機(jī)械社區(qū)
標(biāo)題: 五軸該配什么夾持技術(shù)��,才能整合多道工序為一道 [打印本頁]
作者: 一往冇前 時間: 2023-4-1 09:38
標(biāo)題: 五軸該配什么夾持技術(shù)����,才能整合多道工序為一道
夾具應(yīng)該滿足的基本要求是能夠可靠地夾持工件�,同時不能妨礙加工的進(jìn)行�����。這就是夾具的加工有效性���。夾具的加工有效性如何會直接影響加工工藝的優(yōu)劣��,未來夾具的趨勢是更加有效的夾持��,并與設(shè)備工廠建立有效的連接�����。
8 D$ T1 D: k/ v
7 x9 S# i1 z Q# t: J# ~
五面銑削加工案例以銑削加工中的五面加工為例:所謂五面加工��,就是在對工件一次夾緊的情況下實現(xiàn)五個面的加工�。五面加工既能夠有效地保證機(jī)工精度��,又能夠大大提高加工效率����,因此必將是智能制造中常用的加工方式。但是��,在使用傳統(tǒng)的夾具時�����,由于夾持面過大���,五面加工往往難以實現(xiàn)��。
0 i+ n* X l+ {; o& `- m4 k
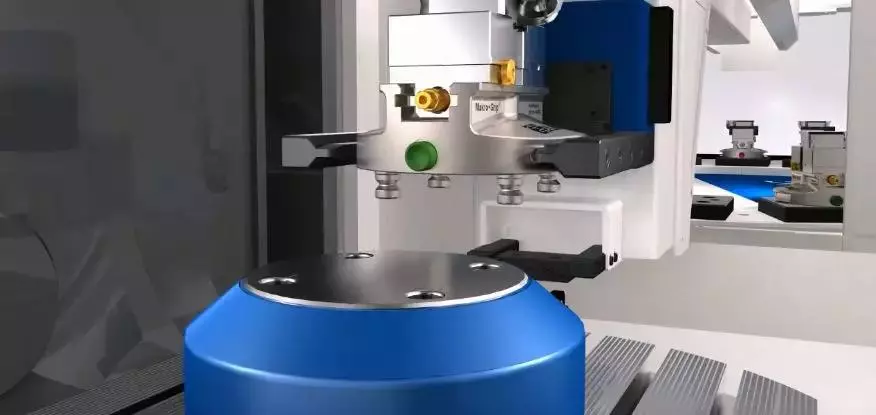
▲ 適合五面加工的咬合式夾持技術(shù)
* O' \9 Y/ ? i, _' a; y0 y# m
一種專利技術(shù)——咬合式虎鉗展示了一個很好的解決方案��,它只占據(jù)工件3mm的夾持高度��,就能可靠地夾緊工件����,讓機(jī)床毫無障礙地對工件進(jìn)行五面加工。
& l, A. g* V9 A& h( x4 m
6 K5 D0 n. C# S ~
咬合式夾持方式中�����,虎鉗鉗口和工件之間有嵌入關(guān)系���,使得工件在僅被夾持極少的情況下也能抵抗大的切削力��,并且工件幾乎五面全裸露出來��,刀具可以自由的加工整個零件���,咬合式夾持技術(shù)可以有效的減少夾持面積。
/ A0 n8 ^8 a/ @; V. S: t6 z- W8 H' l
醫(yī)療器械工件加工案例為了更好的闡述使用情況�����,現(xiàn)以諸多案例中“某醫(yī)療器械公司”的工件為例:
" }, Y( `) i' |. _. _" z
1.工件加工內(nèi)容
六面需要加工��,典型的閥塊類工件��,面加工��,孔加工皆有,材料為黃銅HB59-1��。且孔與孔���、孔與槽等都有位置度的要求���,由于零件在醫(yī)療設(shè)備中使用���,所以其表面粗糙度也是有要求的�����。
/ n9 i# o d8 j4 k( i/ i
+ |+ O% S5 b W
2.工件加工工藝的要求
3 }* Q* @8 Q, q# e; J
“滿足六面加工和實現(xiàn)槽孔形位公差”����,理想夾具應(yīng)為一次裝夾實現(xiàn)5面加工���。第6面加工��,以傳統(tǒng)方法軟爪夾持清除一序硬爪夾持痕跡���,完成余下加工要求。
“表面粗糙度要求”,實現(xiàn)此要求理想夾持是咬合夾持力小��。但夾緊力小��,工件易跑�,所以在夾持方式上有所突破。
+ Z. I- i4 V- O& p, F: E
▲ 正在進(jìn)行的加工實例
- l* N: X; C: r/ M' C) U% p
機(jī)床:型號DMG1035V帶第四軸擺動臺主軸SK40
擺臺尺寸:600*300mm
可裝夾工件+工件數(shù)量:2件/次
切削平均線速度參數(shù):300m/min
班次:2班/天
3.應(yīng)用前后比較
之前的加工方式:
$ t" C- P; ~$ m. k
( x4 I# W; r" W" f
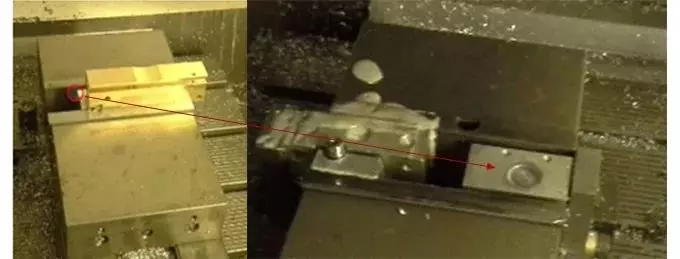
▲為了實現(xiàn)夾持少��,漏出更多可加工面���,在虎鉗裝夾位置增加墊塊�����。每次更換零件需要調(diào)整墊塊增加裝夾時間���,且由于安裝不便,如想加工到滿意的平面度平行度���,止位的調(diào)整要花費(fèi)很長的時間
7 F/ s. B& E' O
" Z$ Q. M0 `5 z$ x0 v9 h
▲為了實現(xiàn)6個面都需要加工�,實施時就需要多次停機(jī)拆卸裝夾工件����,自身位置度變化�����,生產(chǎn)效率和工件形位公差不容易保證���。
如今的加工:
M* [6 E( a# z& S! o; z
0 W: r$ ^. y. L- c/ i% t
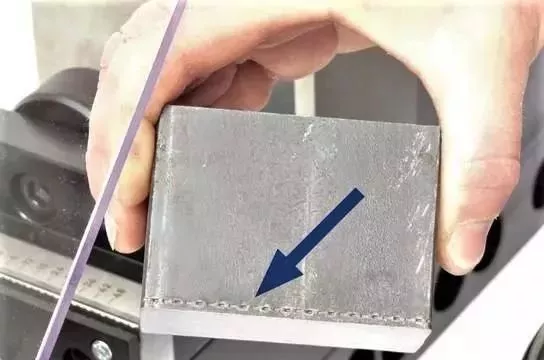
▲虎鉗3mm臺階,起到定位和夾緊的作用����,且夾持剛性好���,無振動�。以最小的夾持面積實現(xiàn)孔����、槽加工一次完成。最大限度保障了零件的精度要求�。使用“咬合式”夾持技術(shù),實現(xiàn)小驅(qū)動力達(dá)到大的夾緊力����。使相對較軟的有色金屬零件不易變形。
! z2 R( p; {/ z0 Q
2 _3 X5 l, S) _* O9 v+ _& a7 Z
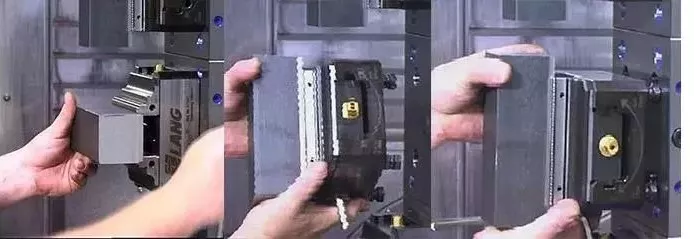
▲配合快換零點位系統(tǒng)實現(xiàn)4×90°分度�,使得工件與夾持系統(tǒng)保持相對靜止���,做到一次裝夾五面加工。
1 [2 ?# \) w8 R5 H% `* U2 v; F# h
4.加工效率對比
傳統(tǒng)工裝:
工序:為滿足加工��,采用7道工序
裝夾時間:單個工裝裝夾時間10分鐘
完整單件所需時間:100分鐘
使用咬合式虎鉗:
工序:2道工序滿足生產(chǎn)
裝夾時間:多個互用只要3分鐘
完整單件所需時間:70分鐘
7 w9 Q2 ]: t2 W/ o5 w0 Q* s" M( l4 X, U( b2 D' e# e( [' H
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |