機(jī)械社區(qū)
標(biāo)題: 不需要每次螺孔加工都設(shè)計一個夾具了 [打印本頁]
作者: 一往冇前 時間: 2023-6-8 11:07
標(biāo)題: 不需要每次螺孔加工都設(shè)計一個夾具了
目前,軸承座端面上的螺孔加工主要采用立式鉆床加工方法,該方法需要設(shè)計立式鉆床多工位鉆模進(jìn)行定位、導(dǎo)向、夾緊及分度��。
但由于夾具有分度裝置��,導(dǎo)致結(jié)構(gòu)異常復(fù)雜��,且當(dāng)工件尺寸大小發(fā)生改變時��,又需要重新設(shè)計制造夾具��,增加了生產(chǎn)成本��,同時工人操作勞動強(qiáng)度大��,生產(chǎn)效率低��,加工質(zhì)量得不到保證��,經(jīng)常出現(xiàn)返工現(xiàn)象��。
這里給大家介紹一種應(yīng)用于軸承座端面螺孔加工中心的可調(diào)夾具��。
螺孔加工方案的確定
" B# Q; V: {# @/ L; e: k: ~# j% k6 E
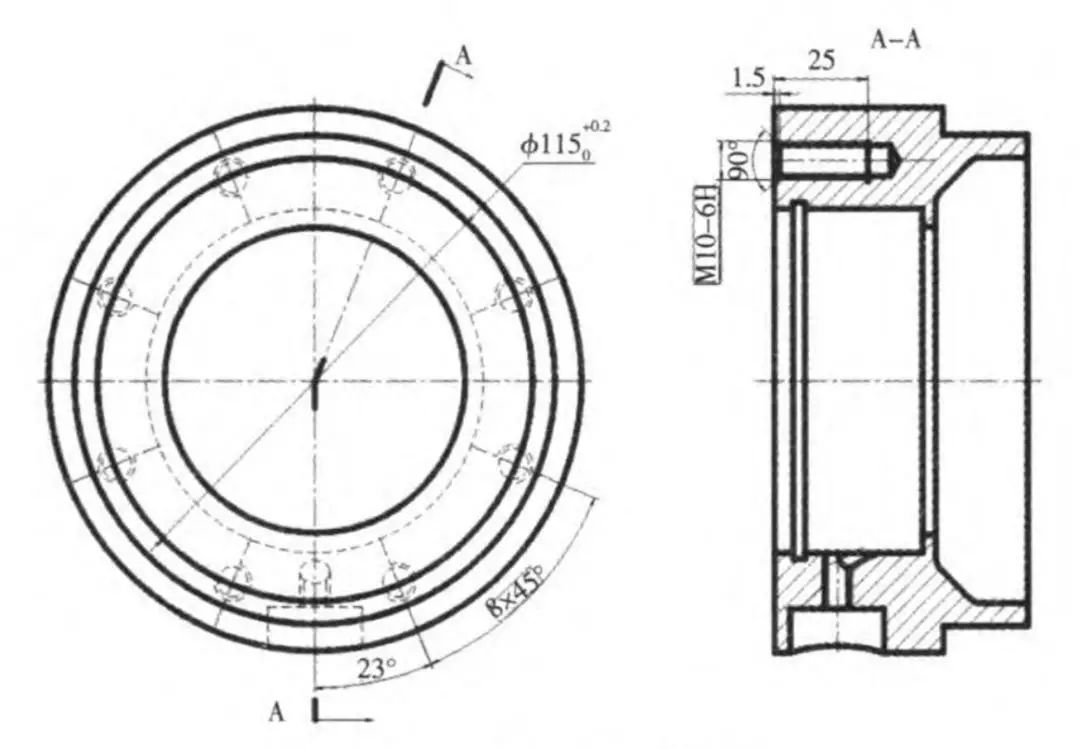
軸承座零件如圖1所示��,生產(chǎn)類型為系列批量生產(chǎn)��。
圖1 軸承座零件簡圖
零件主體結(jié)構(gòu)為回轉(zhuǎn)體��,在后端面8個螺孔均布于直徑為∅115的圓周上��,其中起始螺孔位置與零件下方注油沉孔軸線的夾角為23°,且該沉孔上道工序已經(jīng)加工完畢��;加工螺孔的尺寸為M10��,精度為6H��。
工件的定位
/ J2 W: S; g4 @; r8 o0 n% q! Z
5 I8 N4 |- P! c1 w1. 定位類型分析:完全定位
六個自由度全部被限制:
(1)為保證螺孔與軸承座端面垂直和深度尺寸��,需限制工件繞x��,y軸的兩個旋轉(zhuǎn)自由度度和沿z軸的一個移動自由度��;
(2)為保證螺孔的位置尺寸��;需限制工件沿x��,y軸的兩個移動自由度��;
(3)為保證起始螺孔與沉孔軸線之間的夾角要求��,還需限制繞z軸的旋轉(zhuǎn)自由度��。
2.工件的定位方案
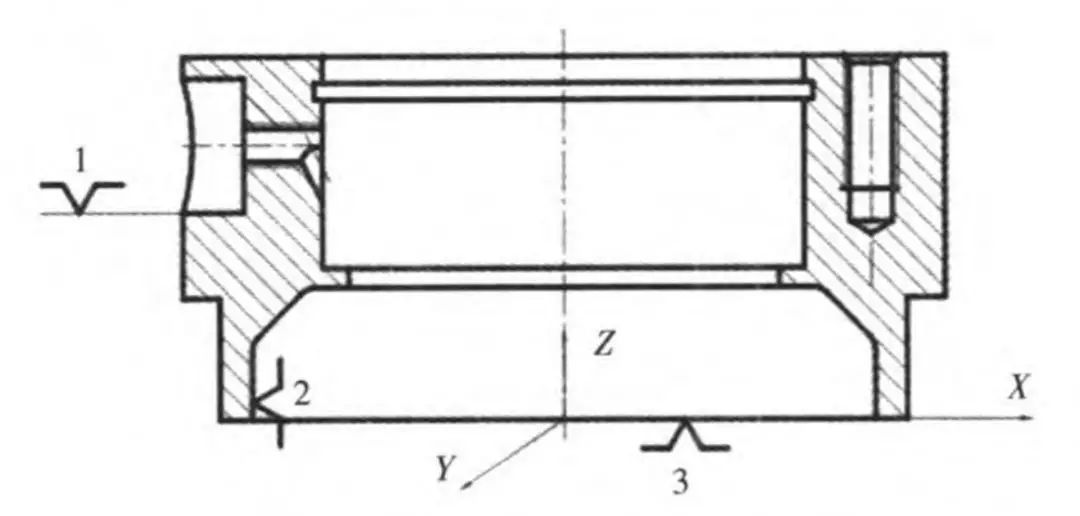
螺孔數(shù)控加工定位方案設(shè)計如圖2所示��。
圖2 螺孔數(shù)控加工定位方案
(1)選擇工件下端面為主要定位基準(zhǔn)��,設(shè)置平面限制工件繞x��、y軸的兩個旋轉(zhuǎn)自由度度和沿z軸的一個移動自由度��;
(2)選擇工件下端內(nèi)圓柱面為次要基準(zhǔn)��,設(shè)置與其配合的短圓柱面限制工件沿x��,y軸的兩個移動自由度��;
(3)選擇外圓柱的沉孔為防轉(zhuǎn)基準(zhǔn)��,設(shè)置定位銷限制繞z軸的1個旋轉(zhuǎn)自由度.
共限制了工件6個自由度��,滿足工件螺孔數(shù)控加工的定位要求��。由于工序基準(zhǔn)與定位基準(zhǔn)重合��,故基準(zhǔn)重合誤差為零��,該方案較佳��。
3.定位元件結(jié)構(gòu)
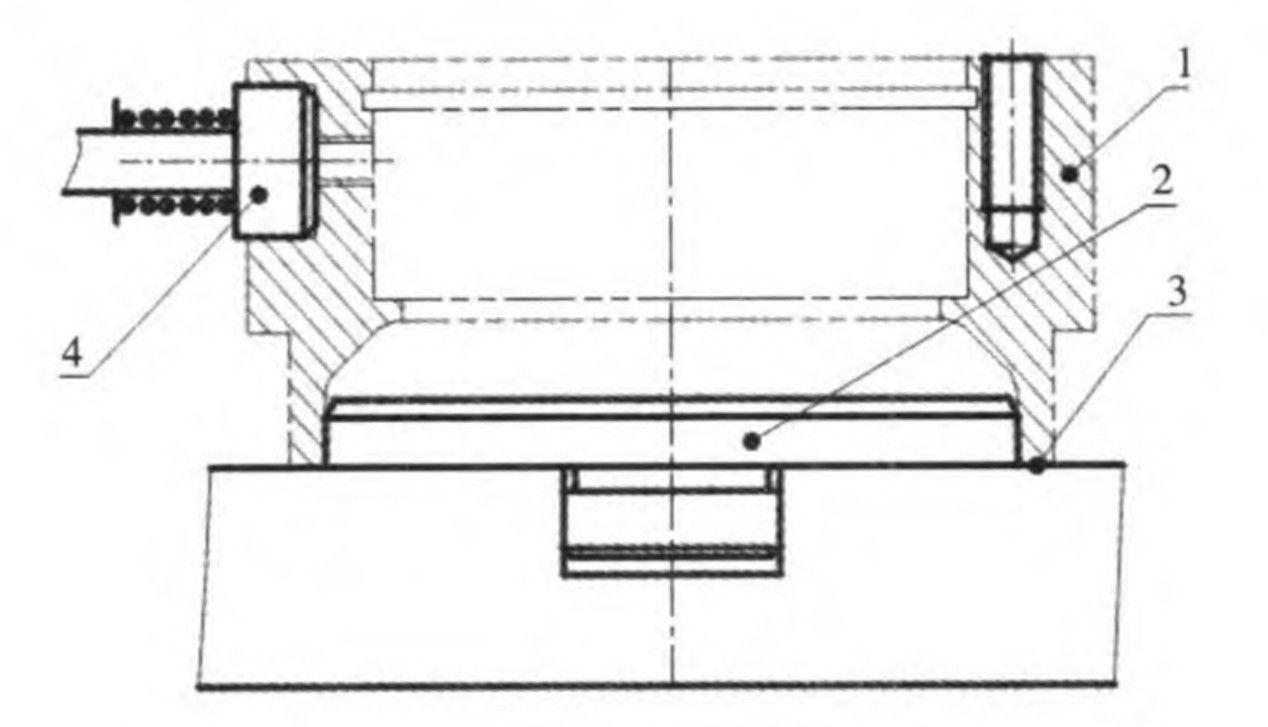
定位元件的布置及結(jié)構(gòu)設(shè)計如圖3所示��。
圖3 螺孔數(shù)控加工定位元件布局及結(jié)構(gòu)
1.工件 2.短定位銷 3.限位基向 4.止轉(zhuǎn)銷
( ~3 @+ m; \. i& Y' C
/ ^1 N2 {( A4 S2 u
工件的夾緊
; a' t; c u# }1 K
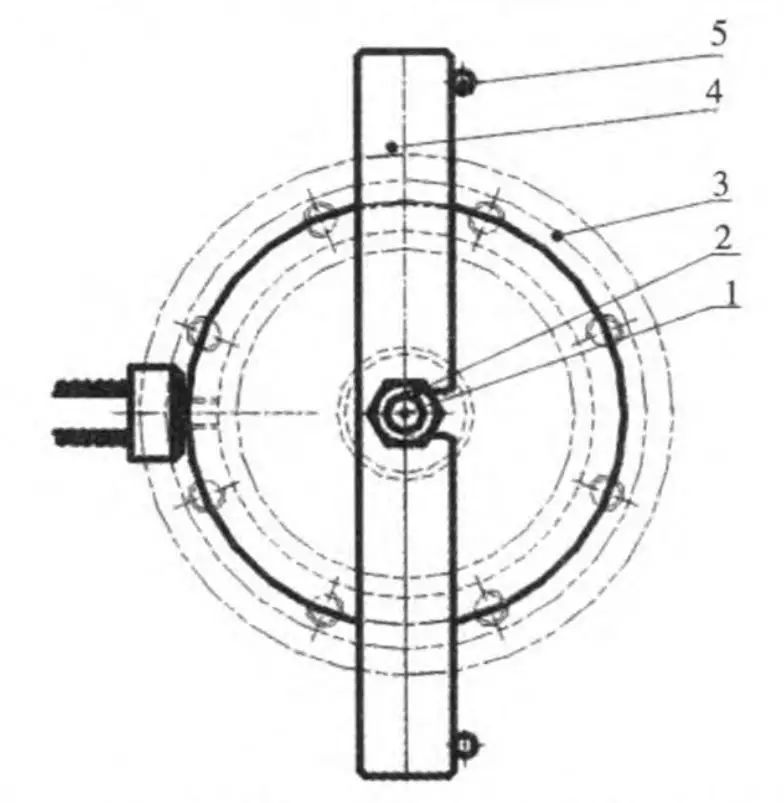
# v" _7 d1 n# |% X( z2 m為簡化夾緊裝置結(jié)構(gòu),設(shè)計中采用螺旋壓板夾緊結(jié)構(gòu)��,夾緊元件布置與結(jié)構(gòu)如圖4所示��。
圖4 夾緊元件布置與結(jié)構(gòu)
1.雙頭螺柱 2.螺母 3.工件 4.開口壓板 5.限位銷
為減少輔助時間��,提高工作效率��,壓板4采用開口結(jié)構(gòu)��。尤其注意的是��,為防止加工過程中刀具與開口壓板干涉��,在裝工件時須正確擺放壓板的位置設(shè)計了兩個限位銷5��。
工件夾具的結(jié)構(gòu)
) ], @8 H) K: C- T6 r/ z- b# x7 L1 [/ g0 D# }5 D; |
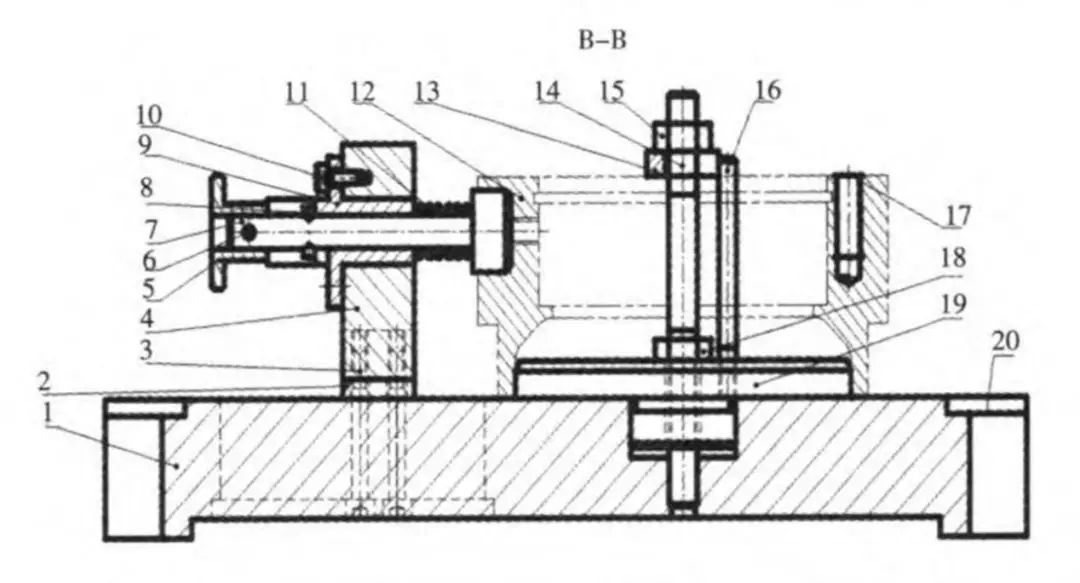
設(shè)計的數(shù)控加工夾具結(jié)構(gòu)如圖5所示��。
圖5夾具結(jié)構(gòu)圖
1.底座 2.墊塊 3.內(nèi)六角螺釘I 4.立板
5.手柄 6.銷釘I 7.對定銷 8.銷釘II
9.定位套 10.內(nèi)六角螺釘II 11.彈簧 12.工件
13.開口壓板14.雙頭螺柱 15.夾緊螺母 16.限位銷
17.加工螺 18.固定螺母 19.定位銷 20.耳座
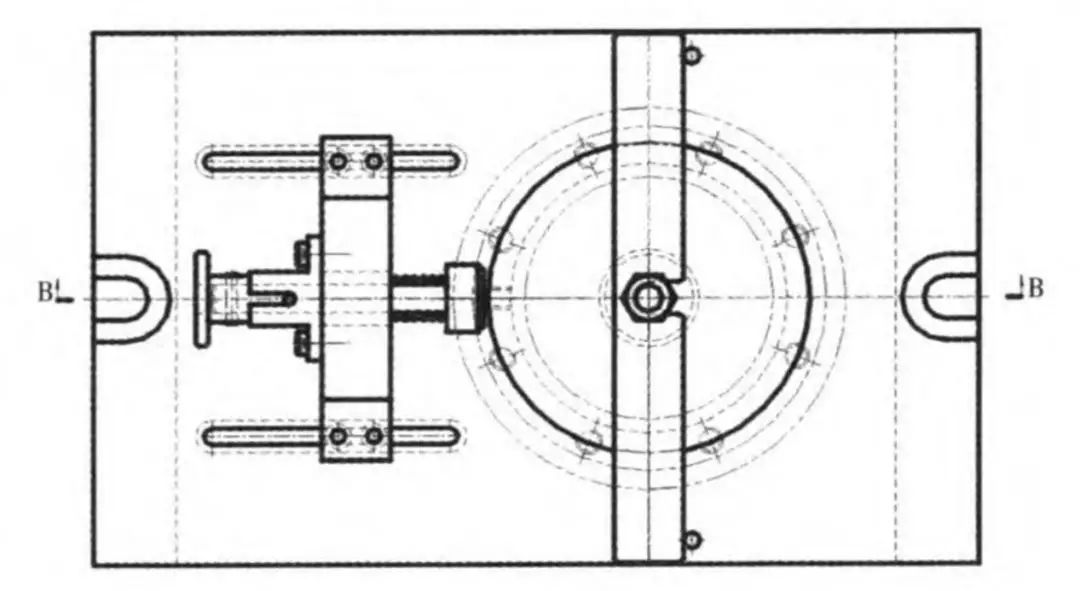
工件12的加工部位加工螺孔17定位裝置及夾緊裝置的平面分布如圖6所示��。
圖6 俯視圖
(1)矩形壓板13通過矩形開口可實(shí)現(xiàn)工件的快速裝卸��;
(2)裝矩形壓板13時在其兩端采用了兩個限位銷16實(shí)現(xiàn)對矩形壓板16的正確定位��,為的是預(yù)防加工干涉��;
(3)通過四個內(nèi)六角螺釘I 3和圓弧矩形槽的配合來調(diào)節(jié)對定銷7水平方向的位置��,待定位銷7位置調(diào)好后擰緊內(nèi)六角螺釘I 3將立板4固定于底座l上��,即可實(shí)現(xiàn)系列軸承座螺孔的加工定位和夾緊��。
可調(diào)夾具的應(yīng)用使加工中心可實(shí)現(xiàn)軸承座端面均布螺孔加工的自動化��,提高工作效率��,保證了工件均布孔的加工精度��。該夾具還適用于一定尺寸范圍內(nèi)的系列軸承座上均布螺孔加工��,增加了夾具的柔性��,節(jié)省了夾具設(shè)計制造成本��,而以上的案例對類似零件端面螺孔加工的夾具設(shè)計具有借鑒意義和推廣價值��。
, f7 g5 d% t1 Z3 b
作者: 金金2008 時間: 2023-6-8 13:14
這個工裝只適合你的這款產(chǎn)品��。外圓沒有沉孔用不了��,壓板通過定位銷定位不可靠
作者: 東海fyh126 時間: 2023-6-8 13:26
統(tǒng)計所有分度角��,單銷止動,��,��,��,��,
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |