�C�^(q��)
���}: ��λ�c�A�o�������]��ô���� [��ӡ���]
����: һ����ǰ �r�g: 2023-2-28 13:27
���}: ��λ�c�A�o���]��ô����
���A���f�����ǣ���λ�c�A�o��Ŀ��ֻ��һ������׃�Ρ�
: ~! a# f" G; R& u% p; \$ K
# _4 s, J7 N2 K�@�ǘI(y��)����ʿ�����Y�A���OӋ�r�ĸ������������h������˺���������҂��ڽ��|���N�������^���ж��l(f��)�F(xi��n)�����OӋ������һЩ��λ���A�o�]�кܺý�Q���������һ�����پ߄�(chu��ng)���Եķ�������ʧȥ�������x�������˽ⶨλ�c�A�o���A֪�R���������ĸ����ϱ��C�A���OӋ�c�ӹ�������������������
��λ��֪�R
. ?5 i Q" N8 x2 I9 Z* o
һ�������Ĺ��������M�ж�λ�Ļ���ԭ�t
�Ĺ��������M�ж�λ�r����֧����ͬ��������3�cԭ�t���������ԭ�t�� �@��֧������ԭ�t��һ�ӵ��������Q֮��3�cԭ�t���Ǐġ�һ�lֱ���ϵ�3���c�Q��һ���桹�@��ԭ�t����������������4���c�У�3���c�ܛQ��һ�������������Կ������ԛQ��4���棬���Dz�����ζ�λ�����Ҫʹ��4�c��ͬһƽ������ஔ���y�������
��3�cԭ�t
����ʹ��4���̶��߶ȵĶ�λ���r������ֻ��ij̎��3���c�ܽ��|��������������µĵ�4�c�]�н��|�������Ŀ�����߀�Ǻܴ��������
������������ö�λ���r�����һ�㶼��3���c����ʣ����ұM�������Ӵ�3�c֮�g�ľ��x������
���⣬��λ�����Õr��������Ҫ���ȴ_�Jʩ�Ӽӹ�ؓ�ɵķ�������� �ӹ�ؓ�ɵķ���Ҳ���ǵ���/���ߵ����M������������M�������ĩ�����ö�λ�����������ֱ��Ӱ푵��������w���ȡ�
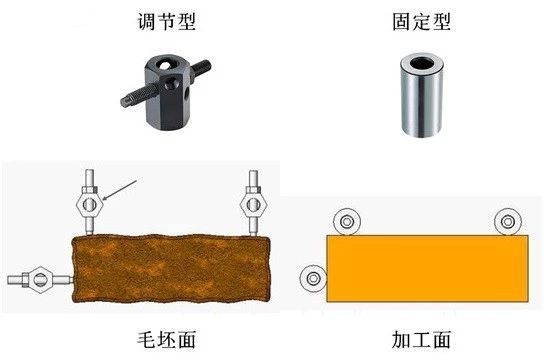
һ���ڹ���ë���涨λ�r�����ʹ����˨�Ϳ��{��(ji��)�Ķ�λ���������ڹ����ӹ��涨λ�r�����ʹ�ù̶���(�������|�潛(j��ng)�^��ĥ)��λ��������
��������Ĺ�����λ�Ļ���ԭ�t
���ù���ǰ�����мӹ���Ŀ��M�ж�λ�r�������Ҫʹ���й�����N���M�ж�λ����� ͨ�^�����ľ����c�N�����εľ�����ϣ�����(j��)��Ϲ����M�нM�����������ʹ��λ�����_�����H���������
���⣬��ʹ���N�Ӷ�λ�ĕr�������һ��һ��ʹ��ֱ���N��һ��ʹ�������N��������ô�@���b���͕�׃�ñ��^�������������ٕ����F(xi��n)�����c�N�ӿ�������r��
��ʹ���N��λ
��Ȼ������Ҳ����ͨ�^�{����Ϲ��ʹ�ɂ��N�Ӷ�ʹ��ֱ���NҲ�ǿ��Ե����������˸����ʵĶ�λ������ͨ��ʹ��һ��ֱ���N��һ�������N������Ч��������
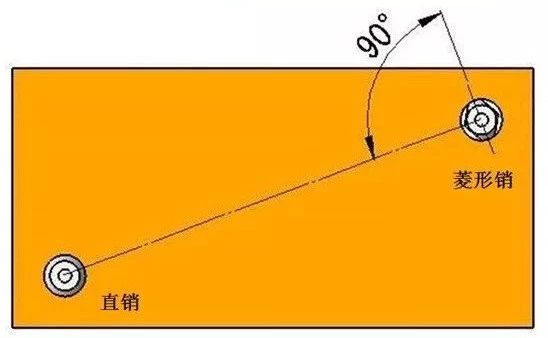
ʹ��һ��ֱ���N��һ�������N����r�r������ͨ�������N�����÷����c�������|̎�����B���cֱ���N�������N���B����ֱ�� 90�㣬�@�ӵ����÷�ʽ�Ǟ��˽���λ���������D����������
�A�o�������P֪�R
( a( [9 Y; T- c# J( u% W$ |. `3 g, C1 {2 [/ B
һ���A�o���ķ��
����(j��)�A�o����������һ��֞������:
�������҂�����һ�¸��N�A�o�������c������
1�����Ϸ����o�ĊA�o��
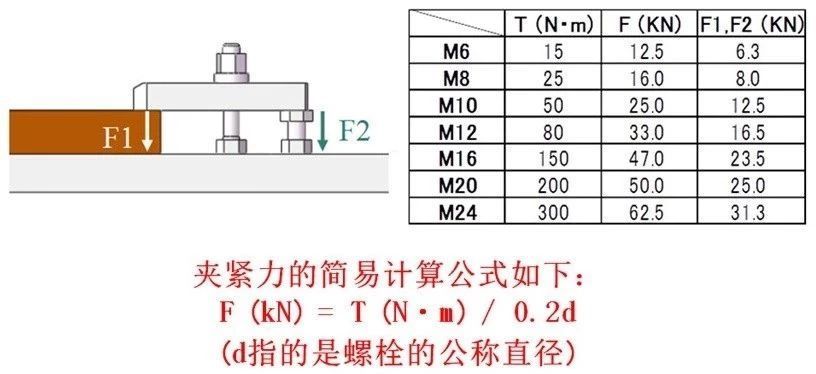
�Ĺ����Ϸ��M�Љ��o�ĊA�o���A�o�r��׃���������������ҹ����ӹ����(w��n)�������������һ����r�r�����ȿ� �]�ľ��ǏĹ������Ϸ��M�ЊA�o����� �Ĺ����Ϸ����o�ĊA���Ҋ�ľ����քәCеʽ�ĊA������������D���Q֮�顸���~ʽ���ĊA�o���� �����������p�^��˨��ǧ����������ĸ�M�϶��ɵĊA�o���Q֮�顸���~ʽ���A�o�������
���⣬���Ը���(j��)�����Π�������x��ͬ�Π�ĉ��匦�����N��ͬ�Π�Ĺ���������
���~ʽ�A�o���A�o�r��Ť�غ͊A�o�����Pϵ����������ͨ�^��˨�����M���M��Ӌ�������
�Ĺ����Ϸ��M�ЊA�o�ĊA�o���������~ʽ�A�o�����⣬߀��������ƵĊA�o�������
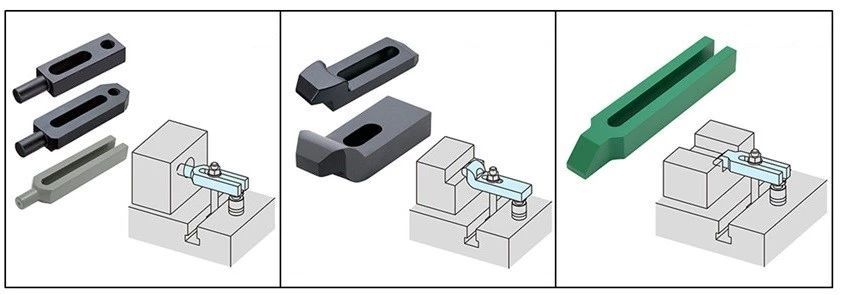
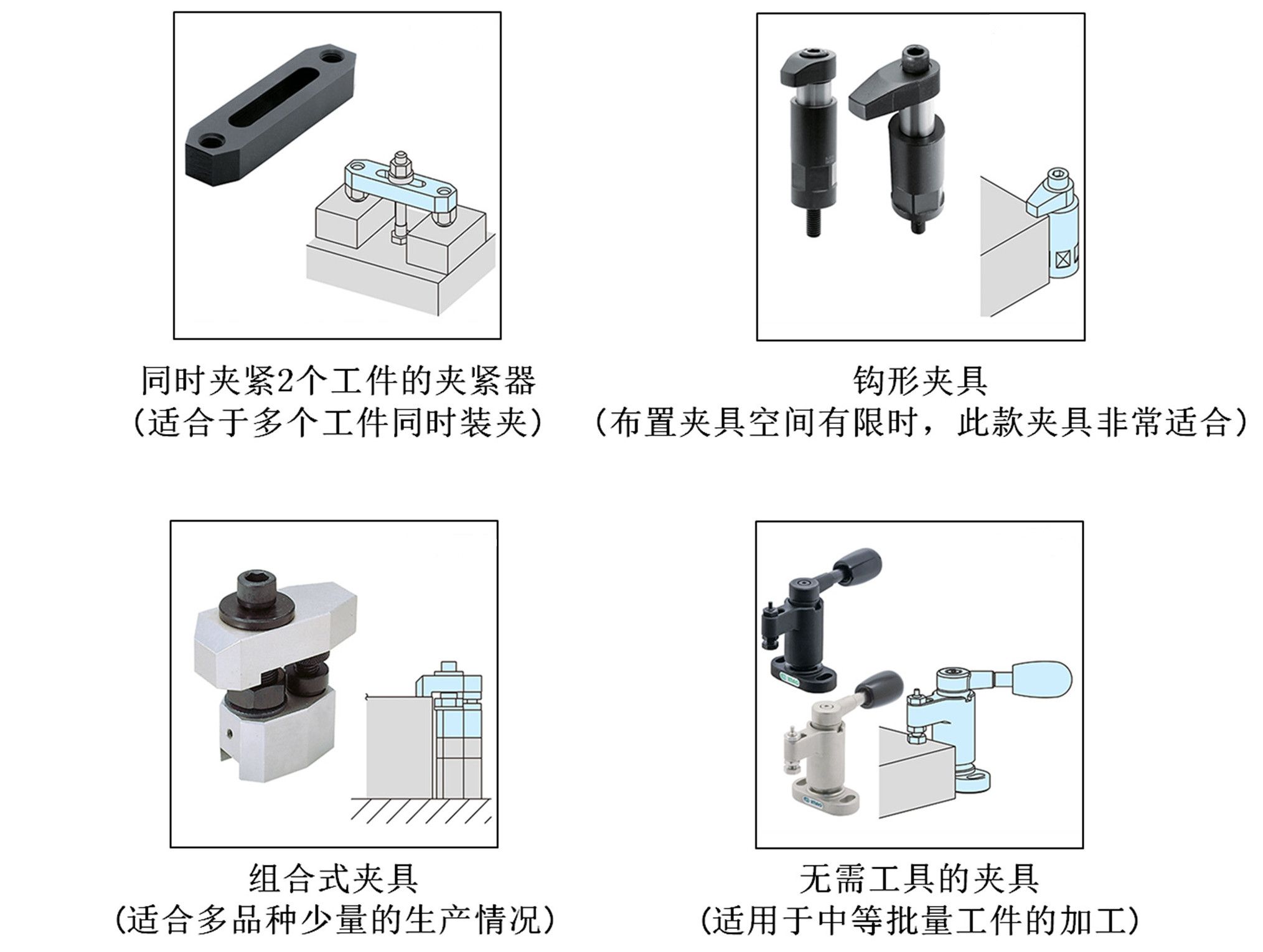
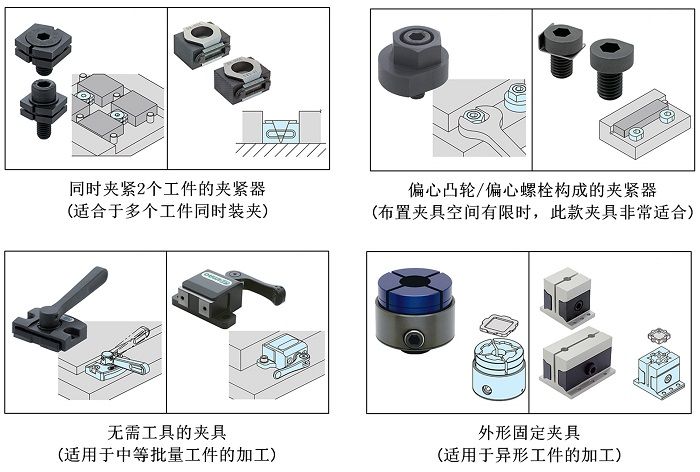
2������Ă����M�ЊA�o�ĊA�o��
������������Ϸ��A�o�����@�N�A�o��ʽ�Ǿ����(w��n)��������������ļӹ�ؓ��Ҳ����С�ġ����ǹ����Ϸ���Ҫ�ӹ���������ߏĹ����Ϸ��A�o�����Ǻܺ��m�ȵĸ��N��r���������²��Ĺ����Ϸ��M�ЊA�o�r����������x��Ĺ��������M�ЊA�o���������ǹ����������f�Ă����M�ЊA�o�r���a(ch��n)��һ���ϸ���������������@�����������DZ��Ҫ���OӋ�A�ߕrע��ġ�
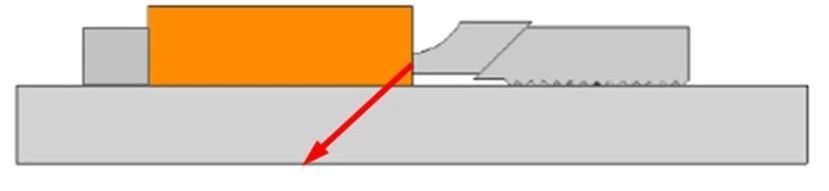
������̶��A��
�Ă����M�ЊA�o�ĊA�o��Ҳ�����ψD��ʾ������ڂ���a(ch��n)��������ͬ�r��������һ��б���µ����������@�N�A�߾Ϳ� ����Ч������ϸ���
�Ă����M�ЊA�o�ĊA�o��߀��������ƵĊA�o��������
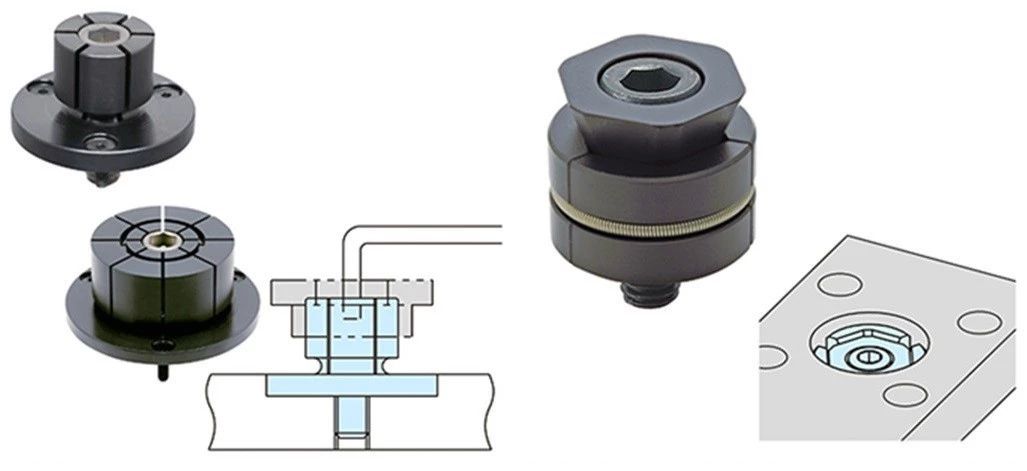
3���������o�����ĊA�o��
���������ڼӹ��ϱ���ĕr����������H�����Ϸ��M�ЊA�o�������Ă��扺�oҲ��������ֻ���·����o�����ķ������Ǻ����ĊA�o��ʽ��������·����o�����r�����������F���|�Ĺ�����ͨ���������ʹ�ô��FA�o�����������F���|Ľ��ٹ����r������һ�����ʹ��������P�ķ�ʽ�M�����o������
���� 2 �N��r���A�o���Ĵ�С�����ʹ��F��������P�Ľ��|��e�Ĵ�С���������������ӹ�С�����r�� �ӹ�ؓ��̫���������@�Ӽӹ�Ч��������ô���롣
��������P
���������ʹ�ô��F��������P�r�������c���F��������P�Ľ��|����Ҫ��һ���Ĺ⻬�Ȳ��܉�ȫ������������ʹ�á�
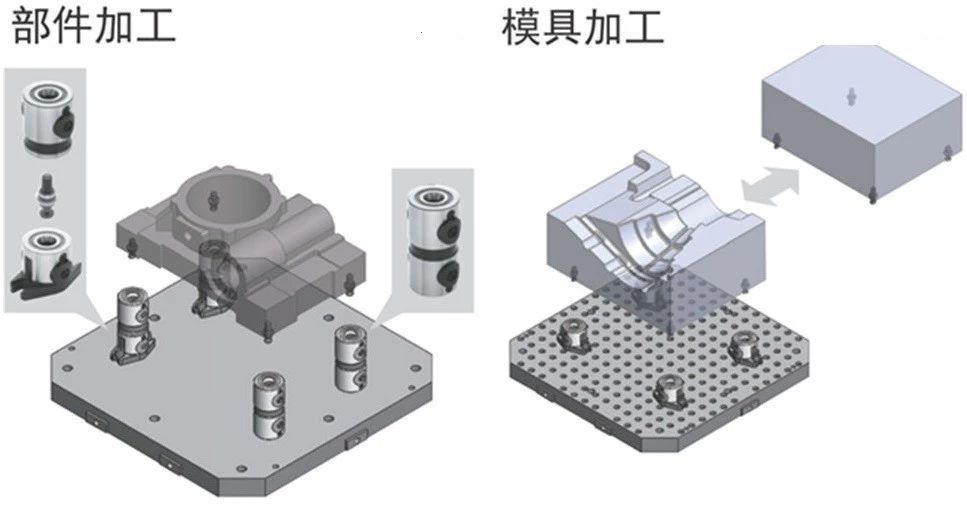
4��������ÿA�o�ĊA�o��
ʹ�� 5 �S�ӹ��C�M�ж���ͬ�r�ӹ�����ģ�ӹ��r��������˷�ֹ�A�ߺ��ߌ��ӹ����Ӱ푣�һ����x�� ʹ�ÿA�o�ķ�ʽ�DZ��^���m�������� �c�Ĺ����Ϸ��M�мӾo�͂����M�ЊA�o�ķ�ʽ��ȣ����ÿA�o�ķ�ʽ�������a(ch��n)����ؓ�ɸ�С������������Ч��ʽ����׃�Ρ�
�����ÿ�ֱ���M�мӹ�
���O������M�ЊA�o
�����A�A�o
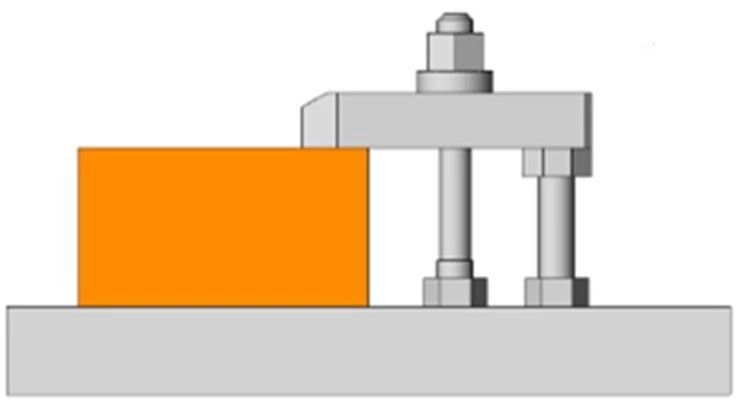
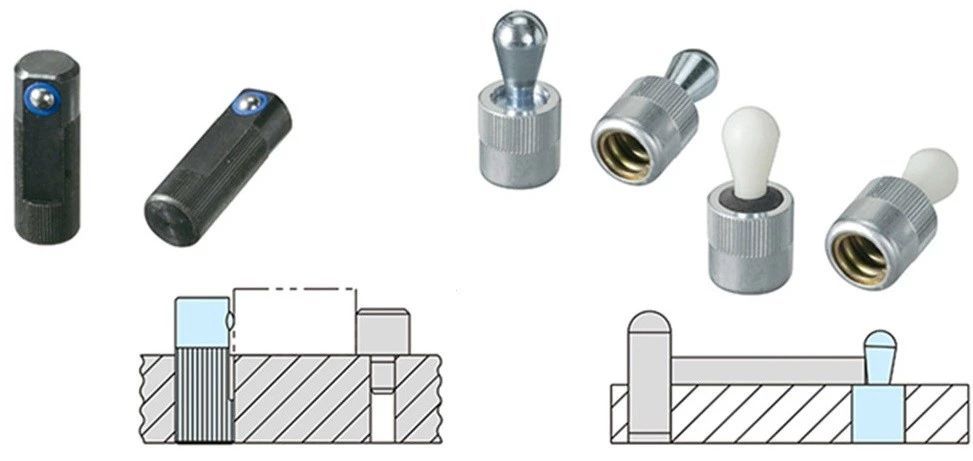
������Ҫ���f���ǹ����A�o����ĊA������������߲������������߲�����ʹ���A�A�oҲ�����P��Ҫ�ġ��ڵ����ϴ�ֱ�O�ù����ĕr��������������������ԭ��������䡣�@�r��ͱ������һ߅��ס����һ߅�����A�o��������
���A�A�o
��������Ǵ��������߶���(sh��)��ͬ�r�b�A�r�������ԕ�������½�������b�A�r�gҲ���L�������@�r��ʹ���@�N������A�A�o�a(ch��n)Ʒ���������ʹ�����ڱ��ֲ��ӵĠ�B(t��i)�²����A�o������������������������� �p�ٹ����b�A�r�g�����
�����x��A�o���r��ע�����
��ͬһ�����b��ʹ�ö�NĊA�o���r������A�o&�����õĹ���Ո�ձؽy(t��ng)һ��������������D���������ö�N���߰����M�ЊA�o�����r�������ˆT�����wؓ����׃����������ҹ������w���b�A�r�gҲ��׃�L�������������҈D�������ѹ��߰��ֽy(t��ng)һ����˨�ߴ�Ҳ�y(t��ng)һ����������F(xi��n)�������ˆT�����
�������b�A�IJ�����
���⣬���ÊA�o���ĕr���������Ҫ�M���ܵĿ��]�������b�A�IJ���������������b�A�ĕr����Ҫ�Aб�b�A��Ԓ������@�Ӳ����Ծͺܲ�������������OӋ�A�߹��b�ĕr����Ҫ����a(ch��n)���@�N��r��
1 v& v; B% J0 m# D* W
����: 18137630758 �r�g: 2023-2-28 16:05
��Փ���˶�������������H�ӹ��^�����������^��λ������ȱ���o��֧�εĬF(xi��n)����ձ�
����: �����Q �r�g: 2023-2-28 16:44
���x����
����: okmeiyou �r�g: 2023-2-28 22:46
�A�ߵ��OӋ�Ĵ_��һ�T�W�����OӋ�ú����������������a(ch��n)�M�С�
����: cyq508 �r�g: 2023-10-20 20:20
�x�x����
����: �����Q �r�g: 2023-10-25 13:39
���x����
| �gӭ���R �Cе��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |