�C(j��)�^(q��)
��(bi��o)�}: ��Ч��ӹ�ǰ���Ƚ�Q�@��(g��)��(w��n)�} [��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2023-6-9 09:49
��(bi��o)�}: ��Ч��ӹ�ǰ�����Ƚ�Q�@��(g��)��(w��n)�}
��ӹ����r����
4 ?: N' F& x) F0 E0 k
��ӹ��ڷ��]�����]�Ŀ��g��(n��i)�M(j��n)������a(ch��n)��������м��һ���Ŀ��g��(n��i)���γɶ�����������ׂ��f��ȥ������ӹ��y�ȸ����������м�y�ҹ��������������
BTA ����@��м����Ҫ?ji��ng)������ɸ߉����ṩ�ĉ�����������м�^(gu��)�L(zh��ng)���������ʹ�ڸ߉��͵���������Ȼ�y���ų�����������Q��ӹ��^(gu��)������м�y�Ć�(w��n)�}����ͨ�^(gu��)�������(d��ng)����ԭ������O(sh��)Ӌ(j��)���(d��ng)��м�b��������o����ʩ���S���������(d��ng)������(sh��)�F(xi��n)�@�^˲�r(sh��)������ȵĸ�׃���@�^�S�����(d��ng)������Ķ���Ч������м���ΑB(t��i)������ʹ��м����ų�����߸�����ӹ���Ч�ʡ�
���(d��ng)�@���C(j��)������
; `' M. B) A. \3 f7 D/ m
8 {; I8 a; |( s���(d��ng)�@���Ļ���ԭ����ͨ�^(gu��)���(d��ng)�b��ʩ�ӽo����һ������һ���l�ʺ�һ������Ŀɿ����(d��ng)������ʹ�@�^����֮�g�a(ch��n)��Ҏ(gu��)���ԵĽ��|�ͷ��x���Ķ�ʹ��ͨ�@��׃���gЪʽ�@��������
�D1 ���(d��ng)�@��e
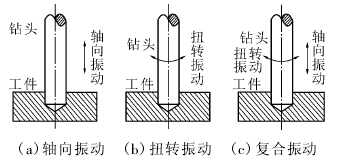
ᘌ�(du��)��ͬ�����(d��ng)����?q��)���?d��ng)�@���֞����(Ҋ(ji��n)�D1) �������У��S�����(d��ng)�����c�@�^���S������һ�������Ť�D(zhu��n)���(d��ng)�����c�@�^�����D(zhu��n)����һ�£���(f��)�����(d��ng)���S�����(d��ng)�cŤ�D(zhu��n)���(d��ng)����B����������S�����(d��ng)���^����(sh��)�F(xi��n)�Ҽӹ�Ч���^�ã���ˑ�(y��ng)����V����������@���C(j��)��Ҋ(ji��n)�D2��
�D2 �S�����(d��ng)�@���C(j��)��
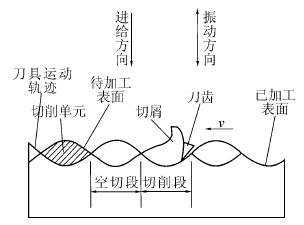
���(d��ng)�@�����gЪ��������������@���^(gu��)�����@�^�ژO�̵ĕr(sh��)�g�M(j��n)���������������r(sh��)�g�@�^�c������̎�ڷ��x��B(t��i); �@�^�gЪʽ������ʹ֮�@�ØO���˲�r(sh��)�ٶȺ�˲�r(sh��)���ٶ����������(du��)���ӹ������γɛ_����ʹ���Խ��ٴ��Ի������ͬ�r(sh��)����Ħ��ϵ��(sh��)���������������M(j��n)������@�^������(du��)���ȡ������(d��ng)�@���^(gu��)���У������@�^�����g�Ľ��|���gЪʽ���������������(d��ng)�@���a(ch��n)��������������ɢ���; ���(d��ng)�@������ʹ��������������������һ���̶��ϱ�����Įa(ch��n)�����������ӹ������ı����|(zh��)�����
���(d��ng)�b�ý�ģ������
6 P# a& l8 R' t" z' }3 Z' Z
0 r- U! t& f8 [# o0 B���O(sh��)Ӌ(j��)�C(j��)еʽ���(d��ng)�@�������(d��ng)�b�Õr(sh��)��һ�����ƫ�ęC(j��)��(g��u)������B�U�C(j��)��(g��u)���������K�C(j��)��(g��u)�ȣ��C�Ϸ�����ӹ������c(di��n)����M����ƫ��݆�Y(ji��)��(g��u)��(l��i)����ģ�͡�ƫ��ʽ���(d��ng)�C(j��)��(g��u)��ģ�Ļ���ԭ��Ҋ(ji��n)�D3������
�D3 ƫ��݆�C(j��)��(g��u)
����(j��)Ӌ(j��)���L����D 4 ��ʾ�Ĕ�м�^(q��)��D��
�D4 �����^(q��)��D
2 V Y+ Q9 M* v
���(d��ng)��м�b�Ì�(sh��)�(y��n)����
' _4 G+ k( ^. B0 B/ O4 G+ L+ q& {
: I, L1 [/ x& t" |0 o0 A: [8 Y/ M1.���(d��ng)�l(f��)���b���O(sh��)Ӌ(j��)
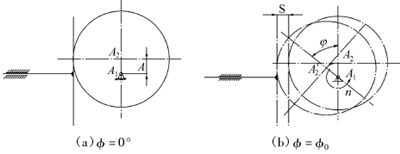
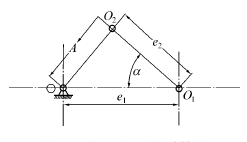
���(d��ng)�@���b���бز����ٵ������(d��ng)�l(f��)������������Y(ji��)��(g��u)�O(sh��)Ӌ(j��)��D 5 ��ʾ���ɈD��֪�����(n��i)݆�c�D(zhu��n)�S���þo��ϵķ�ʽ�B����һ�������(d��ng)�D(zhu��n)�S�D(zhu��n)��(d��ng)�r(sh��)��������(n��i)݆�S֮�D(zhu��n)��(d��ng); ���ˌ�(sh��)�F(xi��n)���(d��ng)������{(di��o)��(ji��)����Ҫʹ��(n��i)݆����݆֮�g�����D(zhu��n)��(d��ng)���t��݆�c��(n��i)݆֮�g����Ϸ�ʽ��Ʉ�(d��ng)�B��; ��ĸ���Á�(l��i)������݆�c��(n��i)݆֮�g�Εr(sh��)������(du��)�D(zhu��n)��(d��ng)��������(d��ng)��ĸ���_(k��i)�r(sh��)��������݆�c��(n��i)݆������D(zhu��n)��(d��ng)�����
�D 5 ���(d��ng)�l(f��)������(ji��n)�D
�D 6 ����(du��)λ���P(gu��n)ϵ�D
2.���(d��ng)��м�b�����w�O(sh��)Ӌ(j��)
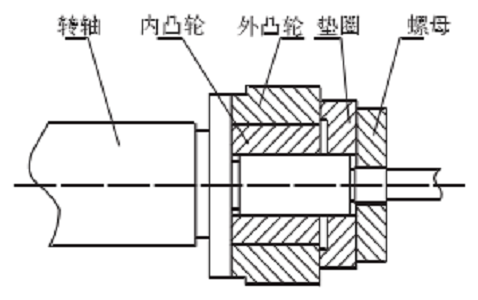
���(d��ng)��м�b�����w�Y(ji��)��(g��u)Ҋ(ji��n)�D 7�������@�U�IJ���(w��n)������������(d��ng)�l(f��)���b�ò����̶������Ɍ����(d��ng)ֱ�Ӽ��d��(li��n)�Y(ji��)�����������ʹ(li��n)�Y(ji��)����ֱ���\(y��n)��(d��ng)���O(sh��)Ӌ(j��)���bС��(d��o)܉�������ϽY(ji��)��(g��u)Ҋ(ji��n)�D 8����
�D7 ���(d��ng)�����b��ԭ��D
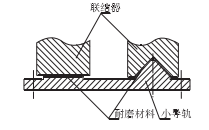
�D8 С��(d��o)܉�c(li��n)�Y(ji��)������P(gu��n)ϵ�D
���ֹ(li��n)�Y(ji��)���cС��(d��o)܉Ó�x���O(sh��)Ӌ(j��)���b��(d��o)܉����С��(d��o)܉�����������ɱ���(li��n)�S������; ͨ�^(gu��)����֧���я��ɹ̶��ڏ��ɓ����c(li��n)�Y(ji��)��֮�g��������ҏ���̎�ډ��s��B(t��i)��������䏗�������Ƅ�(d��ng)(li��n)�Y(ji��)���Ƅ�(d��ng)����������(d��ng)�l(f��)�����ăɶ�֧�����ϰ��������(d��ng)݆�D(zhu��n)��(d��ng)�r(sh��)���������(hu��)�Ƅ�(d��ng)(li��n)�Y(ji��)���c�@�Uһ���Ƅ�(d��ng)���������(d��ng)��м�b�õ����c(di��n)����: �����(d��ng)�l(f��)������ͨ�^(gu��)늙C(j��)ֱ�ӿ�����������t�����(d��ng)�l�ʿ�ͨ�^(gu��)�{(di��o)��(ji��)늙C(j��)���D(zhu��n)�ٌ�(sh��)�F(xi��n)����; ��ͨ�^(gu��)�{(di��o)��(ji��)��(n��i)��ƫ��݆������(du��)λ�ã����B�m(x��)�{(di��o)��(ji��)�����С��������m��(y��ng)�ԏ�(qi��ng);�ۑ�(y��ng)��С��(d��o)܉�ɱ��C�@�U��ֱ���\(y��n)��(d��ng)����Ķ����C��ֱ����; �ܽY(ji��)��(g��u)�o�������ڰ��b�c������������L(zh��ng)��������ܷ�(w��n)�����
���(d��ng)��м�b�Ì�(sh��)�(y��n)����
' ]7 Y% [& D1 d( N; M, g. x- F5 S1 t% o* h1 w
��(sh��)�(y��n)�O(sh��)�����: Z8Q16�Pʽ����@���������sϵ�y(t��ng)�����(d��ng)�b������������������(n��i)��м���@����(sh��)�(y��n)������EA4T܇�S��������ߴ�30 ��300mm����(sh��)�(y��n)����(sh��): ���(d��ng)�b����� A = 0.08mm�������C(j��)���D(zhu��n)��n = 785r/min���͉�3MPa������м��(sh��)�(y��n)����ͨ�^(gu��)������м��r��֪������(d��ng)�@���a(ch��n)������м�c��ͨ�@���a(ch��n)������м��ͬ����ͨ�@�����a(ch��n)������м�Ǻ��һ�µĎ�����м������������(d��ng)��м���a(ch��n)�����������ΑB(t��i)���S���(d��ng)�l��׃����׃��������ͬ�����l�������(d��ng)��м����rҊ(ji��n)��1�������
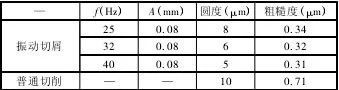
�� 1 ��ͬ�l����������м��r
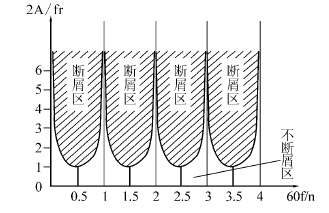
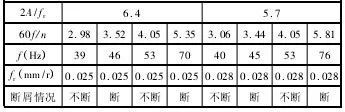
ͨ�^(gu��)��(sh��)�(y��n)������ͬ���(d��ng)����(sh��)�µ������ΑB(t��i)������ɵ��l�D(zhu��n)��f(w��n)/n�c�����ΑB(t��i)�P(gu��n)ϵ��D9��ʾ�������ɈD��Ҋ(ji��n)���������(d��ng)��м�b�������õĔ�мЧ����������Ч������м�ΑB(t��i)��������@�N��С����м�ڸ߉�����Һ�������܉�����ų������Ķ���Ч��Q BTA ���ϵ�y(t��ng)��м�y�Ć�(w��n)�}������������c(di��n)��: ���γ�˲�r(sh��)������ȵĸ�׃�����ڔ�м��������(d��ng)�@�^���(d��ng)�����r(sh��)�������@�^���(d��ng)���������������м�ܵ��S���(d��ng)׃����׃���������������F(xi��n)����м���׃���������������ڸ߉�����Һ�������£���Ȳ�ͬ����м���䱡��̎�l(f��)���۔��������_(d��)����м��Ŀ�ġ����γ��@�^�S������(d��ng)�����ڔ�м������������@�^�������r(sh��)�M(j��n)�o����С������������S�����(d��ng)����� 2A �^�״����M(j��n)�o������˕r(sh��)�Ɍ�(sh��)�F(xi��n)���x�������_(d��)����м��Ŀ������
�D9 2A/fr= 5��5�r(sh��)���������ͬf/ n�������Π�
ͨ�^(gu��)��(sh��)�(y��n)�������(d��ng)�b�Ì�(du��)�ӹ��|(zh��)����Ӱ�������ͨ�^(gu��)�x���z�y(c��)�ɵ���ͨ���������(d��ng)�����r(sh��)�ijɿ���(Ҋ(ji��n)��2) ����
�� 2 ��ͨ�����c���(d��ng)�����ɿ���
ͨ�^(gu��)��(du��)�� 2 �ķ�����֪��������������ӹ�����(sh��)��ͬ�r(sh��)�������(d��ng)��������Ч��߳ɿ��|(zh��)����ͨ�^(gu��)�{(di��o)��(ji��)���(d��ng)����(sh��)���Խ��Ϳױ���ֲڶ������߿׳ߴ羫�ȡ�������ԭ��?y��n)?
(1) �����(d��ng)�@���r(sh��)����������@�^����Ť��׃С�������(du��)�ɿױ����|(zh��)���зe�O���á������(d��ng)�������^(gu��)����������@�^��һ˲�g��(n��i)���������������ʹŤ�غ�������(qi��ng)������(y��ng)������������Ķ������ڸ��Ʊ���ӹ��|(zh��)����
(2) �����(d��ng)�@���r(sh��)���������ڌ�(du��)��м�ΑB(t��i)�Ŀ���ʹ��м������������(du��)�ɿױ����|(zh��)���зe�O�������������(d��ng)��������ʹ��м׃С��С����м�ڸ߉�����Һ����������ų���������Ķ��pС��м��(du��)�Ѽӹ������Ӱ�����������ߵ��߉��������������������(d��ng)��������ӹ���������
(3) �����(d��ng)�@���r(sh��)�����Ԍ�(du��)�eм���γ�һ������������������Ԍ�(du��)�ɿױ����|(zh��)���зe�O�����������ͨ������(hu��)�������^(q��)���(n��i)�a(ch��n)���ܴ�ĔD����������ڔD���������£��S���ӹ���������׃�Ε�(hu��)�a(ch��n)���������������������ʹ��м�c�����γɷeм�������eм����(du��)�ӹ���(w��n)���Ժ͵��߉������в���Ӱ�������Ҳ����ڱ��C�ɿ��|(zh��)���������(d��ng)�����^(gu��)������������@�^�����(d��ng)ʹ�������gЪ�����������ԕ�(hu��)ʹ�ӹ��������Ի������ʹ������׃�ΜpС������p�ٷeм�����γ��������_(d��)�����Ʒeм����Ŀ�����������������������(d��ng)�������gЪ�����ã������r(sh��)�ĝ�(r��n)������s����(hu��)�õ������������eм�����γ��M(j��n)һ���õ����ơ�
(4) �����(d��ng)�@���r(sh��)������������Һ�ܸ��õ������������������(du��)�ױ����|(zh��)���зe�O�������������(d��ng)�����^(gu��)�������������Һ�������g϶��Ѹ���M(j��n)�������^(q��)�Ķ����������h(hu��n)������������|��֮�g��Ħ���S֮���ͣ���߳ɿױ�����|(zh��)�����
���(d��ng)��м�b������Ч�ؿ���BTA����@���ӹ��r(sh��)��(du��)��м�Ŀ��ƣ���(du��)��ӹ��������ΑB(t��i)���ƺͳɿ��|(zh��)�����зe�O���������������ͨ�^(gu��)��Փ�����͌�(sh��)�(y��n)����̽ӑ�����(d��ng)�@����м�b������ӹ��I(l��ng)��Ŀ�������������ٸ�Ч��ӹ����g(sh��)�İl(f��)չ�ṩ��һ�N�����Է����������
����: ������ �r(sh��)�g: 2023-6-9 10:39
�F(xi��n)�ڛ](m��i)�ׂ�(g��)����ĕ�(hu��)�J(r��n)��ȥ���@Щ�|���˰�
����: 18137630758 �r(sh��)�g: 2023-6-9 13:27
�Ö|��������҂���λ��(j��ng)��Ҫ�õ����ˇ����֮ǰ߀����ďS�Ҝ�ͨ�^(gu��)һЩ���g(sh��)��(w��n)�}�����^(gu��)���X(ju��)��ԭ���Dz��ό�(d��o)�µ�
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |