機(jī)械社區(qū)
標(biāo)題: 各種機(jī)加工��,分別能達(dá)到什么精度公差等級��? [打印本頁]
作者: 一往冇前 時(shí)間: 2023-4-26 13:29
標(biāo)題: 各種機(jī)加工,分別能達(dá)到什么精度公差等級�?
你知道車����、銑��、刨��、磨��、鉆�����、鏜分別能達(dá)到什么樣的精度公差等級嗎�����?
3 C6 |# Z( F; ]2 x
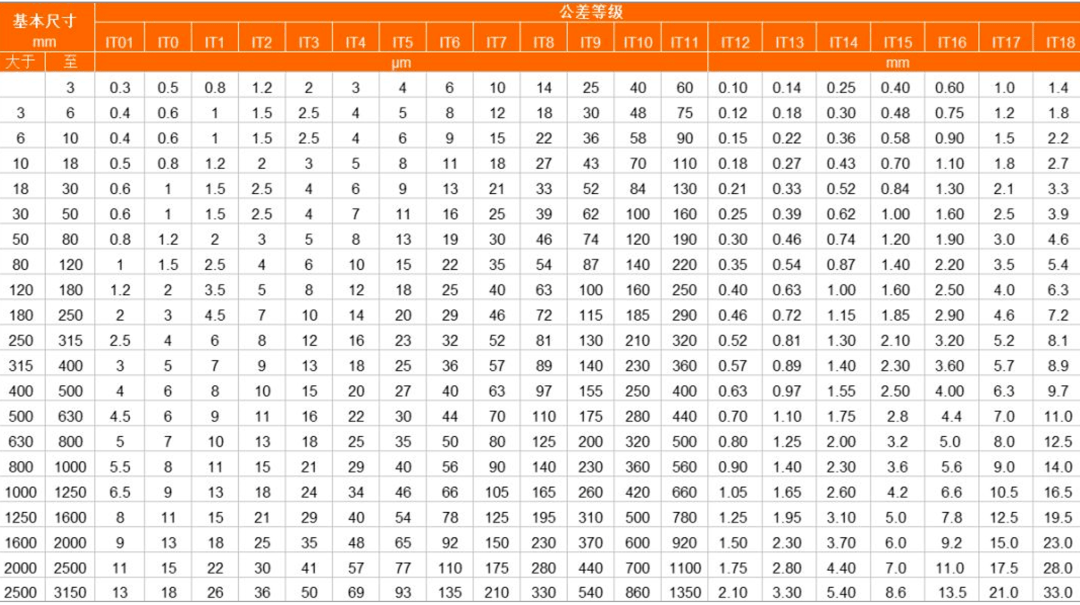
公差等級是指確定尺寸精確程度的等級��,國標(biāo)規(guī)定分為20個(gè)等級�,從IT01����、IT0��、IT1����、IT2~I(xiàn)T18, 數(shù)字越大,公差等級(加工精度)越低����,尺寸允許的變動范圍(公差數(shù)值)越大���,加工難度越小����。
8 e% }2 B# u6 Q) E' |4 F @' y
產(chǎn)品零部件按功用的不同�,需要達(dá)到的加工精度不同�����,選擇的加工形式和加工工藝也不同����。本文介紹車��、銑�����、刨��、磨�、鉆��、鏜等常見的幾種加工形式所能達(dá)到的加工精度��。
5 F1 r. ?+ u$ G
IT標(biāo)準(zhǔn)公差等級表
8 \( S# o6 U/ ?) b3 M8 g
' t0 O) K/ _$ L) t# k1 F
注:基本尺寸小于1mm時(shí)��,無IT14至IT18
" m) A# N6 E: V \* b% p
01
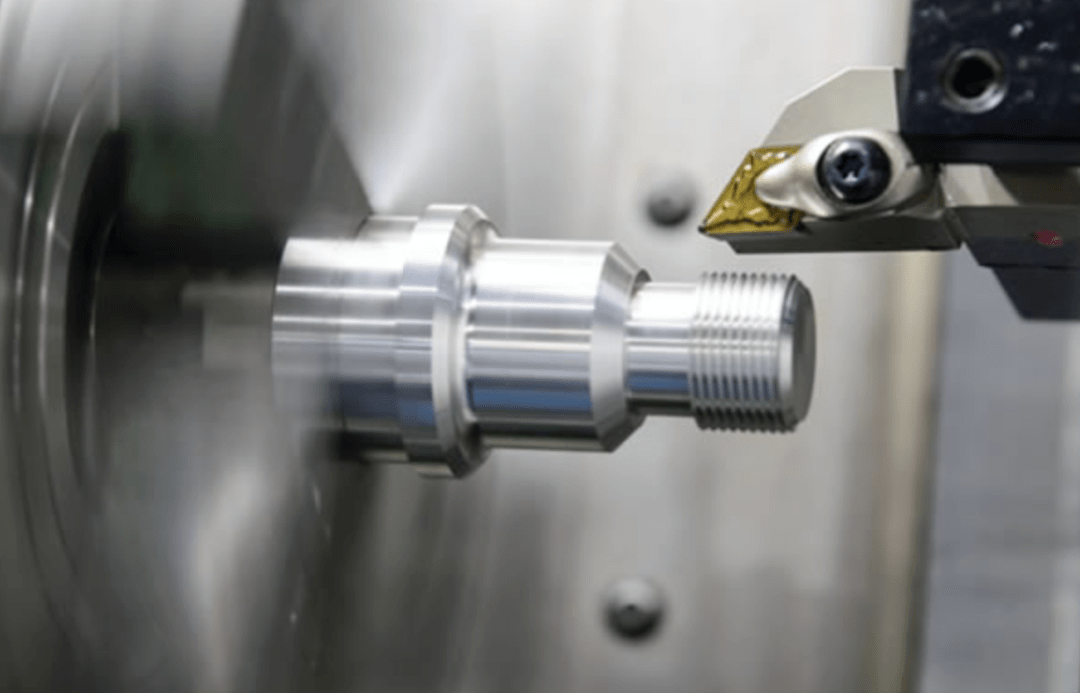
車削
工件旋轉(zhuǎn),車刀在平面內(nèi)作直線或曲線移動的切削加工����。車削一般在車床上進(jìn)行����,用以加工工件的內(nèi)外圓柱面、端面�����、圓錐面��、成形面和螺紋等�����。
車削加工精度一般為IT8~IT7�����,表面粗糙度為1.6~0.8μm�����。
1)粗車力求在不降低切速的條件下��,采用大的切削深度和大進(jìn)給量以提高車削效率,但加工精度只能達(dá)IT11,表面粗糙度為Rα20~10μm�����。
2)半精車和精車盡量采用高速而較小的進(jìn)給量和切削深度,加工精度可達(dá)IT10~IT7,表面粗糙度為Rα10~0.16μm���。
3)在高精度車床上用精細(xì)修研的金剛石車刀高速精車有色金屬件,可使加工精度達(dá)到IT7~IT5,表面粗糙度為Rα0.04~0.01μm�����,這種車削稱為"鏡面車削"。
9 T( j) t/ U2 s; e; H
4 L! k& T4 v& Y3 K- l
02
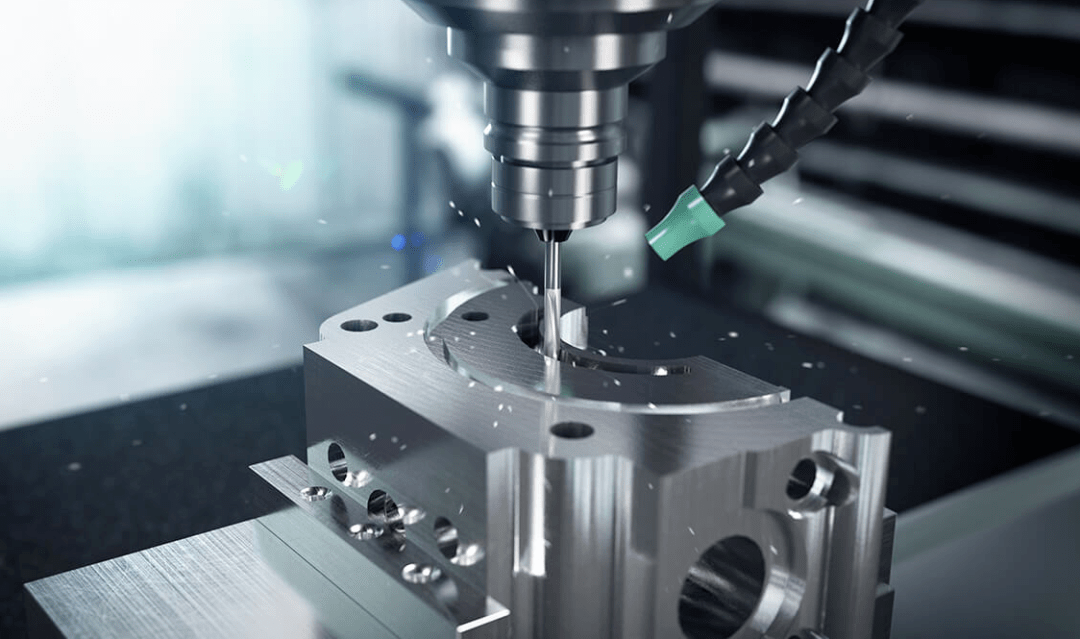
銑削
銑削是指使用旋轉(zhuǎn)的多刃刀具切削工件��,是高效率的加工方法���。適于加工平面��、溝槽�、各種成形面(如花鍵���、齒輪和螺紋)和模具的特殊形面等。按照銑削時(shí)主運(yùn)動速度方向與工件進(jìn)給方向的相同或相反��,又分為順銑和逆銑�。
銑削的加工精度一般可達(dá)IT8~IT7�,表面粗糙度為6.3~1.6μm。
1)粗銑時(shí)的加工精度IT11~IT13,表面粗糙度5~20μm����。
2)半精銑時(shí)的加工精度IT8~IT11,表面粗糙度2.5~10μm����。
3)精銑時(shí)的加工精度IT16~IT8��,表面粗糙度0.63~5μm����。
, U* F" k) Y1 i6 A% @6 C
, s+ g m5 u5 x) h9 ]
03
刨削
刨削加工是用刨刀對工件作水平相對直線往復(fù)運(yùn)動的切削加工方法,主要用于零件的外形加工����。
刨削加工精度一般可達(dá)IT9~IT7��,表面粗糙度為Ra6.3~1.6μm���。
1)粗刨加工精度可達(dá)IT12~IT11����,表面粗糙度為25~12.5μm。
2)半精刨加工精度可達(dá)IT10~IT9�,表面粗糙度為6.2~3.2μm��。
3)精刨加工精度可達(dá)IT8~IT7����,表面粗糙度為3.2~1.6μm��。
, j: k( r& i' H
04
磨削
磨削是指用磨料����,磨具切除工件上多余材料的加工方法�,屬于精加工在機(jī)械制造行業(yè)中應(yīng)用比較廣泛。
磨削通常用于半精加工和精加工,精度可達(dá)IT8~IT5甚至更高�����,表面粗糙度一般磨削為1.25~0.16μm�。
1)精密磨削表面粗糙度為0.16~0.04μm。
2)超精密磨削表面粗糙度為0.04~0.01μm�����。
3)鏡面磨削表面粗糙度可達(dá)0.01μm以下��。
* x6 S5 P8 h! Q7 @9 A7 a# ]% `# `
+ J5 K% F8 Y7 L- O' s8 p
05
鉆削
鉆削是孔加工的一種基本方法,鉆孔經(jīng)常在鉆床和車床上進(jìn)行�����,也可以在鏜床或銑床上進(jìn)行����。
鉆削的加工精度較低,一般只能達(dá)到IT10���,表面粗糙度一般為12.5~6.3μm,在鉆削后常常采用擴(kuò)孔和鉸孔來進(jìn)行半精加工和精加工�����。
' l1 _' S" `7 |( a' |. [
* ]8 f3 n- i# w- ]7 B# C2 i* V8 P' q
06
鏜削
鏜削是一種用刀具擴(kuò)大孔或其它圓形輪廓的內(nèi)徑切削工藝�,其應(yīng)用范圍一般從半粗加工到精加工���,所用刀具通常為單刃鏜刀(稱為鏜桿)��。
1)對鋼鐵材料的鏜孔精度一般可達(dá)IT9~IT7,表面粗糙度為2.5~0.16μm。
2)精密鏜削的加工精度能達(dá)到IT7~IT6��,表面粗糙度為0.63~0.08μm�。
I5 K2 y8 y4 s! q: C
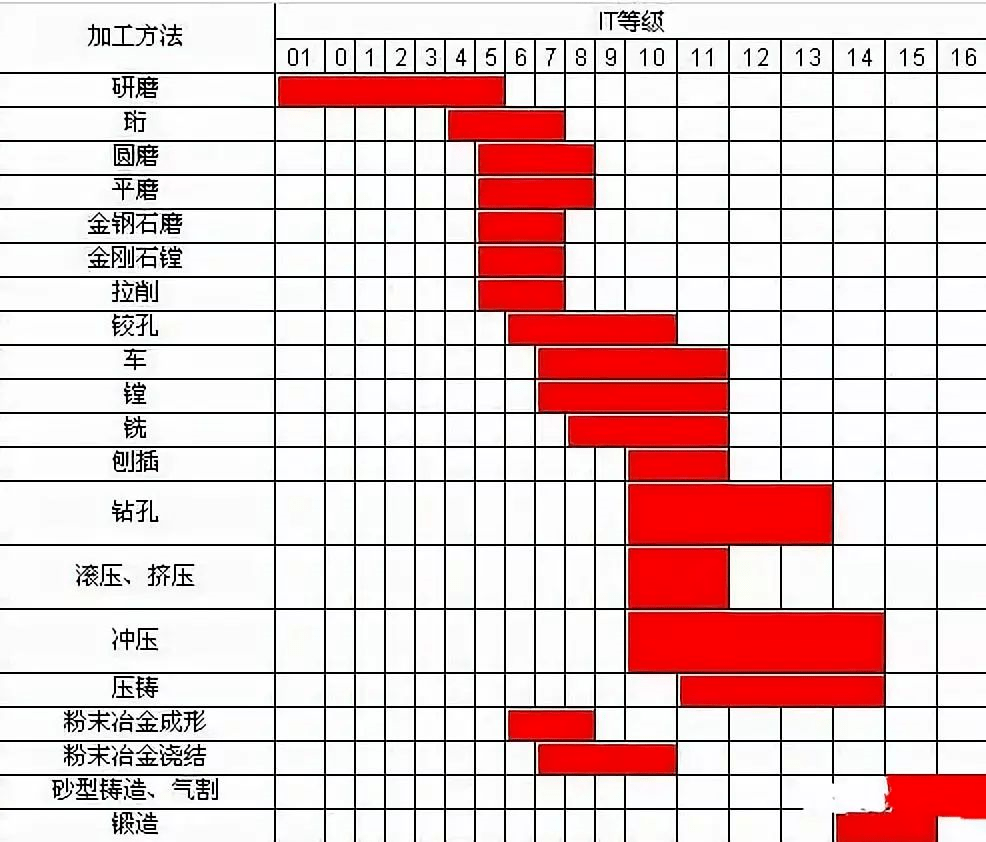
9 V" @- X) Z1 E' i2 f. l5 y+ h
下面這個(gè)表更直觀哦����!
# Y$ Q. p( M; E* Q2 l, A
作者: shentu 時(shí)間: 2023-4-26 16:37
不錯。
作者: 張恒宇 時(shí)間: 2023-4-26 16:57
辛苦了
作者: lameng 時(shí)間: 2023-4-26 16:59
感謝
) z1 n8 e* M7 ?/ |* M( `3 q
作者: 17516768450 時(shí)間: 2023-4-27 07:57
好資料����,謝謝分享
作者: birdear 時(shí)間: 2023-6-9 15:46
謝謝分享
作者: 舊年之約zck 時(shí)間: 2023-6-19 14:39
不錯����。學(xué)習(xí)了
作者: dtltc123 時(shí)間: 2023-6-21 09:34
不錯
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |