�C(j��)�^(q��)
��(bi��o)�}: ���I�ǶȵĶ�λ���� [��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2023-2-18 13:29
��(bi��o)�}: ���I�ǶȵĶ�λ����
PART 01 ܇�ӹ��A�߷������w���r��܇�ӹ����мtɫ��������Ҫ��һ���Լӹ��ꮅ�������
8 z5 Y m6 }( u+ c
5 V' e2 g( i, ]" v+ _& f$ }
˼�S����
A���÷ǘ�(bi��o)��צ�A��A�Ϳ��ԡ�
% k- x& @4 ]8 w P
B�����������
6 H$ [6 N6 U: ?5 \) w5 R
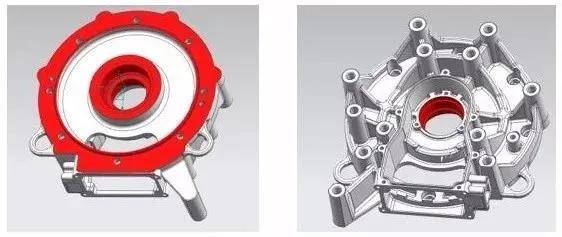
PART 02 ���I�ǶȵĶ�λ����9 N: e2 E1 ` N: A& o V
���w���r�����N�����Ҫ�ͻ��I�Ђ�(g��)�Ƕȣ�λ�ö�Ҫ��0.1�����Q�ɽǶȡ�0.29�ȡ������F(xi��n)���ǂ�(g��)ĸ���I��Ƶģ�����Ч�����������80%�ܡ�0.15�����������20%��������������0.4���������@��һȦ���мӹ���λ�����2�^㊱��������g��������浹���������I߀�һ��(g��)ȱ�I�����
" @; J" ~3 a2 p/ m$ {6 i0 D
4 G9 q- y2 m t' o8 R4 x! l' X. w
( M1 @% g& S8 Z! D) J* a
˼�S����
A��v�Ͷ��A�����֣������N�Ӷ���������A�o��ӹ�������(g��)�X�^(gu��)��λ��������һ��(g��)�X���������λ����һ���Ǐ��Ե�������
0 v0 [1 Y7 s6 l; U9 d @0 d
- X$ [6 }/ w2 E& n0 G. S9 A' T; [8 O w
B���Q�y(c��)�����ھ��y(c��)���Ԅ�(d��ng)���������
0 `6 a6 O/ Z( `& h( g
PART 03 ��������p�������M���ă�(y��u)ȱ�c(di��n)9 X4 v6 K' X; E8 |- d! l
���w���r���ɹ�(ji��)��ֱ��9�L�������S��ƽ�жȲ�ܶ�����F(xi��n)�����о��ȿ����@�U(ku��)�q�������
9 {7 Q7 Y$ I+ v4 R- U
˼�S����
A�����п��Ծ��ӹ�����������p���DZ��^���y(t��ng)�Ĵ��M������������пڴּӹ�Ч�ʸ�������������S��һ��Ҫ���ӹ�������M�����@��(g��)���Π�����������߅�ǂ�(g��)С�ײ���ֻ���@�������Ҫ�U(ku��)һ�������������❍�Ȳ���Ӱ푃ɹ�(ji��)���|(zh��)�������߀Ҫ�q���^(gu��)һ�¡�
/ h8 ^+ w6 v1 C/ k) T9 c9 @
B������һ��(g��)㊵����L(zh��ng)�U�����㊵�ֱ������8.8�������@�^��8.5�����������ֱ���@�������w�Ͻ�ֱ���@����������ȱ��C����ڹ��b�ϲ���(hu��)׃�����������׃�κ�С��
# w4 ~' j& G" q" Z
����: 328Feng_328 �r(sh��)�g: 2023-2-18 15:52
��
����: 18137630758 �r(sh��)�g: 2023-2-20 13:26
�@�ǂ�(g��)���а���������������Ĺ�����(j��ng)�v����p����ã�������������ǰ݅��
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |