)留出變形量���,可有效的防止零件在裝配后的變形����。
4 K* h7 r* z& D/ l( w
綜上所述,對(duì)于易變形工件���,在毛坯和加工工藝上都要采用相應(yīng)的對(duì)策���,需根據(jù)不同情況加以分析,都會(huì)找到一條合適的工藝路線的�����。當(dāng)然��,上述的方法只是進(jìn)一步減小工件變形���,如果想得到更高精的工件���,還需要不斷的學(xué)習(xí)、探討和研究���。
/ b) ]1 W2 C+ W8 C. g8 w$ l' z; [
+ {% s$ n; B0 C" x$ {' z
% P7 Z9 h, e" q& t' H
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |