|
| | |
|
<span id="5qkta"></span> | <track id="5qkta"><table id="5qkta"></table></track>機械社區(qū)
標題: 批量生產(chǎn)異形件 [打印本頁]
作者: 一往冇前 時間: 2023-3-31 09:42
標題: 批量生產(chǎn)異形件
近年來,隨著工業(yè)的發(fā)展�,機械自動化程度不斷在提高,標準件大批量生產(chǎn)都有想配套的設備和較為成熟的工藝��,相對的非標異型件對單件和小批量生產(chǎn)還是可以采用四爪卡盤進行裝夾�,但車削加工有一定難度。實際生產(chǎn)中如果遇上大批量生產(chǎn)的零件���,則需要采取一些相應的技術(shù)措施�,如設計專用夾具�����、改進刀具和加工方法等解決生產(chǎn)中遇到的問題�����,使其在批量生產(chǎn)中發(fā)揮最大的作用��。
- |! d, U' A- |$ \5 C* B/ ~& k$ a1 o
一、異形件工藝分析6 ]/ _3 S- g8 u1 U: z" Y" E+ g' c
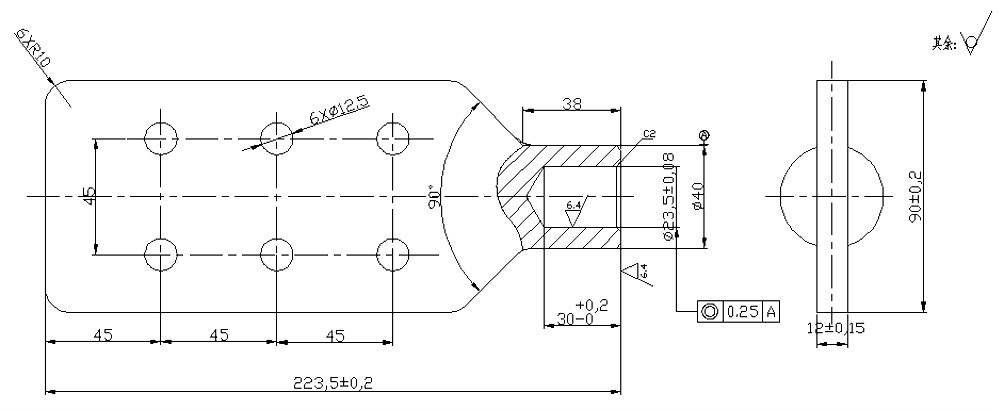
異形件如圖1所示����,材料選擇為黃銅(HMn58-2),中批量生產(chǎn)��。工序主要在車床加工���,要求有:φ23.5mm內(nèi)孔,倒角C2���,總長223.5±0.5mm�,并保證φ23.5mm的內(nèi)孔與φ40的孔同軸度0.25�����。其余表面均在上道序加工完畢���,總長有4mm余量���。先使用的設備為CA6140普通車床。
二�、車床專用夾具使用分析
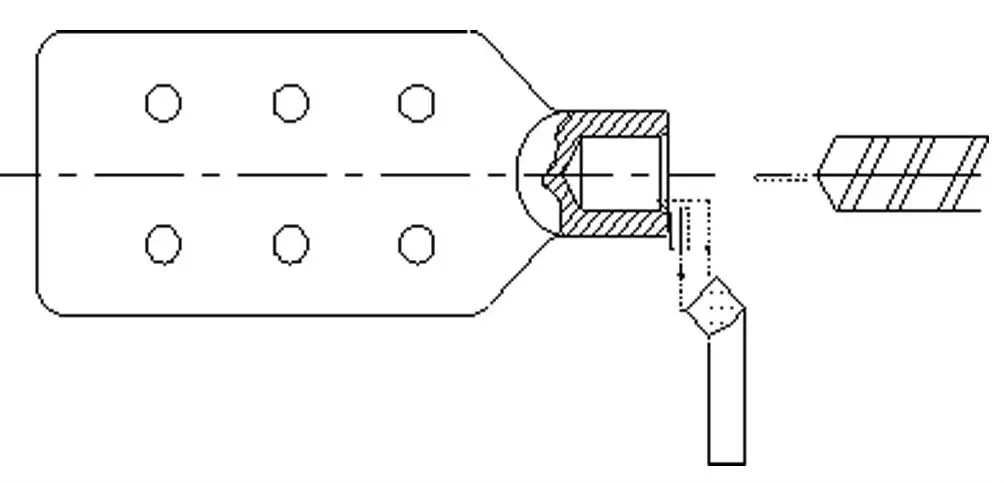
9 {1 A- @) R2 u8 c2 }5 d4 [ K% d# C在CA6140普通車床上加工,利用專用夾具(如圖2所示)進行裝夾以提高效率����。加工工序是夾具板安裝在四爪卡盤上����,并校正�����,然后將工件大面貼在夾具板上�����,然后分別用兩組M12螺栓和M12的螺母通過工件上φ12.5的孔���,將工件連接并夾緊在夾具板上�。其加工走刀路線如圖3所示����。
. R g' \2 l$ r
9 }( I5 @# b' r# ]
在產(chǎn)品改進前按照上訴方案加工����,經(jīng)批量加工后發(fā)現(xiàn)兩個問題:
(1)φ23.5mm的內(nèi)孔與φ40的孔同軸度無法保證。這里所使用的夾具形狀為板快狀,安裝時將工件的大側(cè)面帖在夾具板上�����,下側(cè)面有兩顆M6的螺栓定位����,左側(cè)面有一顆M6螺釘定位。從定位原理上分析�,這套夾具構(gòu)成六點定位原理,限制工件的六個自由度�����。先分析工件在夾具中的定位誤差��,由圖一可知����,φ23.5的內(nèi)孔的工藝基準為φ40的外圓�����,因此定位中就產(chǎn)生了基準不重合誤差����,如圖4所示����。
" Z( ^9 D* Z. N. v6 F, ]# u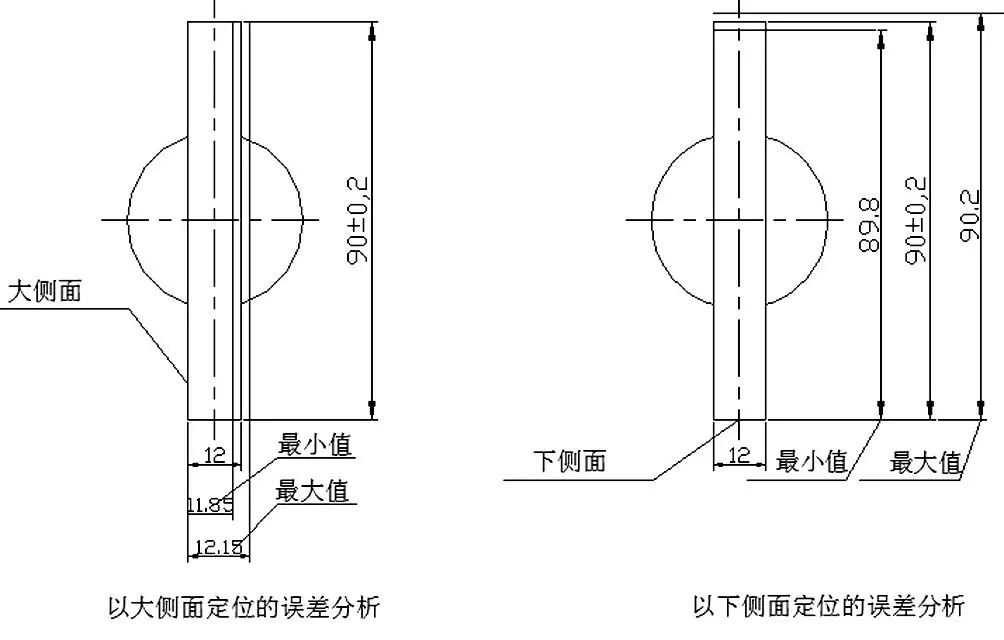
以大側(cè)面定位時�����,夾具的定位基準在大側(cè)面上���,與φ40的外圓的軸心線存在尺寸公差問題����,△d1=(12.15-11.85)/2=0.15mm��,同理����,以下側(cè)面定位過程中也存在著同樣的問題,△d2=(90.2-89.8)/2=0.2mm�����,T1和T2將會被代入本工序中來��。
根據(jù)定位誤差的使用要求,一般的有公式:△d≤(1/5~1/3)*T (T為工序公差)就是同軸度0.25mm���,則△d≤(1/5~1/3)*0.25=0.05mm~0.083mm�,也就是說△d最大只能在0.083mm��,而本列中僅△d1=0.15mm這一項就大大超過使用要求���,并且在沒有分析夾具安裝誤差�、夾具的對定誤差�、加工過程誤差,所以說在加工過成中同軸度要求將無法批量保證�。
(2)加工效率較低,零件車加工時�����,端面車兩刀至尺寸用時25s���,因內(nèi)孔尺寸公差較大,有0.16mm�,可以用φ23.5的鉆頭一次打出,用時20s�����。倒角C2,用時8s���。工件采用兩顆M12的螺栓手工連接并緊固���,用時較長50s,那么單件總用時1分43秒���,可以說裝夾時間占加工用時一半時間�,而且勞動強度大��,故加工效率低��,每班只能生產(chǎn)200件左右��。
|; g) H; ?* r2 W( z5 b1 H' R
四����、設備、夾具的工藝改進, e- ]* F+ C7 }9 j9 ?/ M; g1 |$ F
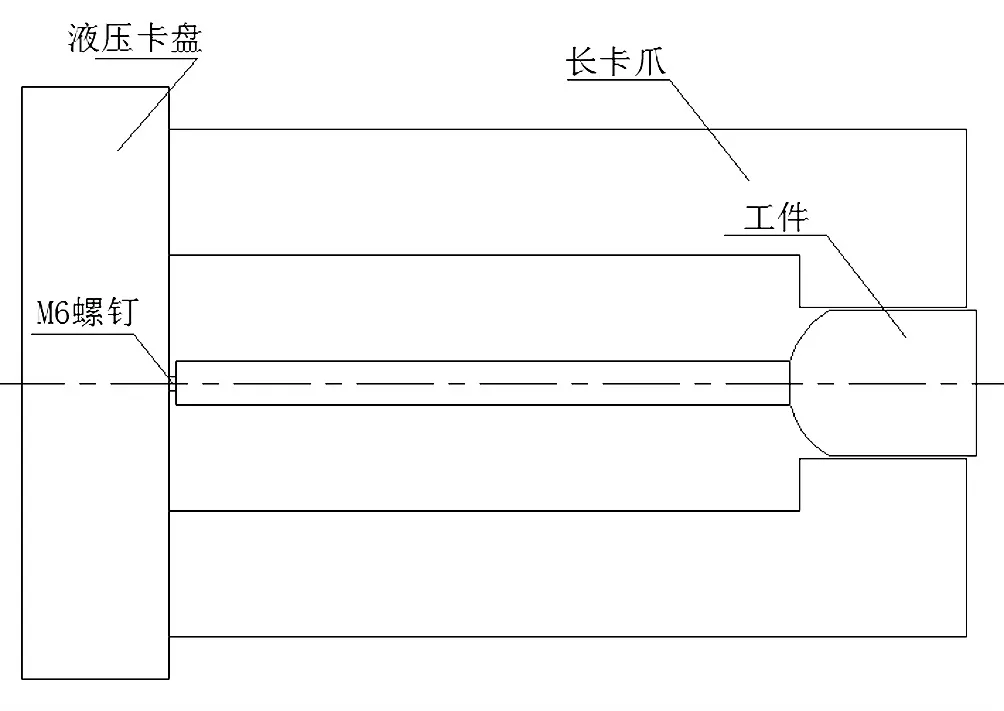
以上兩個問題有一個共同點���,都與夾具的設計結(jié)構(gòu)有關(guān)��,因工件在夾具中的定位誤差超差造成同軸度不能批量保證��,因夾緊采用手工螺旋夾緊而用時較長��,造成加工效率低��。為了解決上訴兩個問題�,需要對夾具的結(jié)構(gòu)進行改造,并采用了一套新的加工方案���,如圖5所示���。
夾具方面采用了長卡爪直接夾在工件φ40的外圓上,又采用了液壓卡盤�����,實現(xiàn)自動夾緊�����、松開����。設備方面更換成CK6140型數(shù)控車床。
較之普通車床��,采用數(shù)控車床有以下的優(yōu)點:
(1)加工對象的適應性強�����;
(2)加工精度高��;
(3)生產(chǎn)效率高�����,勞動強度低����;
(4)自動化程度高;
(5)良好的經(jīng)濟效益�;
(6)有利于生產(chǎn)管理的現(xiàn)代化;
(7)完全適應中小批量加工��。
改進后�,因長卡爪直接夾在工件的外圓上,定位基準和工藝基準重合�,那么基準不重合誤差為零,所以同軸度可以批量保證�。
數(shù)控車床搭配液壓卡盤使裝夾實現(xiàn)全自動化�,也使之減小了裝夾時間�����,由原來的50S減少到15S��。
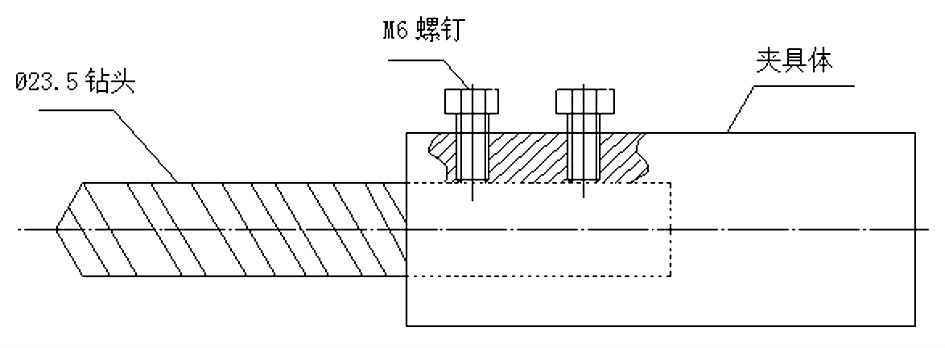
這里要注意的是�����,鉆頭也可以裝夾在刀架上���,給鉆頭做一個夾具(如圖6所示),加工過程中刀架自動走刀�����。走刀時間由原來的53s減少到40s�����,這樣加起來也就55s��,單件加工比原來減少到47s���,約一倍時間。至此���,每班生產(chǎn)件數(shù)有原來的200件提高到350件左右,這樣使上文的兩個問題都能得到解決��。
在數(shù)控車上進行上述零件的加工����,不僅自動化程度更高�����,而且夾具的作用也得到更加充分的發(fā)揮�。對于加工復雜的異形零件,所采用的夾具和加工方案����,也都是在加工過程中不斷摸索。
作者: 大陸架 時間: 2023-3-31 13:17
改進方案不錯��。
作者: 18137630758 時間: 2023-4-1 08:43
本帖最后由 18137630758 于 2023-4-1 08:58 編輯
8 Y- r( U V# b# O. h4 V; b% k2 b" o& f: w1 z" j, q3 @
說實話�����,我太看得懂����。做工裝的話,最起碼要解決定位的問題�����,那就需要加工扁的一端����,既然要加工,不如先把車序做了�����,拿去線切割���。缺點就是比較廢料。樓主設計了車序的工裝��,前期外型打算怎么加工?是要加熱上磨具沖壓出來嗎����?考慮到材料是HMn58-2有良好的的熱壓力加工性����,加上D40棒料截面積1256,需要的扁方截面積1080�����,所以外形應該是磨具沖壓成型���,如果是這樣就可以理解為什么要把車序放到后面加工���。但是始終無法解決定位精度的問題�,倒不如用D42的棒料,鉆孔時留出對角的兩個���,預鉆后用銑刀再踩一下�,保證后序用孔定位的精度���,車序時內(nèi)外都車��,也可以保證同軸度�。
| 歡迎光臨 機械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |