機械社區(qū)
標題: 懸臂式鏜孔VS線鏜孔��,哪個加工曲軸更有優(yōu)勢��? [打印本頁]
作者: 一往冇前 時間: 2023-3-1 13:57
標題: 懸臂式鏜孔VS線鏜孔��,哪個加工曲軸更有優(yōu)勢��?
發(fā)動機缸體屬于典型的多面多孔的箱體類零件���,加工工藝復(fù)雜��。曲軸孔作為發(fā)動機缸體上的重要孔系��,它的加工質(zhì)量好壞直接影響發(fā)動機的裝配精度和整機性能��,需要依靠設(shè)備精度��、工裝夾具的可靠性和加工工藝的合理性等來保證���。
發(fā)動機曲軸工序分析
2 L1 M9 L1 S2 z! V: L發(fā)動機曲軸孔的加工一般包括三個工序:
粗鏜曲軸孔半圓—精鏜曲軸孔—鉸珩曲軸孔。精鏜曲軸孔是為了形成正確的幾何形狀��,這道工序尤為重要��。
目前精鏜曲軸孔的主要方式有:CNC+懸臂式鏜刀��、CNC+線鏜刀加工曲軸孔以及線膛專機等��。某公司的兩個基地分別采用前兩種加工方式對曲軸孔進行精加工���,通過對比可以發(fā)現(xiàn)懸臂式鏜刀和線鏜刀加工曲軸孔的優(yōu)劣���。
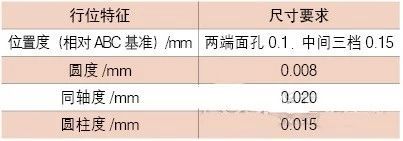
表1 精加工曲軸孔尺寸要求
某工廠的B系列發(fā)動機對曲軸孔精加工的控制尺寸如表1所示��。任何一個尺寸控制不好���,都可能造成曲軸安裝困難,回轉(zhuǎn)轉(zhuǎn)矩異常甚至曲軸抱死��。研究缸體曲軸孔加工工藝及設(shè)備能力���,對發(fā)動機的性能有至關(guān)重要的作用,對企業(yè)選擇加工方式���、制定應(yīng)對措施有一定借鑒作用��。
曲軸孔精鏜現(xiàn)狀
! {8 X* s \ R8 v
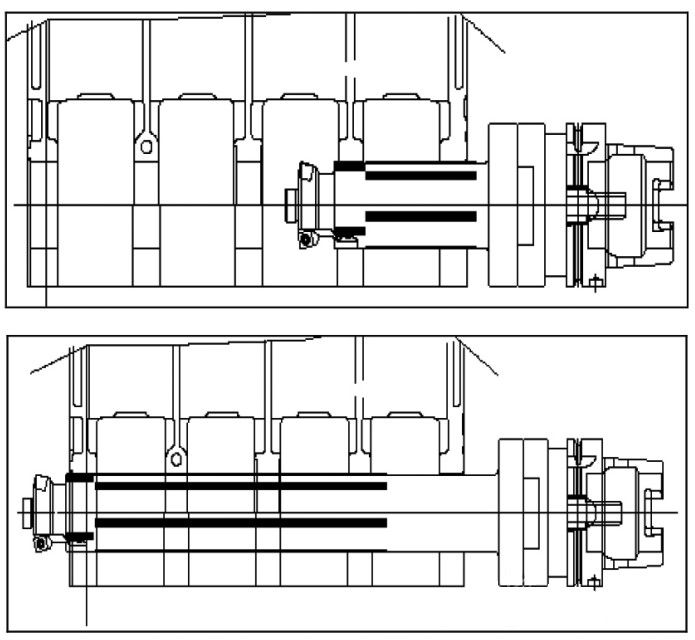
前期項目中��,某工廠采用“CNC+懸臂式組合鏜刀”的方式加工曲軸孔��。如圖1所示��,短刀加工第5���、第4兩檔曲軸孔作為導(dǎo)向,為保證各檔曲軸孔之間有較高的同軸度���,長刀需和短刀同方向進刀加工第三���、二���、一這三檔曲軸孔。
在加工過程中���,短刀先加工出兩檔曲軸孔��,長刀沿著短刀鏜刀進刀位置進刀加工���,并以前面加工好的前兩檔作為長刀體上導(dǎo)向條的支撐孔,通過刀具自定位保證各曲軸孔之間的位置度��。這種加工方式柔性高���,同一臺CNC可加工多個特征���,夾具相對簡單。
圖1
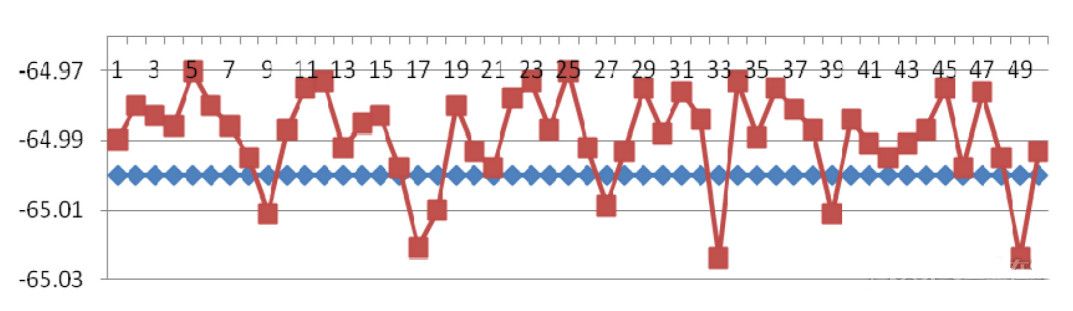
這種加工方式工藝簡單���,柔性高��,但有兩個因素會導(dǎo)致加工不穩(wěn)定:第一,以短刀加工的前兩個孔作為長刀的導(dǎo)向,則長刀的位置度就會受前兩孔加工質(zhì)量的影響���,因此前兩孔的直徑需要嚴格控制���,稍大將起不到導(dǎo)向作用���,偏小則會引起長刀導(dǎo)向條被刮傷報廢;第二��,長刀導(dǎo)體重切懸臂過長��,遠端下沉���,導(dǎo)致遠端曲軸孔位置度不好(見圖2),曲軸孔垂直方向波動大���,導(dǎo)致曲軸孔位置度Cpk能力較差���。
圖2 曲軸孔垂直方向位置
圖3是收集的近一年來的曲軸孔Cpk能力。從圖中可以看出��,受刀具懸臂過長影響,垂直方向的位置波動大��,導(dǎo)致曲軸孔過程能力較低��,偶有不達標的情況��,這就存在很大的質(zhì)量風險��。
圖3 曲軸孔Cpk能力
$ n2 P+ p5 J' Z* l1 [2 z4 Z2 J
工藝的改進
3 ^( y: ^- v ?% M- t9 |0 `/ I4 Y% I' Z- N
1.采用新的加工方式
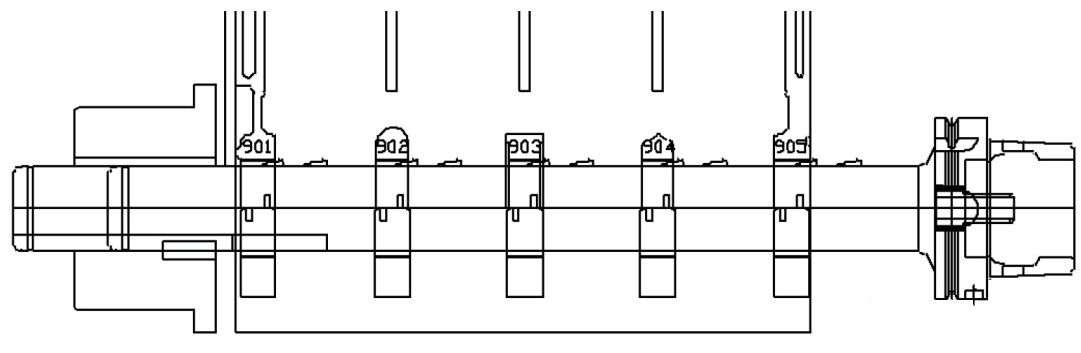
基于前期項目經(jīng)驗的加工方式缺陷��,改用“CNC+線鏜刀”的方式加工曲軸孔���。這種加工方式所采用的CNC帶有導(dǎo)套���,即在刀具遠端夾具上有一個導(dǎo)套,導(dǎo)套上有一個鍵���,線鏜刀(圖4)上有一個與之相配合的鍵槽���。加工時,線鏜刀先偏心進刀并與導(dǎo)套配合��,然后采用退刀“拉鏜”的方式精鏜曲軸孔���。加工中��,導(dǎo)套和鏜刀一起旋轉(zhuǎn)并支撐鏜刀刀頭��。這種鏜刀的刀片呈一條直線���,所以這種鏜刀也被稱為“線鏜刀”��。這種CNC柔性較高��,但是夾具相對復(fù)雜���,需要頂升和下降機構(gòu),以便刀具的偏心進刀��。
圖4 線鏜刀
2.兩種加工方式的對比
如表2所示���, CNC+懸臂式鏜刀與CNC+線鏜刀的加工方式各有優(yōu)勢。
表2
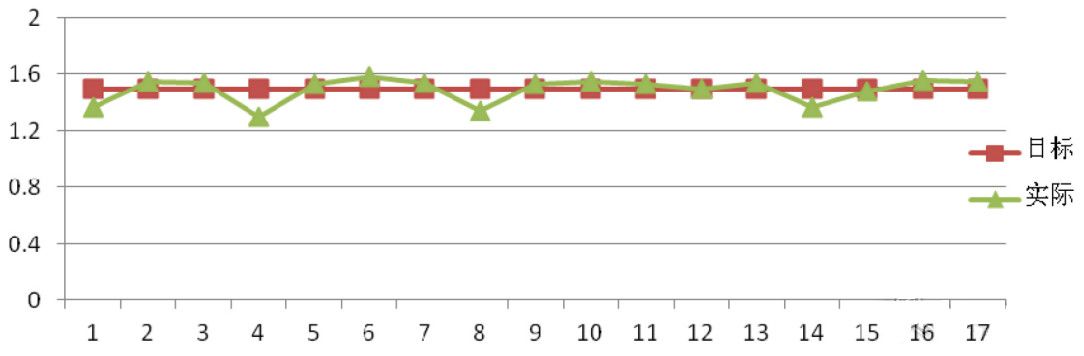
3.曲軸孔位置度Cpk的對比
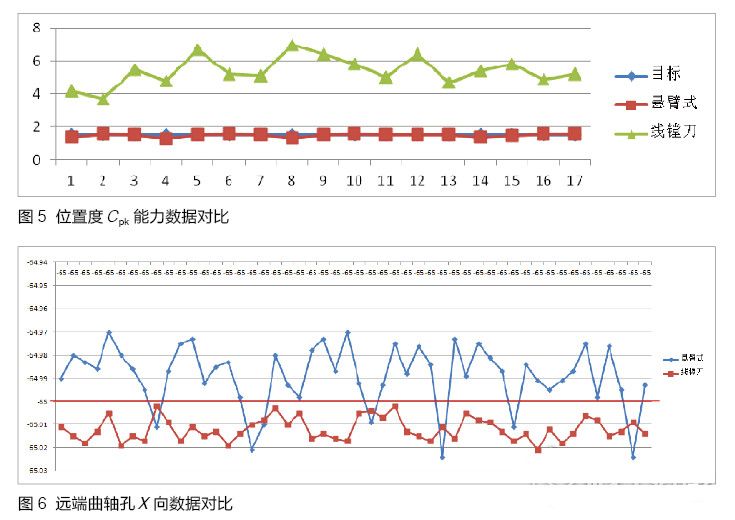
如圖5所示���,對比兩種加工方式下的曲軸孔位置度Cpk能力��,懸臂式的能力值有不達標的情況��,而線鏜刀能力值均達到目標值且整體比前者要好��。
如圖6所示���,對比刀柄遠端曲軸孔垂直方向的加工情況���,線膛工藝單方向波動較小,而懸臂式波動較大��,可見線鏜工藝的加工過程���、加工數(shù)據(jù)由于刀具遠端有軸承導(dǎo)套支撐而變得更加穩(wěn)定��,Cpk數(shù)值更高���。線鏜刀加工曲軸孔的穩(wěn)定性良好,其曲軸孔位置度的能力比懸臂式鏜刀要高出不少���,這也很好地解決了曲軸孔位置度Cpk能力較差的現(xiàn)狀��。
線膛工藝加工中的常見問題淺析
! h& T( |' y. \" U# Q: ^5 `
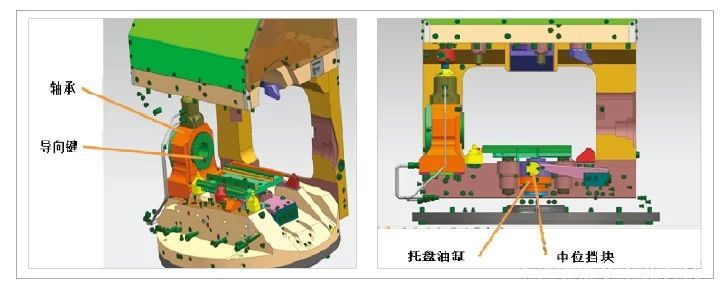
4 r3 S; q$ e4 K3 h$ t0 k9 w采用線鏜刀加工工藝后���,曲軸孔位置度能力提升明顯��,同時���,在驗收設(shè)備過程及正式生產(chǎn)過程中,此臺設(shè)備也新增了故障模式���。線膛工藝的機床夾具如圖7所示��,其夾具新增的軸承���、托盤油缸等是故障的主要發(fā)生點。
圖7
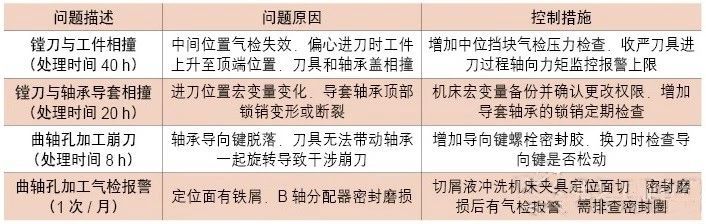
針對問題故障���,總結(jié)經(jīng)驗如表3所列��。線膛加工工藝的故障模式主要與夾具升降機構(gòu)���、偏心進刀等相關(guān)聯(lián)。每次故障后需要確認刀具的遠端跳動���、調(diào)整刀具的進刀位置、刀具和軸承導(dǎo)套的配合尺寸等,所以在驗收及正式生產(chǎn)兩年時間內(nèi)��,故障時間相對其他CNC來說比較長���。
表3
. |. J8 t0 M8 p" m
線鏜工藝是一把鏜刀一次進刀加工���,線鏜刀加工曲軸孔的位置度與懸臂式加工曲軸孔相比,有了很大的提升���。這種提升得益于線鏜刀這種加工方式的三大優(yōu)點:線鏜刀一刀10個直線分布的刀片���、5檔曲軸孔同時加工而且遠端有軸承導(dǎo)套支撐鏜刀。軸承導(dǎo)套支撐鏜刀刀頭很大程度上解決了CNC加工曲軸孔的共性問題——刀具懸伸長導(dǎo)致刀具跳動大��。這些都使得曲軸孔的加工過程更加穩(wěn)定��、可控���,避免了批量超差的情況���,減少了追溯、隔離工作��。
當然,線膛工藝也存在一些問題���,如在調(diào)整過程中所需的停線等待時間較長���;如需調(diào)整加工坐標時,只能通過定位銷��、定位面的調(diào)整來精調(diào)��;因軸承導(dǎo)套需與刀具配合��,若兩者配合異常會導(dǎo)致刀具與導(dǎo)套相撞���。
曲軸孔的加工是缸體生產(chǎn)線工藝策劃的關(guān)鍵��,需要保證曲軸孔的各項加工精度���。在保證產(chǎn)品技術(shù)要求的前提下,選擇一種適合自身的生產(chǎn)模式��。各個企業(yè)自身的實際情況不同��,在滿足現(xiàn)在生產(chǎn)需求和未來生產(chǎn)變化的情況下��,應(yīng)該結(jié)合多方因素綜合考慮,合理策劃��,采取合適的加工工藝���,使其盡可能發(fā)揮最大價值,以降低生產(chǎn)成本��,提升產(chǎn)品的競爭力���。
+ X6 W) M4 B2 X y7 G
| 歡迎光臨 機械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |