�C�^(q��)
���}: �����c����ֲڶ�Ra���������������ȫ�˽���� [��ӡ���]
����: һ����ǰ �r�g: 2023-5-27 13:18
���}: �����c����ֲڶ�Ra������������ȫ�˽����
01
ʲô�DZ���ֲڶ�����
�ڹ��S�Ĝ�ͨ��������ܶ������Tʹ�á�����❍�ȡ��@һ�з���Ȼ�������������❍�ȡ��Ǐ��˵�ҕ�X�^�c���l(f��)��������������c���H�˜ʣ�ISO����܉�����Ҙ˜��ѽ����ٲ��á�����❍�ȡ��@�����_�g�Z����������������Ҏ(gu��)��������֔?sh��)ı��_���������ԓʹ�á�����ֲڶȡ��@���~������
1 K/ H! N* u1 H" X; e+ j
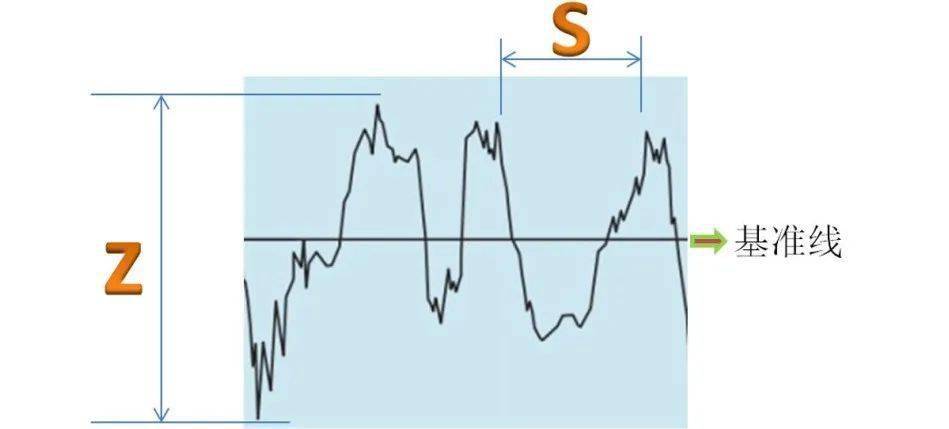
����ֲڶ���ָ�ӹ�������е��^С�g���С��ȵIJ�ƽ�� ��������ɲ����ɲ���֮�g�ľ��x�����ࣩ����������1mm���£���������������^���Π��`����������ֲڶ�ԽС��������t����Խ�⻬����
" W6 I7 x6 B' H' ~
���wָС���Z�ߵͳ̶Ⱥ��g��S��r����һ�㰴S�֣�
S��1mm �����ֲڶ�
1��S��10mm�鲨�y��
S��10mm�� f ��
5 l( z# f9 g7 D2 _
3 n6 C% h, E. r: h: {0 r3 p
02
����ֲڶ��γ�����
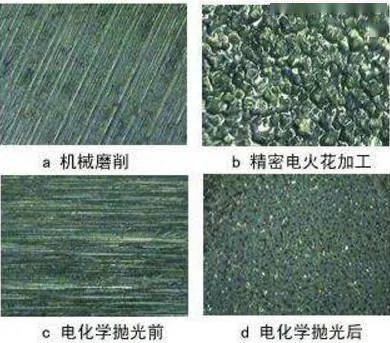
����ֲڶ�һ�����������õļӹ������������������γɵ������������ӹ��^���е����c��������g��Ħ������м���x�r����ӽ��ٵ�����׃���Լ���ˇϵ�y(t��ng)�еĸ��l����������늼ӹ��ķ�늰��ӵ�������ڼӹ������������ϵIJ�ͬ����������ӹ��������º��E����\��������������Π�ͼy�����в�e������
5 N8 k9 Y% Z. n& ]. _
; E2 \3 i% x2 Y* j
03
����ֲڶ��u������(j��)
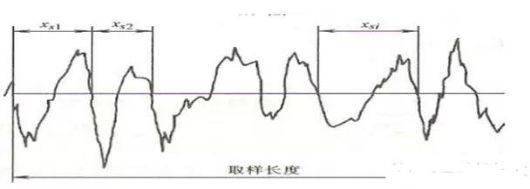
1��ȡ���L��
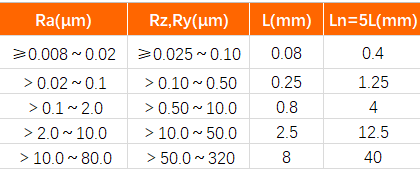
������(sh��)�Ć�λ�L�������ȡ���L�����u�r����ֲڶ�Ҏ(gu��)��һ�λ��ʾ����L����������ISO1997�˜���һ��ʹ��0.08mm���0.25mm��0.8mm����2.5mm�������8mm������L��������
, W* j' D2 B9 k# ^) y
Ra����Rz���Ry��ȡ���L��L�c�u���L��Ln�x��ֵ��
0 {$ A; Q2 y( O% P! F( S) o+ r( V
7 r5 ?+ W+ H* U* X. X2 w( ~
2���u���L��
, q( U4 n: T! m% W0 N% \
��N�������L�������ɡ��㲿����������ֵı���ֲڶ��������һ�������L���ϟo���挍���w�F(xi��n)���ֲڶ��挍����(sh��)���������ҪȡN��ȡ���L�ȁ��u������ֲڶ�������ISO1997�˜����u���L��һ���N����5����
+ d. R" @( E" `3 w' t2 j( Z7 q
3�����ʾ�
- W2 m9 s. X- j% p- ?5 _
���ʾ��������u������ֲڶȅ���(sh��)��݆���о� �����
n0 o7 n9 Z9 `& J
04
����ֲڶ��u������(sh��)
1���߶���������(sh��) Ra�������Rz
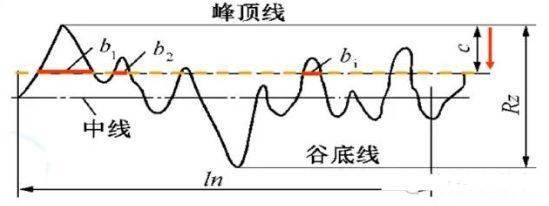
Ra ݆�����gƽ��ƫ���ȡ���L�ȣ�lr����݆��ƫ��^��ֵ�����gƽ��ֵ�������ڌ��H�y���У��y���c�Ĕ�(sh��)ĿԽ��������RaԽ�ʴ_��
Rz ݆�����߶ȣ�݆����픾��ȵ�֮�g�ľ��x�����
) }" T, {2 U% }6 w! T! [/ V) ^
8 Z0 e( M. t# B, w; q ^
�ڷ��ȅ���(sh��)���÷����ȃ�(y��u)���x��Ra ����2006����ǰ���Ҙ˜���߀��һ���u������(sh��)�顰�^��ƽ��ʮ�c�߶ȡ���Rz��ʾ�������݆�����߶���Ry��ʾ����2006���Ժ���Ҙ˜���ȡ�����^��ƽ��ʮ�c�߶������������Rz��ʾ݆�����߶������
% W) |% K" l; u+ K* y
2���g����������(sh��) Rsm
Rsm ݆����Ԫ��ƽ���������������ȡ���L�ȃ������݆���^��ƽ���g���ƽ��ֵ������^��ƽ���g����ָ݆�����������݆�������о��ϵ�һ���L�����������ͬ��Raֵ����r����������Rsmֵ��һ����ͬ��������˷�ӳ�����ļy��Ҳ������ͬ�����ҕ�y���ı���ͨ�����PעRa�cRsm�@�ɂ�ָ������
! ^8 l- h. S6 p% T4 o& P
% G& g, V! u/ A
Rmr �Π���������(sh��)��݆��֧���L���ʱ�ʾ���������݆��֧���L���cȡ���L�ȵı�ֵ�����݆��֧���L����ȡ���L�ȃ����ƽ�����о����c݆����픾������c��ֱ���c݆��������õ��ĸ��νؾ��L��֮�͡�
- h+ I2 s1 b8 i' M1 N% H* f
05
����ֲڶȜy������
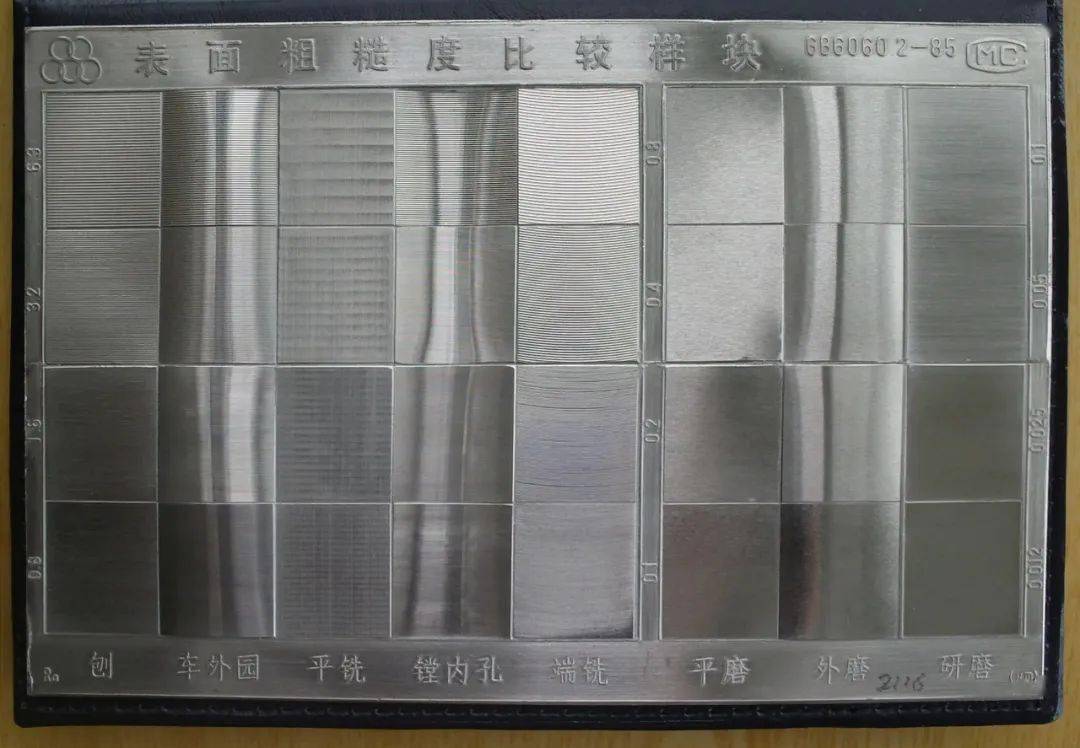
1�����^��
���^���y�������������ʹ����܇�g�F(xi��n)���y������������еȻ��^�ֲڱ���Ĝy���������nj����y�������c����һ����(sh��)ֵ�ĴֲڶȘӰ���^���_�����y����ֲڶȔ�(sh��)ֵ�ķ���������^�r���Բ��õķ���: Ra > 1.6��m �r��Ŀ�y����Ra1.6~Ra0.4��m �r�÷Ŵ��R������Ra < 0.4��m �r�ñ��^�@�R������
; V9 w' N7 r" N! q3 E
���^�rҪ��Ӱ�ļӹ���������ӹ��y�����ӹ�����������������c���y���������ͬ���
6 G9 k$ `* U2 z( N
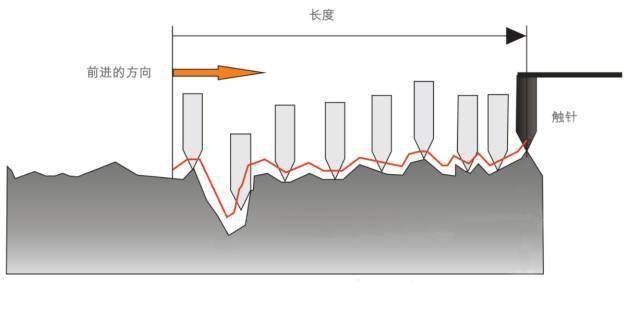
2���|ᘷ�
����ᘼ����ʰ돽��2�����ҵĽ���ʯ�|��ر��y���澏�����������������ʯ�|ᘵ�����λ������늌Wʽ�L�Ȃ������D�Q�����̖�������Ŵ�����V����Ӌ������@ʾ�x��ָʾ������ֲڶȔ�(sh��)ֵ�������Ҳ����ӛ���ӛ䛱��y����݆������������һ�㌢�H���@ʾ����ֲڶȔ�(sh��)ֵ�Ĝy�����߷Q�����ֲڶȜy���x������ͬ�r��ӛ䛱���݆�������ķQ�����ֲڶ�݆���x�����@�ɷN�y�����߶������Ӌ���·�����Ӌ��C����������Ԅ�Ӌ���݆�����gƽ��ƫ��Ra���^��ƽ��ʮ�c�߶�Rz����݆�����߶�Ry��������N�u������(sh��)������y��Ч�ʸߣ��m���ڜy��Ra��0.025��6.3�ı���ֲڶ��������
, T, T/ `& i+ e, S; f" P3 U( ?6 J' | h
, o& f( S9 r. V4 O: _; E
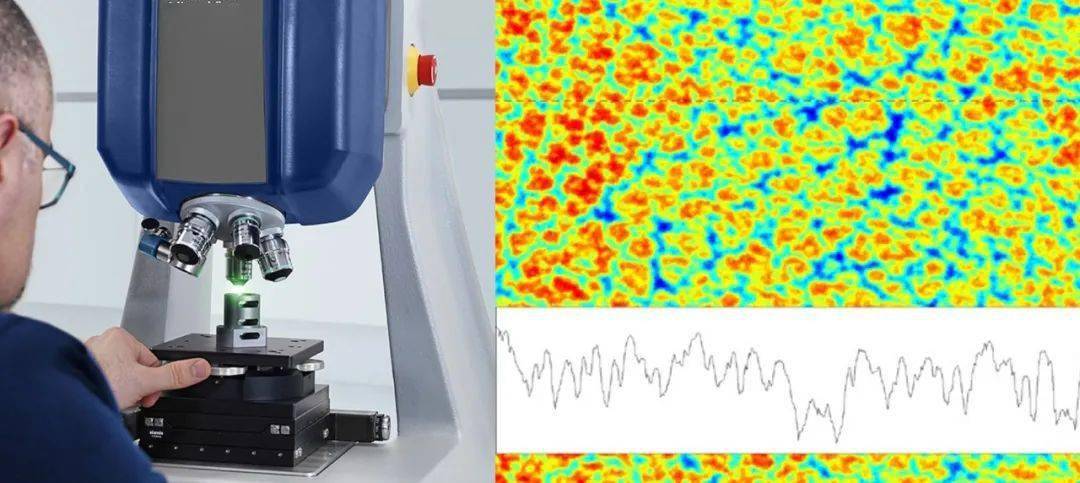
3�����淨
���ùⲨ����ԭ�� (Ҋƽ���������y�L���g)�����y������Π��`���Ը���l�y�D���@ʾ��������������÷Ŵ�(sh��)�� �����_500�������@�R���@Щ����l�y���^���ַŴ���M�Мy������Եó����y����ֲڶȡ����ô˷��ı���ֲڶȜy�����߷Q������@�R������@�N�����m���ڜy��Rz��Ry�� 0.025��0.8�ı���ֲڶ����
. j2 l8 e7 c3 s. j+ M
; s$ b+ u+ }3 L
06
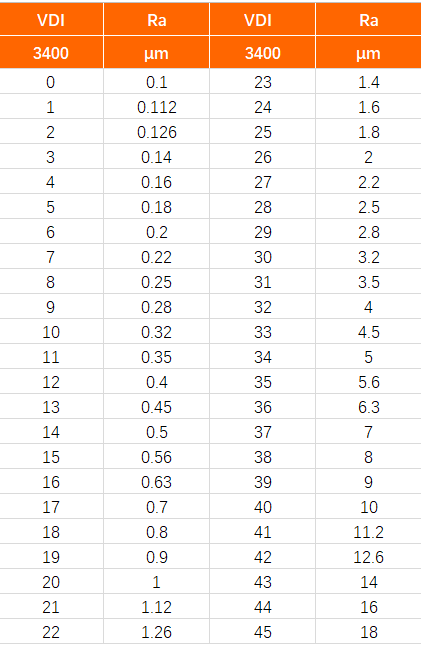
VDI3400������Ra������Rmax���ձ�
�ڇ��Ȍ��H���a�ж���Raָ�ˣ��ձ�����Rmaxָ�������ஔ��Rzָ�������W�����ҳ���VDI3400�˜ʁ��ʾ����ֲڶ����������W��ģ��ӆ�εĹ��S���������õ�VDIָ���������糣 ���͑��f���@���aƷ�ı��水VDI30���������
3 r$ E$ j' U( W1 c; J: H+ n8 F
VDI3400�����c���ؘ�Ra���������Pϵ���������˽���Ҫȥ���Y���Ҍ�����ֵ�����������@�ݱ����ȫ����������]�ղ�������
# V& M/ N0 Z8 ?5 M1 N1 Z! O
VDI3400 �˜��cRa ���ձ���
* z: t6 ]- g& f8 U
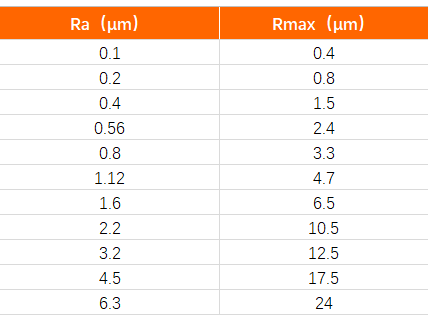
Ra �cRmax ���ձ���
. i0 j: Q/ D! c1 ^: w
07
����ֲڶȌ������Ӱ���Ҫ���F(xi��n)
1��Ӱ���ĥ��
����Խ�ֲ���������ϱ����g����Ч���|��eԽС������Խ������Ħ������Խ�����ĥ�p��Խ�����
2��Ӱ���ϵķ�(w��n)����
���g϶��ρ��f������Խ�ֲ���������Խ��ĥ�p�������ʹ�����^�����g϶��u�����������^ӯ��ρ��f���������b��r���^��Dƽ��������pС�ˌ��H��Ч�^ӯ���������B�ӏ����������
7 A1 p1 z- z- n+ A
3��Ӱ�ƣ�ڏ���
�ֲ�����ı�������^��IJ�����������������ȱ�ں��Ѽyһ�ӣ����������к���������Ķ�Ӱ������ƣ�ڏ��ȡ�
4��Ӱ����g��
�ֲڵ��������������ʹ���g�Ԛ��w��Һ�wͨ�^������^���ȝB�뵽���كȌ���������ɱ��港�g������
0 c/ k0 l+ ]- ^2 ?2 L
5��Ӱ��ܷ���
�ֲڵı���֮�g�o�����ܵ��N���������w��Һ�wͨ�^���|���g�Ŀp϶�B©���
6��Ӱ푽��|����
���|����������Y���������������������ֿ����|׃�ε�������������C���Ą����ںܴ�̶���ȡ�Q�ڸ����֮�g�Ľ��|���������
; t0 o7 e$ e: \2 I
7��Ӱ표y������
������y����͜y�����ߜy����ı���ֲڶȶ���ֱ��Ӱ표y���ľ�������������ھ��ܜy���r�����
�����������ֲڶȌ�������Ϳ��������������Ժͽ��|�����������������ݗ������������Һ�w�͚��w���ӵ����������w�����������ͨ�ȶ����в�ͬ�̶ȵ�Ӱ�����
- k7 D$ Y( w" _' f
����: 18137630758 �r�g: 2023-5-27 14:47
��������� 18137630758 �� 2023-5-27 14:48 ��
" c/ Y( X1 h$ R6 P! j2 T5 O, m& J, s
�W��������������^ϵ�y(t��ng)
����: 18137630758 �r�g: 2023-5-27 14:51
����ֲڶȌ��ȉK���u������ֱ�^
����: �W늂b- �r�g: 2023-5-28 10:26
�W����
| �gӭ���R �Cе��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |