機(jī)械社區(qū)
標(biāo)題: 工藝:四軸孔加工案例 [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2023-3-30 09:44
標(biāo)題: 工藝:四軸孔加工案例
在機(jī)械加工中���,使用普通鉆床或數(shù)控鉆銑床加工位置精度要求較高的斜孔很難達(dá)到需求�����。隨著數(shù)控機(jī)床技術(shù)的飛速發(fā)展�,特別是多軸數(shù)控機(jī)床的出現(xiàn),加工斜孔在多軸數(shù)控機(jī)床上得以實(shí)現(xiàn)�����,如當(dāng)時(shí)三軸加工中心的面世就解決了很多生產(chǎn)上的難題�����,“加工難����,精度低,勞動(dòng)強(qiáng)度大”已成為過去���。
! y/ j4 [$ ?9 H
為了適應(yīng)市場(chǎng)多樣性的需求����,供應(yīng)商被要求生產(chǎn)不同類型的非標(biāo)產(chǎn)品且量大精度高���,以往的機(jī)床設(shè)備都無法滿足��。而三軸加工中心只具有對(duì)工件的頂面進(jìn)行切削加工的功能���,若遇形狀較復(fù)雜的加工件要在加工中獲得成型���,則要進(jìn)行多次裝夾加工,如加工圓孔座板斜孔就相對(duì)麻煩���,且產(chǎn)品合格率不高��。
$ `& Z! N7 p3 P
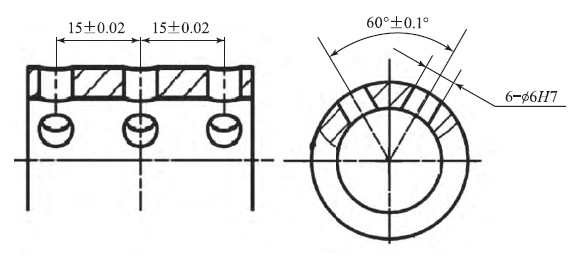
加工圓孔座板斜孔的案例有約2000個(gè)舊圓孔座板���,因設(shè)計(jì)改造,需要在圓孔外周鉆準(zhǔn)6mm斜孔(圖1)����。分析圖紙得知需要加工部位的精度要求和加工數(shù)量,如果使用鉆銑床加工��,該設(shè)備主軸無法擺成一定的角度�����,加工精度也很難達(dá)到產(chǎn)品的需求�。分析之后�����,這個(gè)零件更合適在四軸加工中心上加工,加工效率更高���,需要設(shè)計(jì)一個(gè)專用夾具���。
7 K) }1 F* e! d7 M& L- Y
圖1 圓孔座板零件圖
- `1 X' C) L) c6 X
這里主要推薦一款應(yīng)用四軸加工圓孔座板的新型夾具。
+ r, S0 j0 L# o/ Y
圓孔座板的斜孔加工工藝制定
/ I& f# Q% [* {9 o一����、圓孔座板的斜孔加工工藝分析
8 ~0 V9 f' d; `* C5 F) \
(1)待加工孔中心軸與對(duì)稱孔中心軸成60°±0.1°,而且孔中心軸線經(jīng)過準(zhǔn)20mm通孔的圓心���,加工公差只有±0.1° ���。
(2)同一側(cè)孔的中心距為15±0.02mm,孔的尺寸公差是H7(圖2)���。
1 U4 t! C: t6 ]& o
圖2 局部加工圖
! X9 E7 ?4 Y+ m4 N4 A# a& W# Y# z
二��、加工工藝制定
該工件需要加工的部位為孔加工����,且該孔的尺寸精度和位置精度要求高,所以工藝規(guī)程中分鉆����、鉸兩個(gè)工序。由于需要加工孔的中心軸線不在同一個(gè)平面����,完成一側(cè)的孔加工后需要轉(zhuǎn)動(dòng)60°再加工另一側(cè)的孔,需要夾具有可轉(zhuǎn)動(dòng)的功能���。
6 |) e% C3 _. a1 j2 d
圓孔座板的斜孔加工夾具設(shè)計(jì)
/ R: B. `5 ^6 x$ Y& E ]. W/ i一���、夾具的設(shè)計(jì)原理
(1)設(shè)計(jì)一套夾具在四軸加工中心上加工,使該夾具可以隨著四軸加工中心的第四軸轉(zhuǎn)動(dòng)�����,帶動(dòng)產(chǎn)品也轉(zhuǎn)動(dòng)一定的角度����,使準(zhǔn)6mm孔鉆頭不用擺角度就可以分別鉆準(zhǔn)6mm孔與另外一邊的準(zhǔn)6mm孔�����,這樣就可以實(shí)現(xiàn)一次裝夾完成所有孔的加工。
4 H3 F2 q' E& h2 d" V) p0 i
(2)為了保證準(zhǔn)6mm孔的位置精度和尺寸精度���,加工工件的旋轉(zhuǎn)中心必須是準(zhǔn)20±0.01mm通孔的圓心����。也就是說��,此夾具要滿足加工工件���、夾具和機(jī)床的第四軸旋轉(zhuǎn)中心必須同心這個(gè)條件�。
1 `, b+ T/ F- @ T
二����、夾具定位元件的確定
+ c3 q' \2 H- U/ g( A
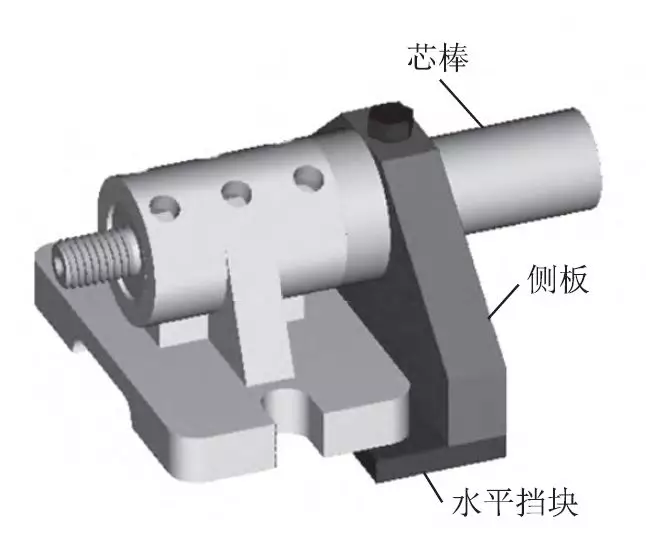
(1)芯棒。將該產(chǎn)品準(zhǔn)20±0.01mm通孔置于芯棒上�����,可消除產(chǎn)品Z��、Y方向的移動(dòng)和轉(zhuǎn)動(dòng)以及X軸的移動(dòng)五個(gè)自由度�。
(2)水平擋塊。通過輔助側(cè)板固定在產(chǎn)品底部�,可消除產(chǎn)品繞X軸的轉(zhuǎn)動(dòng)�����。
夾具定位元件如圖3所示��。
t8 ?0 K0 L2 B5 |
圖3 定位元件
6 S( q0 {3 i1 i' ~. a1 `$ B4 `- m
三����、夾緊方案及夾緊裝置的設(shè)計(jì)
2 ~$ F, R% a* u
根據(jù)夾緊力應(yīng)朝向主要定位基準(zhǔn)����,并使其作用點(diǎn)落在被加工產(chǎn)品剛性較好的部位的原則,可選用快速螺旋壓板機(jī)構(gòu)(圖4)�����,使夾緊力作用在產(chǎn)品準(zhǔn)20±0.01 mm通孔的左端面上��。
?# q# a) Q% E$ v+ S7 j5 ^- x
圖4 夾緊機(jī)構(gòu)
- x R* c& J: T G! E2 E/ j
四�����、夾具剛性分析與誤差分析
. Z( y) Y. c* V, C ~/ n2 f9 }6 x
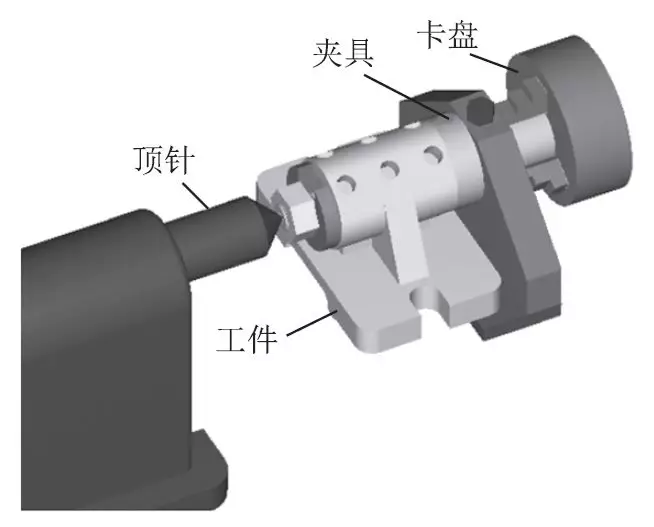
(1)夾具的主要元件是芯棒�����,是承受大部分切削力的部件�����,而芯棒的直徑只有準(zhǔn)20mm���,在加工的過程中會(huì)發(fā)生震動(dòng)��,影響產(chǎn)品加工部位的位置精度����。為了避免發(fā)生震動(dòng)這種情況的出現(xiàn)�����,可以在夾具的左側(cè)增加頂針來提高夾具的剛性���,夾具采用一夾一頂?shù)姆绞窖b夾�。
, V0 C1 k4 ]4 f- W& z; ?
圖5 剛性分析圖
" ~" E' N' S5 p- C4 T1 g
(2)夾具在定位產(chǎn)品時(shí)�����,水平擋板可能與產(chǎn)品之間有間隙�����,產(chǎn)品裝夾的角度誤差不影響產(chǎn)品的加工誤差。當(dāng)產(chǎn)品以準(zhǔn)20mm通孔的圓心為旋轉(zhuǎn)中心旋轉(zhuǎn)0.1°時(shí)���,產(chǎn)品底部的間隙是0.07mm,輔助側(cè)板準(zhǔn)20mm通孔的圓心到底面的設(shè)計(jì)尺寸為(30±0.05)mm�,這個(gè)夾具可以滿足產(chǎn)品的加工需求。
! H) Z1 H2 d3 o& j1 x: M
圖6 誤差分析圖
! k' i; v) {" k$ g; c
五�����、夾具設(shè)計(jì)優(yōu)化
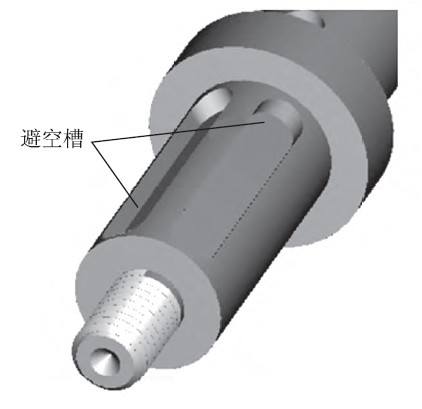
產(chǎn)品在本夾具裝夾需要加工的部位是通孔��,為了避免孔加工時(shí)對(duì)芯棒產(chǎn)生切削力��,影響加工精度�����,可以在芯軸上增加兩條避空槽�����,在加工時(shí)避開芯棒����。
/ S4 S: O6 {4 L# j/ v. l. x
圖7 避空槽圖
' V9 ?$ j, p+ P0 ?, K! k1 |+ R8 q
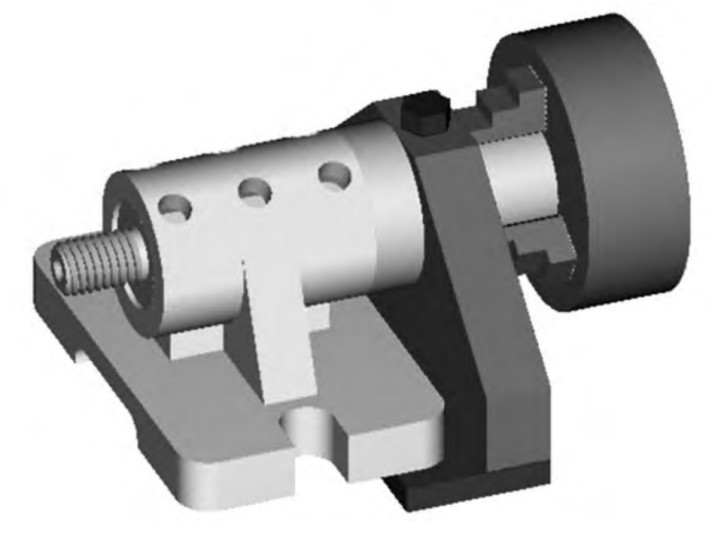
六�����、產(chǎn)品的定位與夾緊
(1)產(chǎn)品是采用芯棒夾具進(jìn)行裝夾的�����,安裝好夾具校正芯棒的中心軸線與機(jī)床旋轉(zhuǎn)軸中心軸線同軸后,從夾具左邊把產(chǎn)品套進(jìn)去���,產(chǎn)品∅20的通孔與芯棒∅20的外圓配合��,碰到∅30外圓的左端面停下�,就限制了產(chǎn)品五個(gè)自由度(沿X�����、Y�����、Z軸的移動(dòng)和繞Y、Z軸的轉(zhuǎn)動(dòng))�����,也保證了產(chǎn)品的旋轉(zhuǎn)中心軸線與夾具的旋轉(zhuǎn)中心軸線同軸�����。
& a) ]! R* o6 ]9 {: T! ?, h
圖8 產(chǎn)品在芯棒定位圖
, p/ t6 J7 w+ n! L; C
(2)鎖緊底板底部螺絲保證產(chǎn)品的水平位置�����,同時(shí)也限制了產(chǎn)品繞X軸旋轉(zhuǎn)的自由度���。
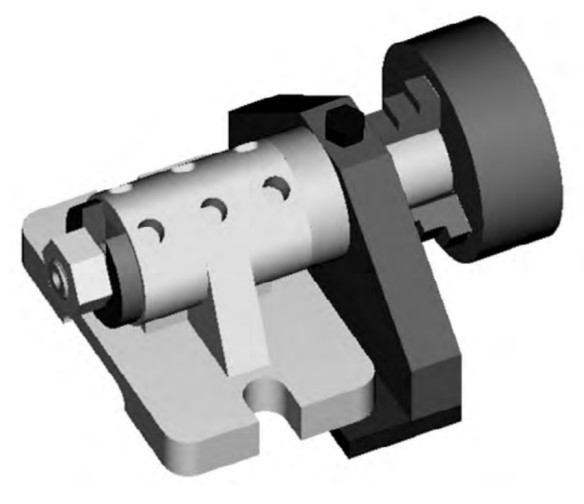
(3)應(yīng)用夾緊裝置對(duì)產(chǎn)品進(jìn)行壓緊�����,完成對(duì)產(chǎn)品的裝夾�����。
$ P4 Z! x0 i7 n* s7 f2 \
圖9 產(chǎn)品夾緊效果圖
; E5 N- e' K; z2 p2 o! y
這套設(shè)計(jì)出的新型夾具加工精度要求和生產(chǎn)成本較低,易制作��,在中��、小批量的生產(chǎn)中���,生產(chǎn)成本基本上可以忽略不計(jì),使用此套夾具進(jìn)行零件生產(chǎn)�����,可以對(duì)加工工藝進(jìn)行優(yōu)化��,零件從二次裝夾減少到一次裝夾��,節(jié)省了裝夾輔助時(shí)間���,更好地保證了加工零件的尺寸精度,提高了加工效率�,因?yàn)榧友b了開口墊片�����,裝拆產(chǎn)品時(shí)不需把夾緊機(jī)構(gòu)全拆下來,只需擰松螺絲把開口墊片取下就可以對(duì)工件進(jìn)行裝拆�,也降低了生產(chǎn)操作者的勞動(dòng)強(qiáng)度和上手難度。
8 d. r# G: J2 S5 } a
- y! j4 C5 h3 Z. v5 W
作者: 18137630758 時(shí)間: 2023-3-31 08:44
沒毛病
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |