機(jī)械社區(qū)
標(biāo)題: 沒有合理的工序分類�����,就做不好工裝設(shè)計(jì) [打印本頁]
作者: 一往冇前 時(shí)間: 2023-3-3 09:49
標(biāo)題: 沒有合理的工序分類,就做不好工裝設(shè)計(jì)
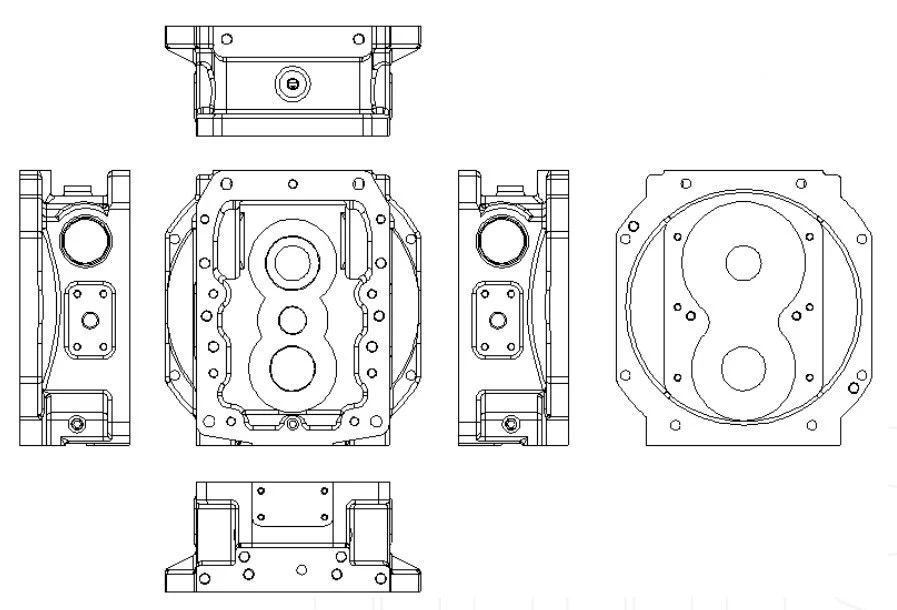
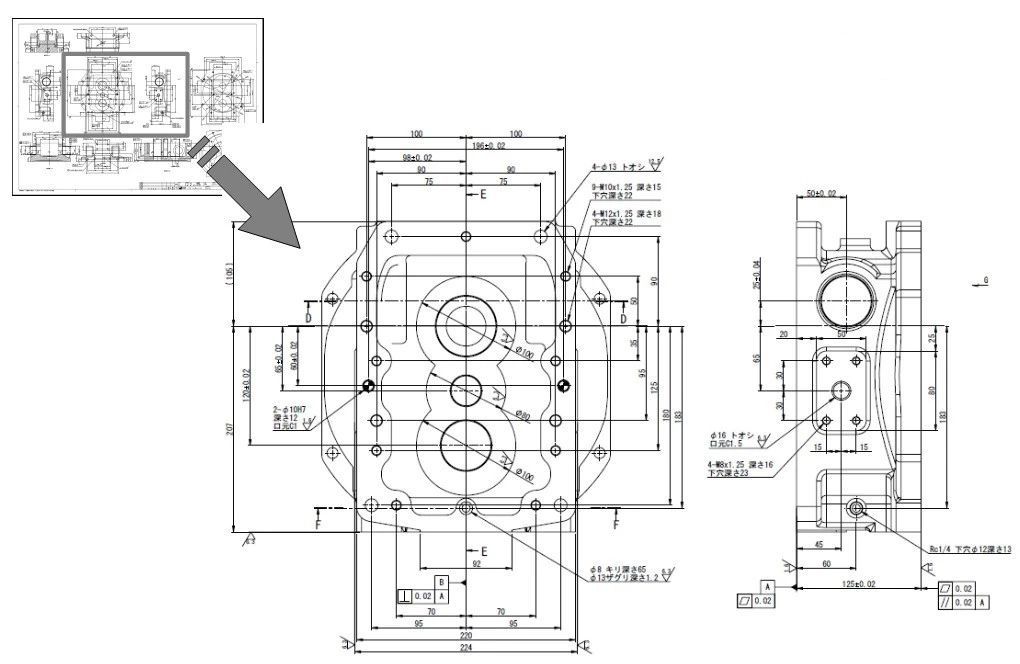
加工面數(shù)量的確認(rèn)
& V, x8 B% K: K- ~- I$ }$ b3 ^6 H" Z" a, J
接下來確認(rèn)加工處和總共需要加工幾個面�,以此確定工件加工時(shí)最少需要幾個工序。比如立式加工中心1個工序只能加工1個面��。臥式加工中心每次能以90°為一個面��,1個工序內(nèi)最多能加工4個面��。
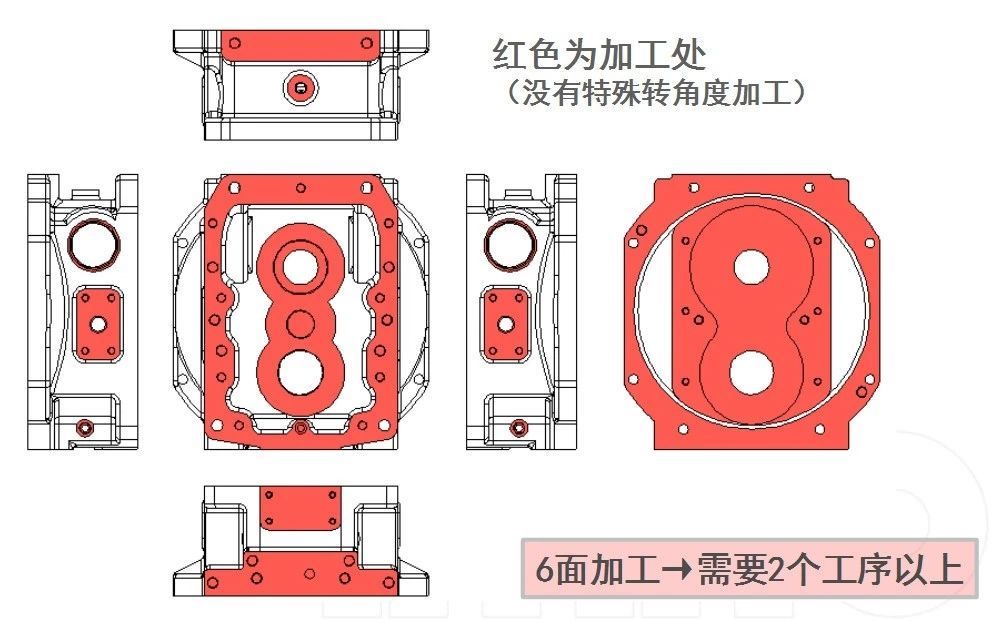
加工處利用紅色進(jìn)行標(biāo)識:
本工件需要加工6個面�,所以判斷就算使用臥式加工中心�,也需要2個工序以上完成加工。 接下來���,需要找出需要較高加工精度的地方����。
: O8 q7 y% }6 U* F4 u5 ]! a6 X6 ~- ~5 `2 N
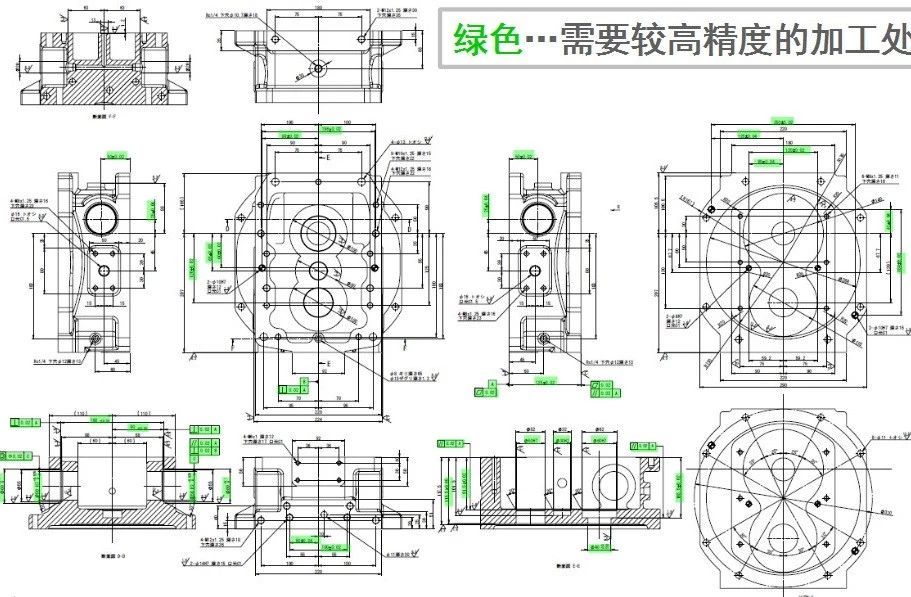
各面加工精度的分析
$ n# ~+ S/ Q- q7 Z6 d4 K3 x/ H# b) d5 m* g2 S, j
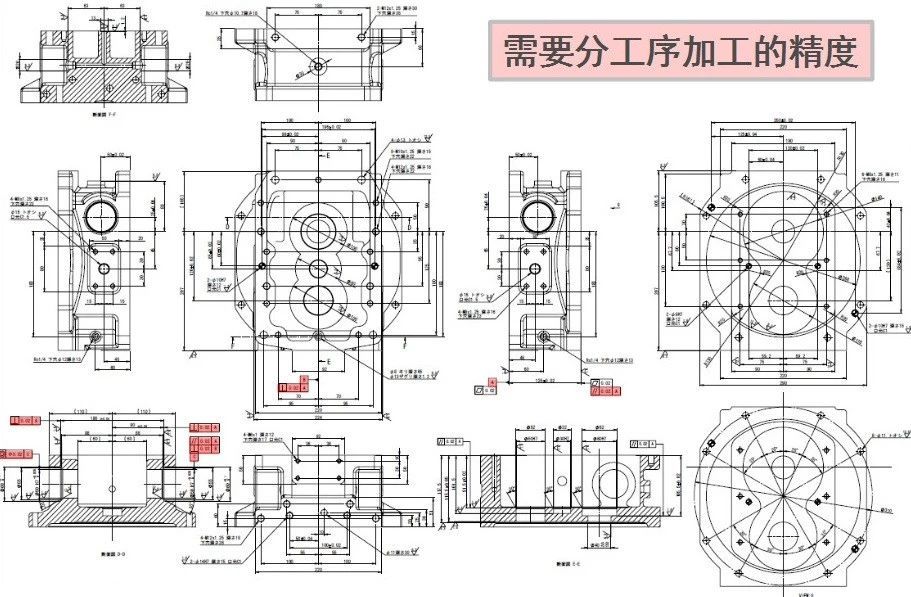
同一個加工面上尺寸公差與幾何公差是根據(jù)機(jī)床精度加工的���,不影響工序分類�。所以只需要把握在不同加工面上相關(guān)的尺寸公差和幾何公差���。根據(jù)上述條件進(jìn)行篩選后��,標(biāo)記圖中需要分工序加工的精度。
42處需要加工精度的尺寸公差和幾何公差中��,需要分工序加工的僅上圖標(biāo)記的幾個公差��。 根據(jù)加工的“精度能成立的關(guān)聯(lián)性”���,分辨需要同時(shí)加工的點(diǎn)為哪幾個��。
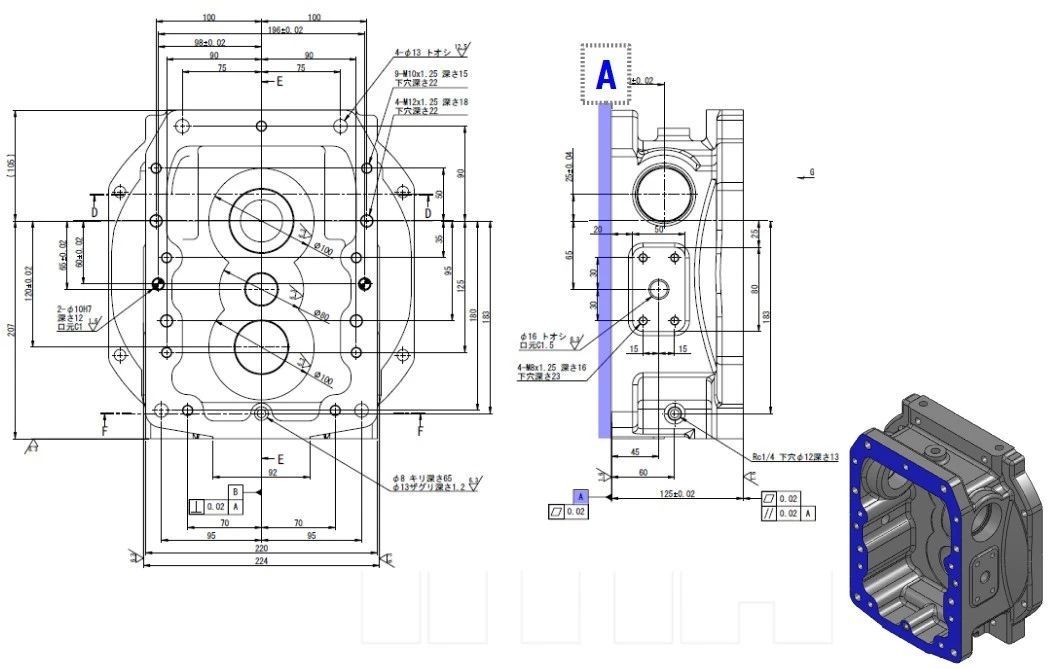
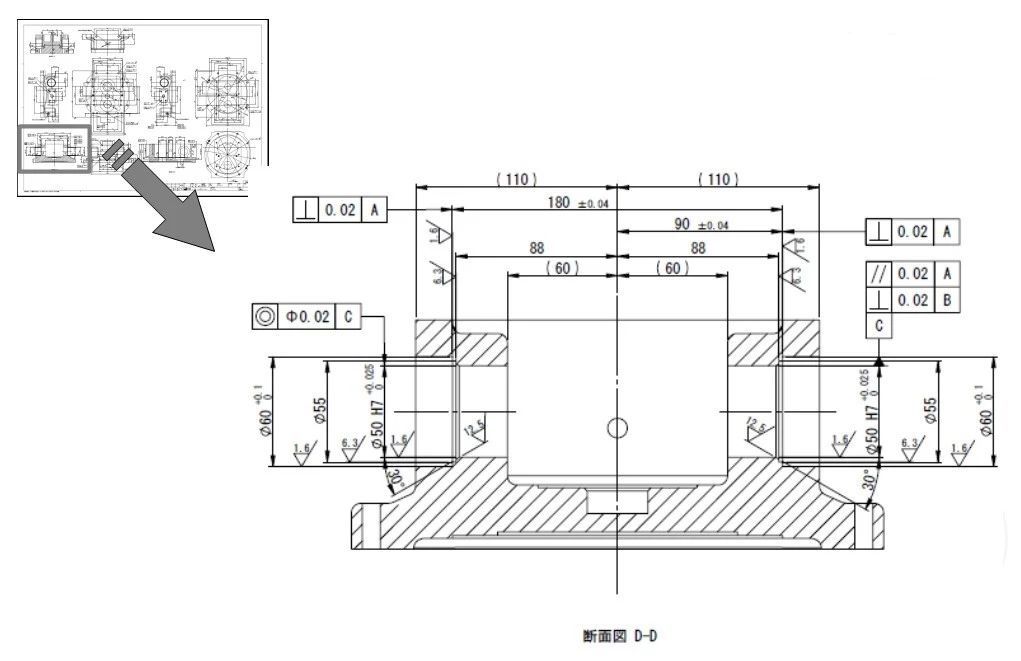
讓我們來詳細(xì)看一下紅色標(biāo)記的公差。首先需要確定基準(zhǔn)位置為哪一個面,此產(chǎn)品圖紙上的公差記號有「A」�、「B」、「C」3種�。 正面圖的右側(cè)圖上,記錄了A和B的基準(zhǔn)面���。
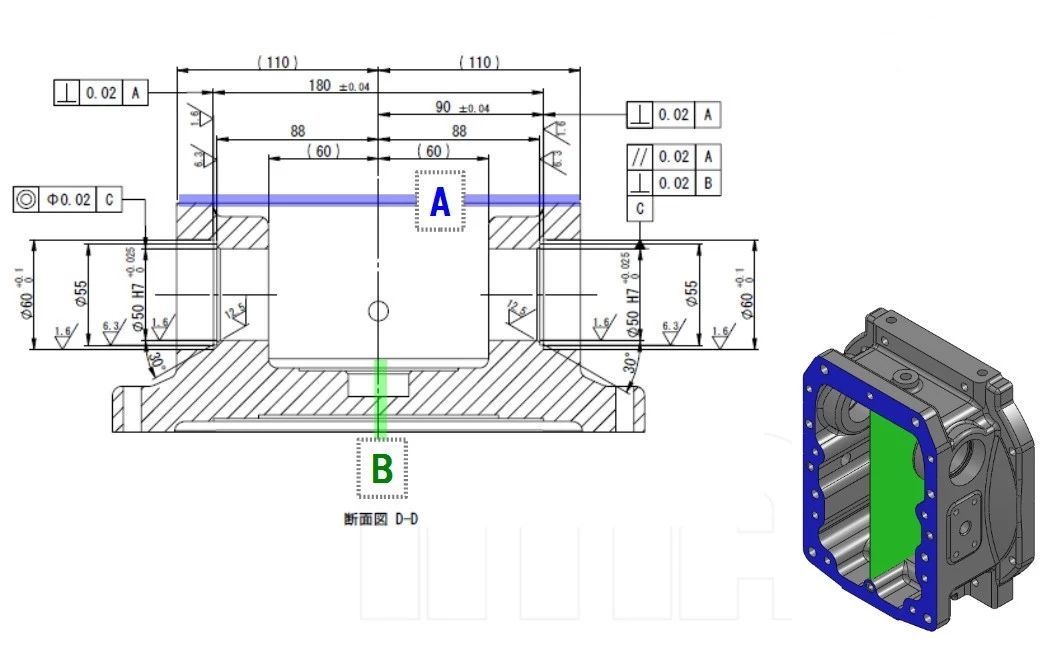
基準(zhǔn)「A」面是側(cè)面圖所示藍(lán)色的面,為正面圖的正前方的這個面����。
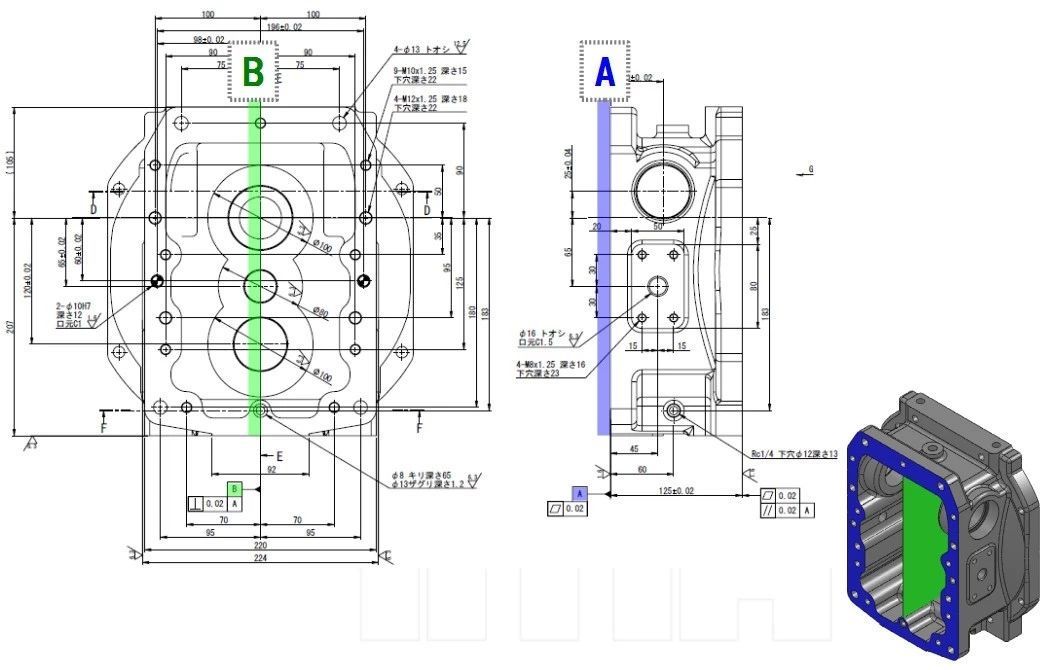
基準(zhǔn)「B」面是正面圖中心線,孔之間連接的面�。
這個基準(zhǔn)「B」面與基準(zhǔn)「A」面的垂直度的幾何公差為 0.02����。
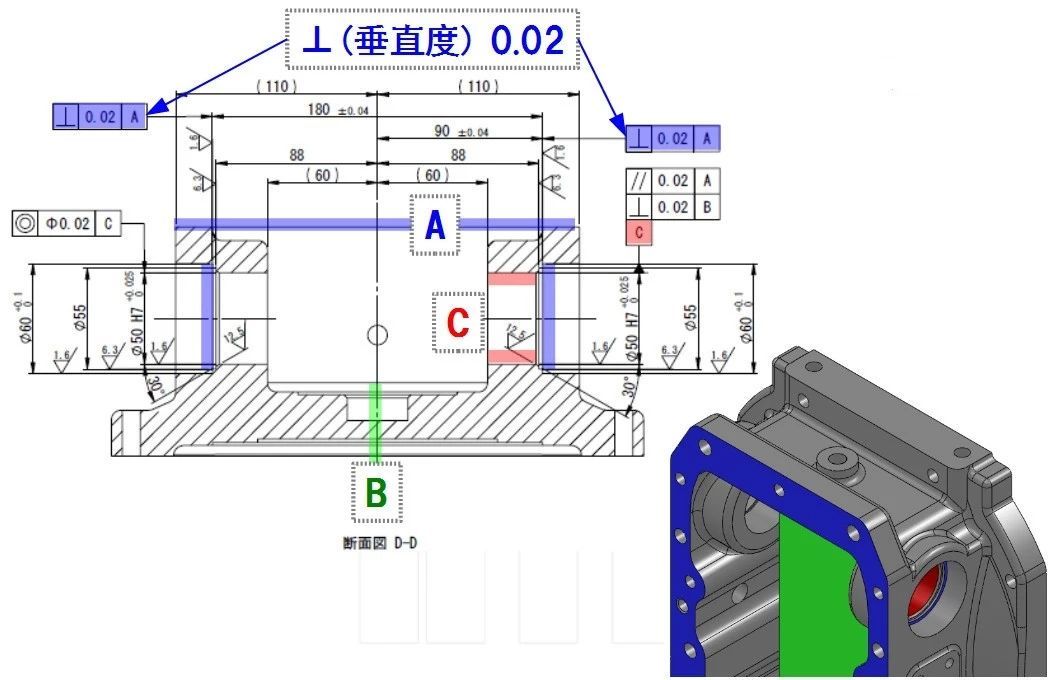
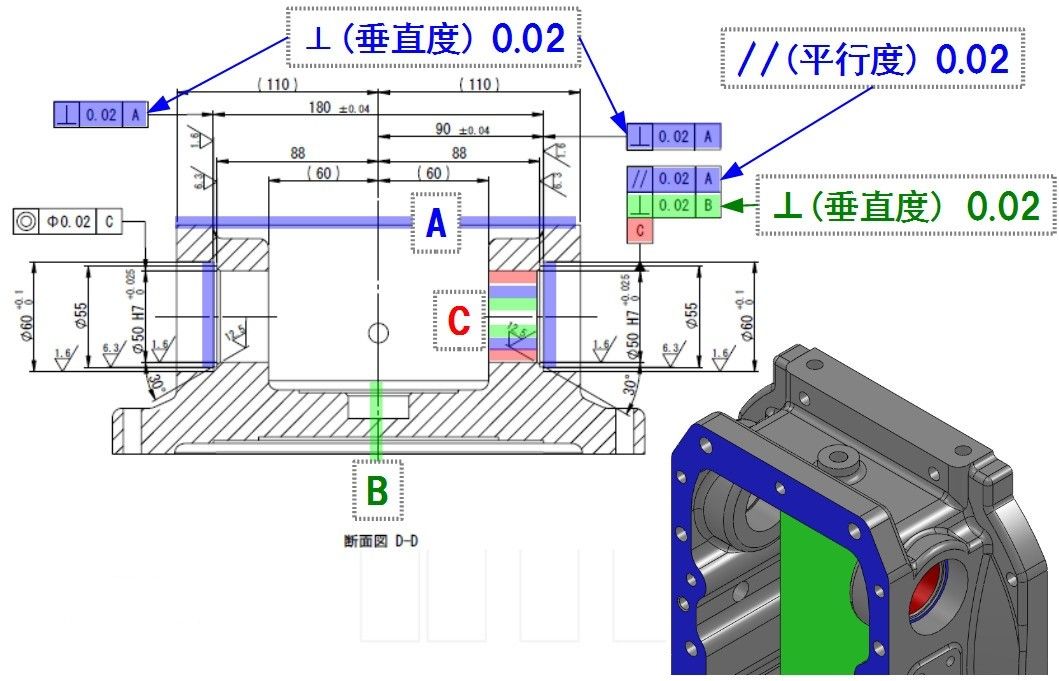
此精度的加工可以在正面加工的同時(shí),在同一個工序內(nèi)加工�����,所以精度保證沒有問題�����。那么只需要尋找相對于基準(zhǔn)「A」�、「B」面的幾何公差�。下圖為剖面圖 D-D 的放大圖。
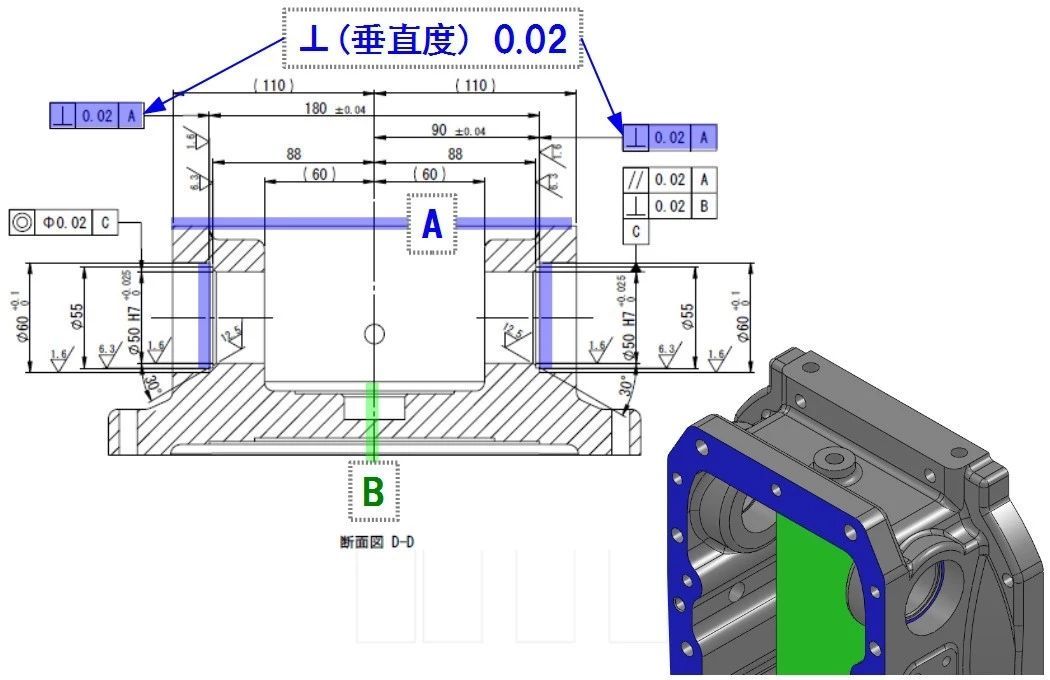
在這個視角中���,幾何公差都集中在此���,分別一個個檢查。首先為了方便理解��,先標(biāo)識出基準(zhǔn)「A」����、「B」面��。
橫向方向的沉頭孔面與基準(zhǔn)「A」面的垂直度為 0.02���。
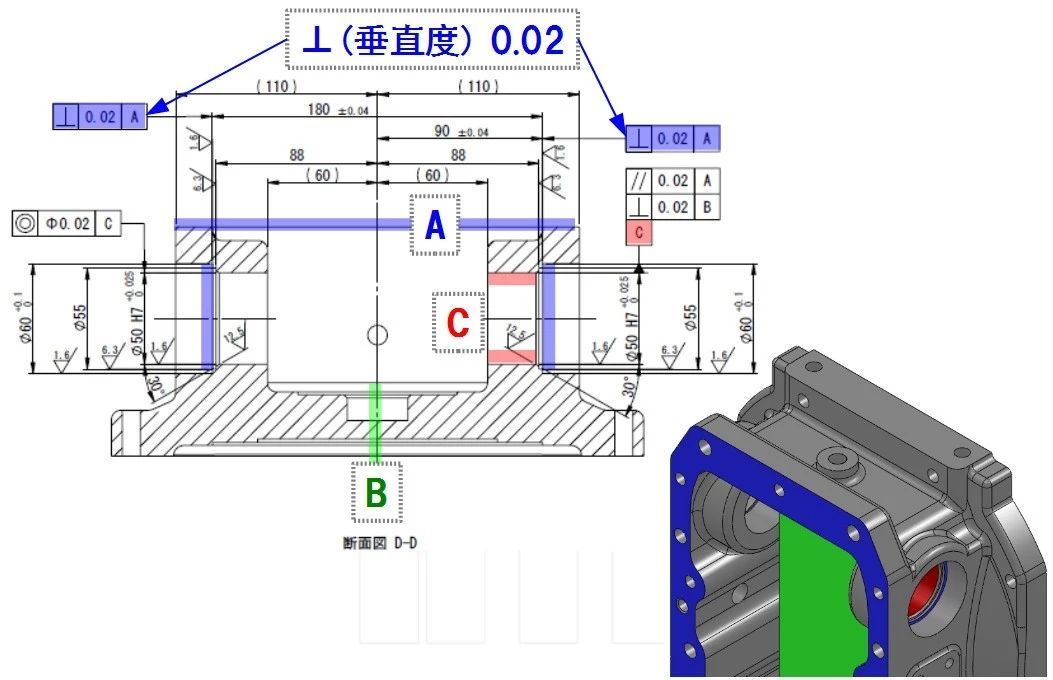
基準(zhǔn)「C」面,有橫向的加工孔�。
這個基準(zhǔn)「C」面的孔與基準(zhǔn)「A」面的平行度為 0.02。
此外��,相對于基準(zhǔn)「C」面�����,基準(zhǔn)「B」面的垂直度為 0.02�����。
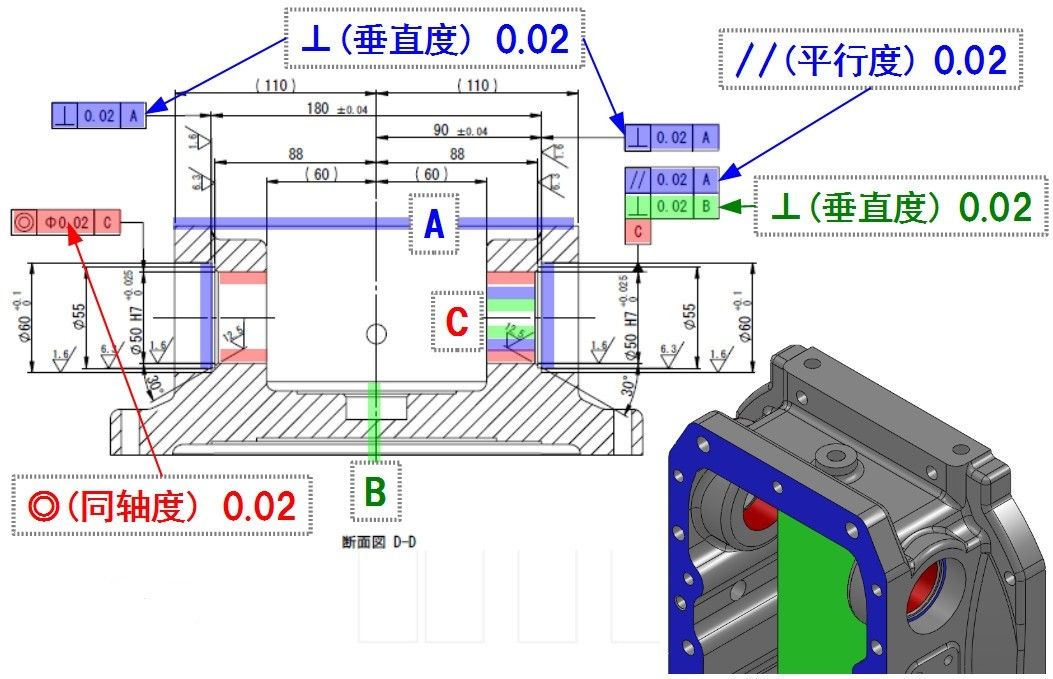
另外����,基準(zhǔn)「C」面與對面孔的同軸度為 0.02���。
綜上即可以判斷基準(zhǔn)「A」�、「B」面的加工和基準(zhǔn)「C」面橫向的孔位加工�����,能夠在同一個工序內(nèi)加工的話���,可以更容易完成精度要求��。
圖片
結(jié)合上述內(nèi)容�����,正式進(jìn)行工序分類,以需要在同一工序中加工的3個面作為最終工序����。
圖片
把精度要求最高的加工部位作為最終工序的理由:
・不會再因?yàn)楹罄m(xù)加工,導(dǎo)致加工變形
・以前置工序加工過的部位作為基準(zhǔn)���,工件可以在更為穩(wěn)定的狀態(tài)進(jìn)行下一步加工,加工精度更容易達(dá)標(biāo)��。
. }* V6 R4 }, |
作者: 18137630758 時(shí)間: 2023-3-3 10:43
好案例
作者: 壯志凌云1988 時(shí)間: 2023-3-3 11:56
學(xué)習(xí)學(xué)習(xí)
作者: astro914 時(shí)間: 2023-3-3 12:07
這個非常好����,詳細(xì),從加工工藝分析了工裝設(shè)計(jì)�,好貼!應(yīng)該加精
作者: 陳仙焰 時(shí)間: 2023-3-3 13:37
樓主����,你好,這個是日本的圖紙��,能否發(fā)一份比較清晰的圖紙嗎����?有興趣的朋友還可以自己畫個3D圖,然后設(shè)計(jì)一套工裝�����。
作者: 拖拉機(jī)ww 時(shí)間: 2023-3-7 19:34
/ _0 O: g2 F8 D學(xué)習(xí)學(xué)習(xí)
| 歡迎光臨 機(jī)械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |