�C(j��)�^(q��)
��(bi��o)�}: 3+2�c5�S(li��n)��(d��ng)��ʲô�^(q��)�e�� [��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2023-2-13 09:54
��(bi��o)�}: 3+2�c5�S(li��n)��(d��ng)��ʲô�^(q��)�e���
01
3+2��λ�ӹ�
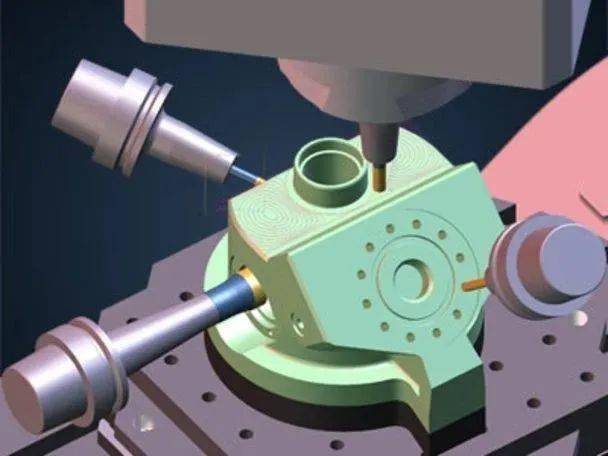
��һ��(g��)���S��������(zh��)�Еr(sh��)���ʹ�����S�C(j��)���ăɂ�(g��)���D(zhu��n)�S���������߹̶���һ��(g��)�Aб��λ�ã�3+2�ӹ����g(sh��)������Ҳ�ɴ˶���(l��i)����@Ҳ������λ���S�C(j��)������?y��n)���Ă�(g��)�S�͵��傀(g��)�S���Á�(l��i)�_���ڹ̶�λ���ϵ��ߵķ�������������ڼӹ��^(gu��)�����B�m(x��)�������
+ v: e `. P1 ]$ `+ \9 d( n& x
- x* M- I$ n( [' k/ \/ K
3+2��λ�ӹ���ԭ�팍(sh��)�|(zh��)�Ͼ������S�������ض��Ƕ�(������λ��)�ϵČ�(sh��)�F(xi��n)����(ji��n)�ε��f(shu��)������Ǯ�(d��ng)�C(j��)���D(zhu��n)�˽Ƕ��Ժ�߀������ͨ���S�ķ�ʽ�M(j��n)�мӹ����
0 @( f: }. ]4 `/ F
02
5�S(li��n)��(d��ng)�ӹ�
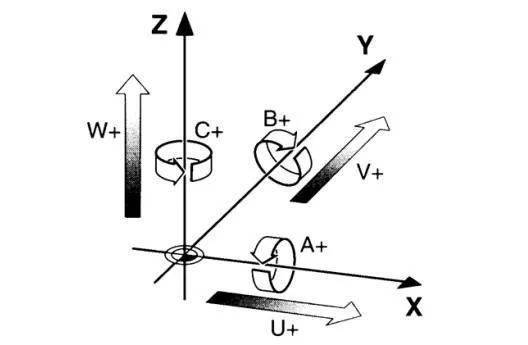
����(j��)ISO��Ҏ(gu��)������������(sh��)�ؙC(j��)�����\(y��n)��(d��ng)�r(sh��)����������ֱ������(bi��o)ϵ�������ƽ�������S������(bi��o)�S���x��Z�S���@X���Y��Z�S�����D(zhu��n)����(bi��o)�քe��A���B��C���ͨ�����S(li��n)��(d��ng)��ָX��Y���Z��A���B������5��(g��)����(bi��o)�ľ��Բ��a(b��)�\(y��n)��(d��ng)��
. d4 I3 N9 [ K: Q# i
% Y; a. V$ o' m5 i( h' O( }
03
3+2��λ�c5�S(li��n)��(d��ng)�ą^(q��)�e
3+2��λ�ӹ��c5�S(li��n)��(d��ng)�ӹ��m�õ��ИI(y��)��(du��)��ͬ���5�S(li��n)��(d��ng)�ӹ��m������ӹ���3+2��λ�ӹ��m����ƽ��ӹ����
7 a3 v h: `) M# B* K2 P P
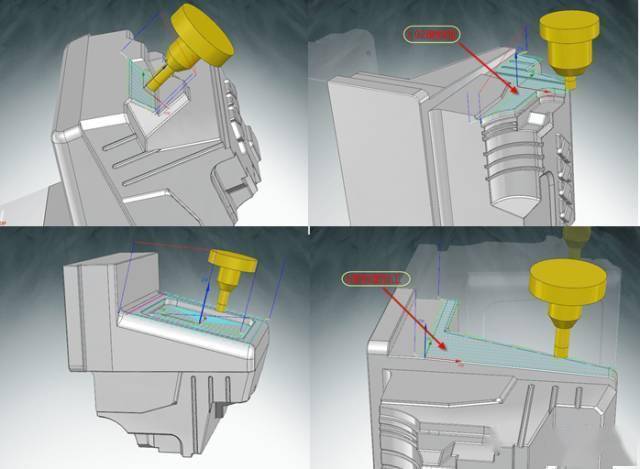
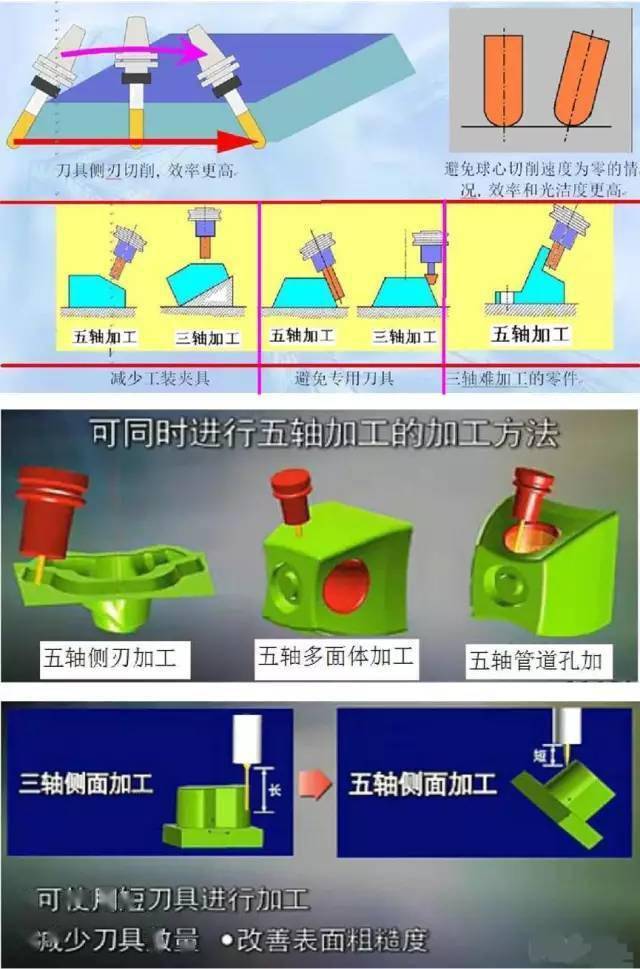
3+2��λ�ӹ��ă�(y��u)��(sh��)��
1������ʹ�ø��̵ģ����Ը��ߵ������������
2�����߿����c�����γ�һ���ĽǶȣ����S�^������ø�������x����������
3�������Ƅ�(d��ng)���x�������������a�������
: o+ M! M( G1 a
3+2��λ�ӹ��ľ����ԣ�
3+2��λ�ӹ�ͨ�����J(r��n)�����O(sh��)��һ��(g��)��(du��)���S�ij����Ƕ������(f��)�s��������Ҫ���S����(g��)�Aбҕ�D�Ը��w����(g��)���������@�ӕ�(hu��)��(d��o)�µ���·���دB���Ķ����Ӽӹ��r(sh��)�g���
; s9 ~- n& Q8 E: V! ^" y8 Y! z* Q2 a( a# M
5�S(li��n)��(d��ng)�ӹ��ă�(y��u)��(sh��)��
) c. W: G) o$ p4 a7 B( j" n2 A
1���ӹ��r(sh��)�o(w��)������A�ߣ������ˊA�ߵijɱ���������˶���b�A�����ģ�ӹ��������
2���p�يA�ߵ�ʹ�Ô�(sh��)����
3���ӹ���ʡȥ�S�����������Ķ������˵��߳ɱ���
4���ڼӹ��������ӵ��ߵ���Ч�������L(zh��ng)������pС����������ߵ���ʹ�É���������ͳɱ����
7 Q6 q) z* M2 O5 I
5�S(li��n)��(d��ng)�ľ����ԣ�
! G5 x$ F; `" Z1 H! W4 ^
1�����3+2��λ�������S����Ҫ��һЩ���
2����Щ��r���˲������S���������絶��̫�������̫��ʹ�κAб�ǵĹ��r�¶����ܱ������(d��ng)���
3�����3�S�C(j��)�����ӹ������`������
h9 J% u3 I+ v! f( R
- |; M7 R; }7 _" o$ ]1 H4 j
04
�����S�c�����S
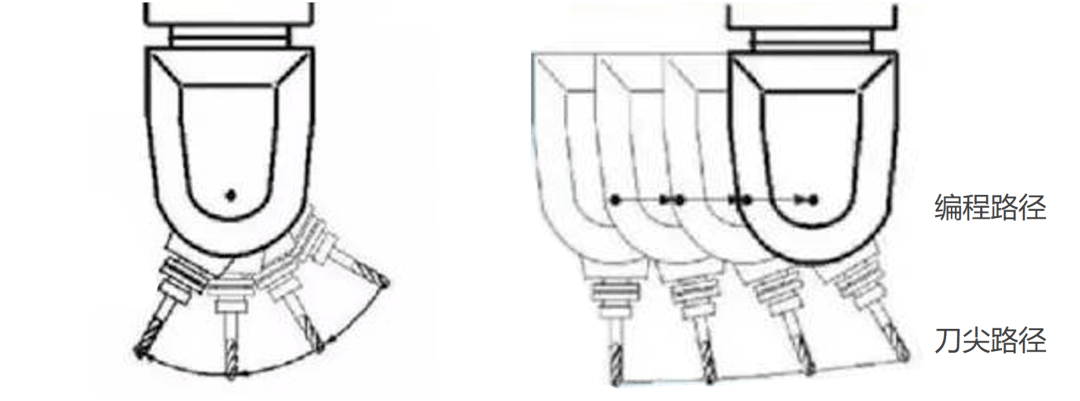
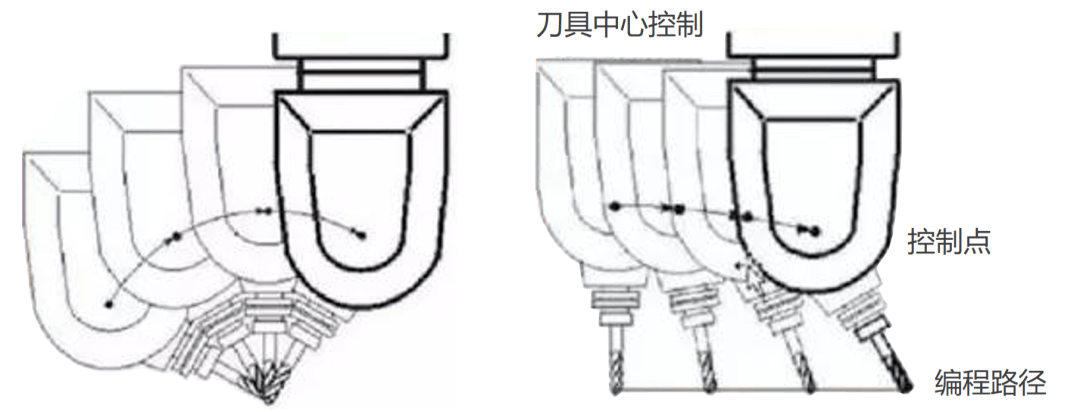
���S������RTCP��������ܸ���(j��)���S�Ĕ[�L(zh��ng)�����D(zhu��n)�_(t��i)�ęC(j��)е����(bi��o)�M(j��n)���Ԅ�(d��ng)�Q������ھ��Ƴ���r(sh��)���ֻ��Ҫ���]����������(bi��o)�������Ҫ���]���S�Ĕ[�L(zh��ng)�����D(zhu��n)�_(t��i)��λ�á�
: {" ^& o4 E0 p5 J0 b
�Ƿ��������S������ǿ��傀(g��)�S�Ƿ�(li��n)��(d��ng)��������SҲ�����S(li��n)��(d��ng)�����SҪ����RTCP�����S���㷨����������ֶȼӹ����Уңԣãй��ܵ������SֻҪ�O(sh��)��һ��(g��)����(bi��o)ϵ���ֻ��Ҫһ�Ό�(du��)���O(sh��)����(bi��o)���������S�t�韩�ܶ����
0 @5 o e3 G( n- u0 T
7 _6 {$ ^/ ?$ W- e9 t
�](m��i)��RCTP���ܵ���r
3 c, K: I! j. a; T: }# H) r; E8 l4 p
1 {1 @* O3 U3 f( h+ d$ x
��RCTP���ܵ���r
1 E4 ^- f, ?& E" \& a; \: [$ O
����RTCP���ܵĔ�(sh��)��ϵ�y(t��ng)������ֱ��ʹ�õ��⾎������o(w��)�迼�]���D(zhu��n)�S���ľ��x����(y��ng)��RTCPģʽ���������5����(bi��o)�ӹ��Ϳ���ֱ��ᘌ�(du��)���ߵ�����������D(zhu��n)���S�^�����������˾��͕̾�(hu��)׃�ú�(ji��n)�Ρ���Ч�ܶ����
+ `& @0 C5 |" N- [
6 w/ {# x4 E* _3 S8 t1 ^
�ĈD���҂����Կ��������(du��)���p�D(zhu��n)�_(t��i)�����S����Ҫ�O(sh��)�ö������(bi��o)����_(d��)���ֶȼӹ���Ŀ�ġ�������ǔ[�^ʽ���S����t�ֶȼӹ�Ҳ��������������?y��n)�[�^���S�������¼ӹ��ĕr(sh��)��������džΪ�(d��)�ģ��\(y��n)��(d��ng)���ǣ��c�ػ��һ���\(y��n)��(d��ng)����˕r(sh��)�ļ����S�����̌�ʮ���韩����{(di��o)ԇ�������y����˕r(sh��)Ҳ����ʹ�����S�ģ�51ƫ�ƹ��ܡ�
# |0 G1 ]" e- D, }. [. B
: A( L, ?5 Y; ?+ c" ^9 X
����: 328Feng_328 �r(sh��)�g: 2023-2-13 10:19
�W(xu��)��(x��)�W(xu��)��(x��)
����: frinkpu �r(sh��)�g: 2023-2-14 23:47
���x��������
����: �����Q �r(sh��)�g: 2023-2-16 11:30
���x����
����: cyq508 �r(sh��)�g: 2023-10-20 20:27
�W(xu��)��(x��)һ��
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |