ҷC(jЁ©)РөЙз…^(qЁұ)
ҳЛ(biЁЎo)о}: ӣ_үә№ӨЛҮіЈТҠИұПЭј°®a(chЁЈn)ЙъФӯТт [ҙтУЎұҫн“(yЁЁ)]
ЧчХЯ: Т»НщғУЗ° •r(shЁӘ)йg: 2023-2-3 14:15
ҳЛ(biЁЎo)о}: ӣ_үә№ӨЛҮіЈТҠИұПЭј°®a(chЁЈn)ЙъФӯТт
ӣ_үәДЈҫЯКЗФЪӣ_үәјУ№ӨЦРЈ¬ҢўІДБПјУ№ӨіЙБгјюЈЁ»т°ліЙЖ·Ј©өДТ»·NМШКв№ӨЛҮСbӮд���ЎЈ
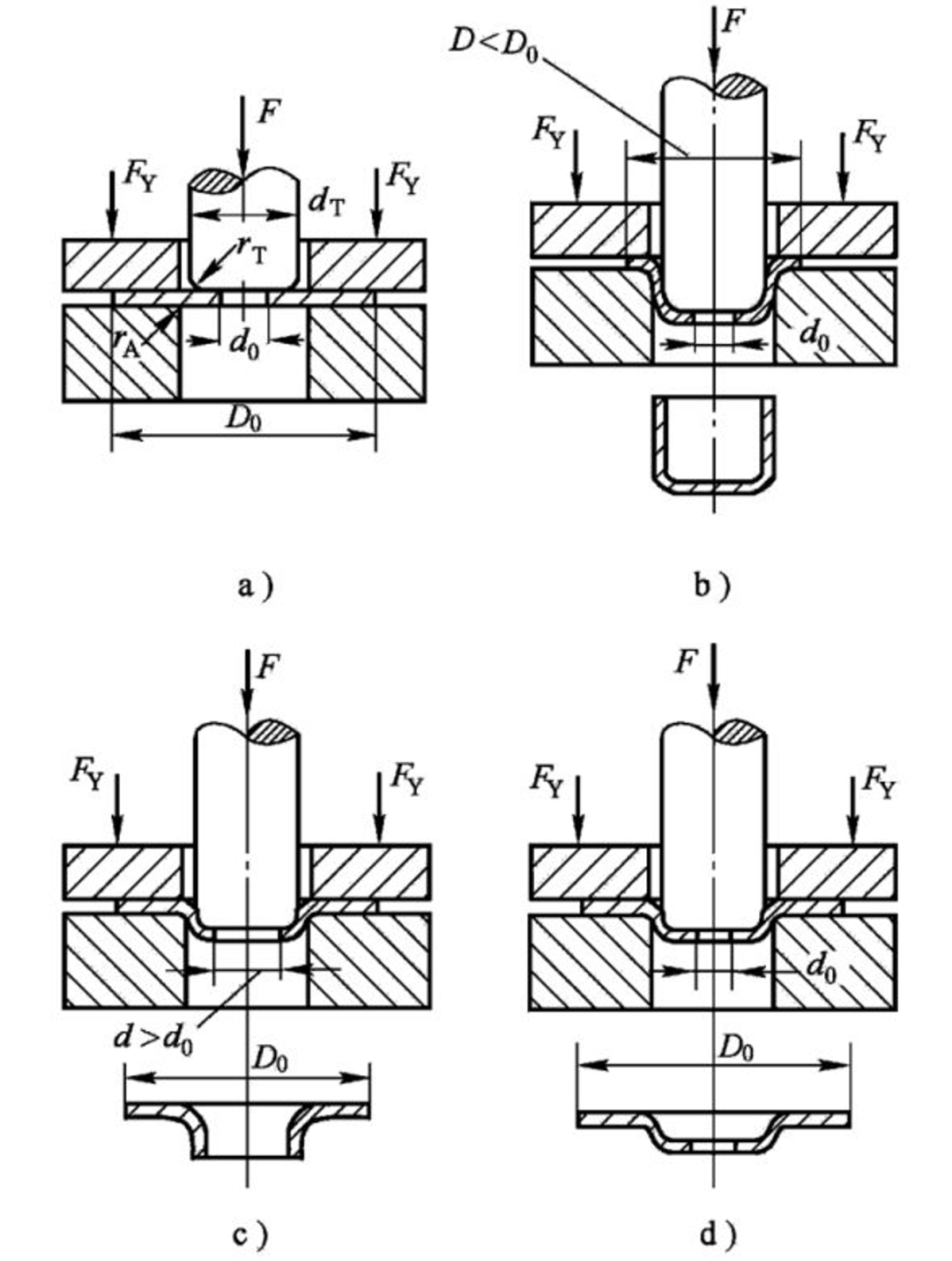
ёщ“ю(jЁҙ)№ӨЛҮРФЩ|(zhЁ¬)·ЦоҗЈәӣ_ІГДЈЎўҸқЗъДЈ�ЎўАӯЙоДЈЎўіЙРОДЈөИ����ЎЈ
ёщ“ю(jЁҙ)№ӨРтҪMәПіМ¶И·ЦоҗЈә?jiЁЈn)О№ӨРтДЈЎўҸ?fЁҙ)әПДЈ���Ўўјү(jЁӘ)ЯM(jЁ¬n)ДЈ�ЎЈ
: A; R. n! c/ x) ?" x
/ D' |& N8 W% b) |6 H
Јб)іЙРОДЈ Јв)АӯЙоДЈ Јг)·ӯЯ…ДЈ Јд)ГӣРОДЈ
ӣ_үәЙъ®a(chЁЈn)өДИэТӘЛШЈәәПАнөДӣ_үә№ӨЛҮ���ЎўПИЯM(jЁ¬n)өДДЈҫЯ����ЎўёЯР§өДӣ_үәФO(shЁЁ)ӮдЎЈ
: N- p1 g. ]: A+ f+ u" q. S
0 x+ T/ |: u5 T6 Z0 X9 ?, u. p
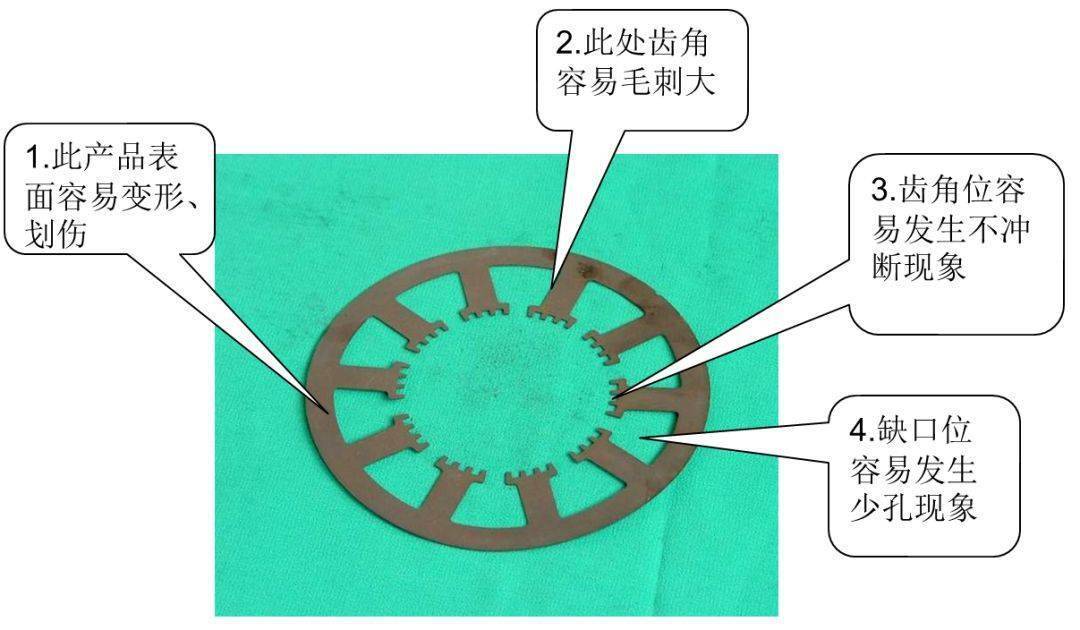
1. ВдБП�Ўўӣ_ҝЧЎўРЮЯ…
ИұПЭЈәГ«ҙМЯ^ҙу���ЎўЧғРО�ЎўұнГж„қӮы�����ЎўіЯҙзІ»·ы�����ЎўЙЩҝЧөИ
1Ј©Г«ҙМЯ^ҙуЈәН№°јДЈйgП¶Я^ҙу»тЯ^Р���Ў����Ј»ИРҝЪДҘ“p���Ј»Ң§(dЁЈo)Птҫ«¶ИІо�����Ј»Н№°јДЈО»ЦГІ»Н¬РДөИ���ЎЈ
2Ј©ЧғРОЈәҝЧҫаМ«РЎ�Ј»үәБП°еЕc°јДЈРНГжЕдәПІ»әГЈ»йgП¶Я^ҙуөИ�ЎЈ
3Ј©ұнГж„қӮыЈәІЩЧч•r(shЁӘ)УРНПЎўАӯөИ¬F(xiЁӨn)Пу�Ј»°еБПФЪјфЗРЯ^іМЦР„қӮыөИЎЈ
4Ј©іЯҙзІ»·ыЈәЙПБПІ»өҪО»�����Ј»¶ЁО»СbЦГ“pүД»тЛЙ„У(dЁ°ng)���Ј¬О»ЦГёZ„У(dЁ°ng)өИ����ЎЈ
5Ј©ЙЩҝЧЈәӣ_о^ХЫ”а�����Ј»ӣ_о^йL(zhЁЈng)¶ИІ»үтөИЎЈ
! s- s6 b) g7 l( M5 D
( C! M% X( y' ^, \ Q
ВдБП�����Ўўӣ_ҝЧ����ЎўРЮЯ…®a(chЁЈn)Ж·ИЭТЧ®a(chЁЈn)ЙъИұПЭО»ЦГ
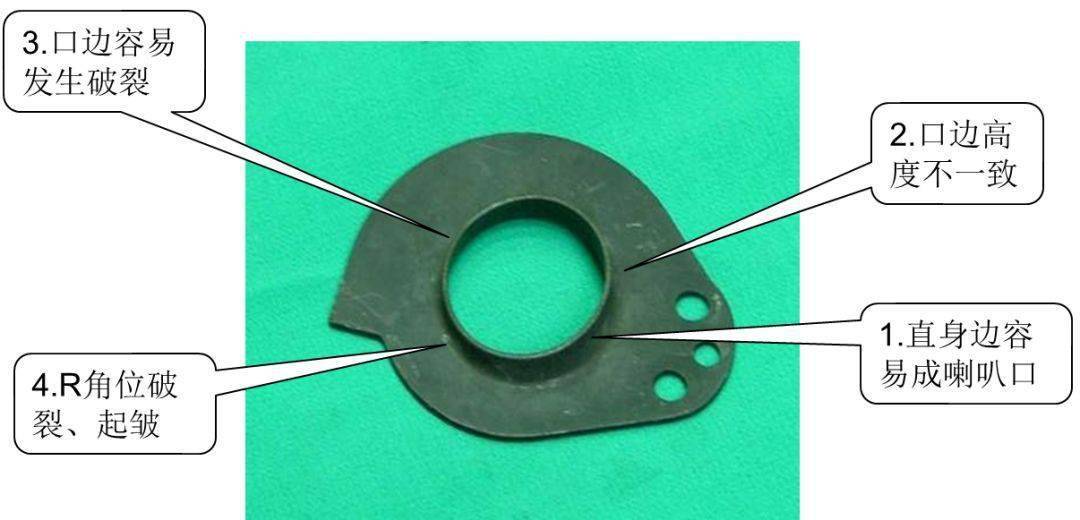
2. АӯСУ
АӯСУ®a(chЁЈn)Ж·ИЭТЧ®a(chЁЈn)ЙъИұПЭО»ЦГ
- @% t, I- Z* q" J8 v6 Y
3. ·ӯЯ…
ИұПЭЈә·ӯЯ…І»ҙ№ЦұЎў·ӯЯ…ёЯ¶ИІ»Т»ЦВ�Ўў·ӯЯ…АӯГ«Ўў·ӯЯ…БСөИ�ЎЈ
1Ј©·ӯЯ…І»ҙ№ЦұЈәН№°јДЈйgП¶Я^ҙуЎЈ
2Ј©·ӯЯ…ёЯ¶ИІ»Т»ЦВЈәН№°јДЈйgП¶І»ҫщ„т���Ј»¶ЁО»І»ңК(zhЁіn)����Ј»ВдБПјюіЯҙзІ»ңК(zhЁіn)���ЎЈ
3Ј©·ӯЯ…АӯГ«ЈәИРҝЪУРӮыәЫ����Ј»БгјюұнГжУРлsЩ|(zhЁ¬)Ј»ИРҝЪУІ¶ИМ«өН�ЎЈ
4Ј©·ӯЯ…БСЈәРЮЯ…•r(shЁӘ)Г«ҙМҙуЈ»Н№°јДЈйgП¶М«Р�ЎЈ»·ӯЯ…МҺРО оУРН»Чғ�����ЎЈ
6 O) L& Q8 |" V0 G1 j
·ӯЯ…®a(chЁЈn)Ж·ИЭТЧ®a(chЁЈn)ЙъИұПЭО»ЦГ
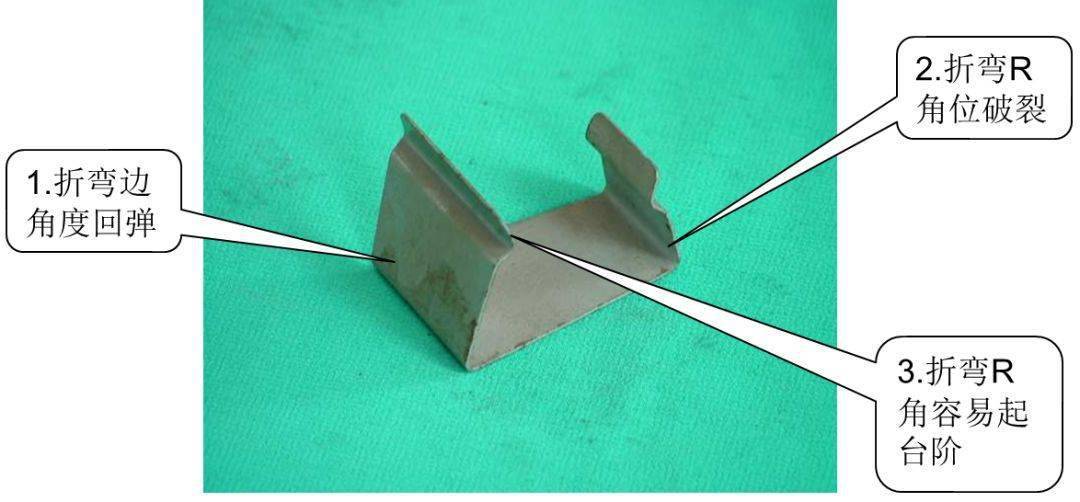
4. ХЫҸқ
ИұПЭЈәХЫҸқҪЗ¶ИІ»әПёс�����ЎўХЫҸқЯ…ЖЖБС�ЎўХЫҸқRҪЗМҺУРЕ_(tЁўi)лAөИ�����ЎЈ
1Ј©ХЫҸқҪЗ¶ИІ»әПёсЈәН№°јДЈйgП¶Я^ҙу�����ЎўН№°јДЈЕдәПҪЗ¶ИІ»ЖҘЕд°еІДБПәсұЎІ»Т»�ЎЈ
2Ј©ХЫҸқЯ…ЖЖБСЈәН№°јДЈйgП¶Я^РЎ���Ј»ХЫҸқҪЗ¶ИЯ^Р�ЎЈ»ӣ_ІГБҰЯ^ҙуЛЩ¶ИЯ^ҝм����Ј»°еІДБПЖ«УІЎЈ
3Ј©ХЫҸқRҪЗУРЕ_(tЁўi)лAЈәН№°јДЈХЫҸқҪЗЯ^ҙу����Ј»НвRҪЗЯ^ҙуЈ»ХЫҸқБҰЯ^РЎ�ЎЈ
9 \0 j- f! w/ U/ ?
ХЫҸқ®a(chЁЈn)Ж·ИЭТЧ®a(chЁЈn)ЙъИұПЭО»ЦГ
1 g; b: S: p/ L
5. ҸUБПМшСЁ
1Ј©ӣ_о^йL(zhЁЈng)¶ИІ»үтЈ¬°ҙӣ_о^ИРҝЪЗРИл°јДЈТ»ӮҖ(gЁЁ)БПәсјУ1mmёь“Qӣ_о^����Ј»
2Ј©°јДЈйgП¶Я^ҙуЈ¬ёоИлЧУңpЙЩйgП¶»тУГЕыёІҷC(jЁ©)ңpРЎйgП¶���Ј»
3Ј©ӣ_о^»тДЈ°еОҙИҘҙЕ����Ј¬Ңўӣ_о^»тДЈ°еУГИҘҙЕЖчИҘҙЕ�ЎЈ
& p! K. f4 ?# I0 d" h
6. ҸUБП¶ВСЁ
1Ј©ВдБПҝЧРЎ»тВдБПҝЧЖ«О»јУҙуВдБПҝЧЈ¬К№ВдБПнҳ•і�����Ј»
2Ј©ВдБПҝЧУРө№ҪЗЈ¬јУҙуВдБПҝЧИҘіэө№ҪЗ�Ј»
3Ј©ө¶ҝЪОҙ·ЕеF¶ИЈ¬ҫҖёоеF¶И»т·ҙГж”U(kuЁ°)ідҝЧңpРЎЦұұЪО»йL(zhЁЈng)¶И���Ј»
4Ј©ө¶ҝЪЦұұЪО»Я^йL(zhЁЈng)����Ј¬·ҙГжг@ҝЧ�Ј¬К№ө¶ҝЪЦұұЪО»ҝs¶М���Ј»
5Ј©ИРҝЪұА���Ј¬ФміЙЕыдhҙ󣬶ВБПЦШРВСРДҘИРҝЪ�ЎЈ
" K: H( R' X" K* }6 e
7. ЕыдhІ»Бј
1Ј©ИРҝЪұАЈ¬ФміЙЕыдhЯ^ҙуЦШРВСРДҘИРҝЪ����Ј»
2Ј©ӣ_о^Еc°јДЈйgП¶Я^ҙуЈ¬ҫҖёоИлүK���Ј¬ЦШРВЕдйgП¶�����Ј»
3Ј©°јДЈө¶ҝЪ№вқҚ¶ИІо�Ј¬’Ғ№вө¶ҝЪЦұұЪО»Ј»
4Ј©ӣ_о^Еc°јДЈйgП¶Я^РЎ�Ј¬ЦШРВКЎДЈЈ¬ЕдйgП¶�Ј»
5Ј©н”БПБҰЯ^ҙуЈ¬·ҙПтАӯіцЕыдh“QҸ—»Й����Ј¬ңpРЎн”БПБҰЎЈ
. w) ~# r* S' S9 f" i; ?
8. ЗРЯ…І»эR
1Ј©¶ЁО»Ж«ТЖХ{(diЁӨo)Хы¶ЁО»���Ј»
2Ј©УРҶОЯ…іЙРН����Ј¬АӯБПјУҙуүәБПБҰ�����Ј¬Х{(diЁӨo)Хы¶ЁО»���Ј»
3Ј©ФO(shЁЁ)УӢ(jЁ¬)еe(cuЁ°)Х`���Ј¬ФміЙҪУө¶І»ЖҪЦШРВҫҖёоЗРЯ…ө¶ҝЪиӮүK�Ј»
4Ј©ЛНБПІ»ңК(zhЁіn)Х{(diЁӨo)ХыЛНБПЖч�����Ј»
5Ј©ЛНБПІҪҫаУӢ(jЁ¬)ЛгУРХ`ЦШРВУӢ(jЁ¬)ЛгІҪҫа���Ј¬ЦШ¶ЁҪУө¶О»�ЎЈ
( e, I# ?/ d8 @
9. ӣ_о^ТЧ”а
1Ј©й]әПёЯ¶ИЯ^өН����Ј¬ӣ_о^ЗРИлө¶ҝЪІҝО»Я^йL(zhЁЈng)Х{(diЁӨo)Хый]әПёЯ¶И����Ј»
2Ј©ІДБП¶ЁО»І»®”(dЁЎng)Ј¬ФміЙӣ_ҝЧӣ_о^ЗРҶОЯ…���Ј¬Х{(diЁӨo)Хы¶ЁО»»тЛНБПСbЦГТтКЬБҰІ»ҫщ”аБС�Ј»
3Ј©ПВДЈҸUБП¶ВЛАө¶ҝЪ�Ј¬ФміЙӣ_о^”аЦШРВг@ҙуВдБПҝЧ�����Ј¬К№ВдБПнҳ•і�����Ј»
4Ј©ӣ_о^өД№М¶ЁІҝО»ЈЁҠA°еЈ©ЕcҢ§(dЁЈo)ПтІҝО»РЮЕд»тЦШРВҫҖёоИлүKК№ӣ_о^ЙППВнҳ•іЈЁҙт°еЈ©Ж«ТЖ����Ј»
5Ј©ҙт°еҢ§(dЁЈo)ПтІ»Бј����Ј¬ФміЙӣ_о^ҶОЯ…КЬБҰЦШРВРЮЕдҙт°ейgП¶Ј»
6Ј©ӣ_о^ө¶ҝЪМ«¶М�Ј¬Еcҙт°еёЙЙжЦШ?fЁҙ)Qӣ_о^Ј¬ФцйL(zhЁЈng)ө¶ҝЪІҝ·ЦйL(zhЁЈng)¶И���Ј»
7Ј©ӣ_о^№М¶ЁІ»әГ�Ј¬ЙППВёZ„У(dЁ°ng)ЦШРВ№М¶Ёӣ_о^К№Ц®І»ДЬЙППВёZ„У(dЁ°ng)����Ј»
8Ј©ӣ_о^ИРҝЪІ»дhАыЦШРВСРДҘИРҝЪЈ»
9Ј©ӣ_о^ұнГжАӯӮы�Ј¬Г“БП•r(shЁӘ)КЬБҰІ»ҫщЦШРВ?liЁўn)Qӣ_о^����Ј»
10Ј©ӣ_о^Я^јҡ(xЁ¬)�Ј¬Я^йL(zhЁЈng)Ј¬ҸҠ(qiЁўng)¶ИІ»үтЦШРВ?liЁўn)Qӣ_о^оҗРН���Ј»
11Ј©ӣ_о^УІ¶ИЯ^ёЯ���Ј¬ӣ_о^ІДЩ|(zhЁ¬)І»ҢҰ(duЁ¬)ёь“Qӣ_о^ІДЩ|(zhЁ¬)Ј¬Х{(diЁӨo)ХыҹбМҺАнУІ¶И���ЎЈ
9 C1 D" V3 w% v; Z. b9 c# g$ _# [; s
10. иFРј
1Ј©үәҪоеe(cuЁ°)О»ЦШРВУӢ(jЁ¬)ЛгүәҪоО»ЦГ»тХЫҸқО»ЦГ���Ј»
2Ј©ХЫҸқйgП¶Я^РЎЈ¬”DіциFРјЦШРВХ{(diЁӨo)ХыйgП¶�����Ј¬»тСРДҘіЙРНүK�Ј¬»тСРДҘіЙРНӣ_о^�����Ј»
3Ј©ХЫҸқН№ДЈМ«дhАыРЮRҪЗЈ»
4Ј©ҪУө¶ҝЪІДБПМ«ЙЩЦШРВҪУө¶ҝЪ�Ј»
5Ј©үәҪоМ«ХӯЦШРВСРДҘүәҪоЎЈ
j. N# V" {, Q& q. E9 x
11. ійСҝІ»Бј
1Ј©ійСҝөЧҝЧЦРРДЕcійСҝӣ_ЧУЦРРДІ»ЦШәПФмҙ_¶ЁХэҙ_ЦРРДО»ЦГ���Ј¬»тТЖ„У(dЁ°ng)ійСҝӣ_ЧУО»ЦГ���Ј¬»тТЖіЙійСҝЈӯЯ…ёЯЈӯЯ…өНЙхЦБЖЖБС„У(dЁ°ng)оA(yЁҙ)ӣ_ҝЧО»ЦГЈ¬»тХ{(diЁӨo)Хы¶ЁО»�����Ј»
2Ј©°јДЈйgП¶І»ҫщ„т�����Ј¬ФміЙійСҝЈӯЯ…ёЯЈӯЯ…РЮЕдійСҝйgП¶өНЙхЦБЖЖБС�����Ј»
3Ј©ійСҝөЧҝЧІ»·ыәПТӘЗу���Ј¬ФміЙійСҝёЯ¶Иј°ЦШРВУӢ(jЁ¬)ЛгөЧҝЧҝЧҸҪ�����Ј¬оA(yЁҙ)ӣ_ҝЧФцҙу»тңpЙЩЦұҸҪЖ«Іо�Ј¬ЙхЦБЖЖБСЎЈ
: ^0 t! R/ \1 w* [+ o* r2 H1 j
12. іЙРНІ»Бј
1Ј©іЙРНДЈН№ДЈМ«дhАы����Ј¬ФміЙІДБПАӯБСіЙРНН№ДЈРЮRҪЗЈ¬ө¶ҝЪМҺЯm®”(dЁЎng)РЮRҪЗ�����Ј»
2Ј©іЙРНӣ_о^йL(zhЁЈng)¶ИІ»үт�����Ј¬ФміЙОҙДЬіЙРНУӢ(jЁ¬)Лгӣ_о^Хэҙ_йL(zhЁЈng)¶ИХ{(diЁӨo)Хыӣ_о^ҢҚ(shЁӘ)лHйL(zhЁЈng)¶ИТФЯ_(dЁў)іЙРНТӘЗу�Ј»
3Ј©іЙРНӣ_о^Я^йL(zhЁЈng)Ј¬іЙРНМҺІДБПүәЧғРО����Ј¬Йхҙ_¶Ёӣ_о^Хэҙ_йL(zhЁЈng)¶ИЈ¬Х{(diЁӨo)Хыӣ_о^ҢҚ(shЁӘ)лHйL(zhЁЈng)¶ИТФЯ_(dЁў)өҪТӘЗуЦБӣ_о^”аБС�����Ј»
4Ј©іЙРНМҺІДБПІ»үтФміЙАӯБСУӢ(jЁ¬)ЛгХ№й_ІДБП����Ј¬»тРЮRҪЗЈ¬»тҪөөНіЙРНёЯ¶И����Ј»
5Ј©¶ЁО»І»БјЈ¬ФміЙіЙРНІ»БјХ{(diЁӨo)Хы¶ЁО»»тЛНБПСbЦГ�Ј»
6Ј©іЙРНйgП¶М«РЎФміЙАӯБС»тЧғРОХ{(diЁӨo)ЕдйgП¶ЎЈ
2 \* S" Z- E2 I& G- \
13. ХЫҸқіЯҙз
1Ј©ДЈҫЯӣ]Х{(diЁӨo)өҪО»ФміЙҪЗ¶ИХ`ІоҢ§(dЁЈo)ЦВіЯҙзЖ«Х{(diЁӨo)Хый]әПёЯ¶ИІ»Бј»тҪЗ¶ИІоІ»Бј���Ј»
2Ј©Ҹ—БҰІ»үтФміЙҪЗ¶ИІ»БјҢ§(dЁЈo)ЦВіЯҙзЖ«Іо“QҸ—»Й����Ј»
3Ј©ІДЩ|(zhЁ¬)І»·ыәПТӘЗуФміЙҪЗ¶ИІ»БјҢ§(dЁЈo)ЦВіЯҙз“QІДБП»тЦШРВХ{(diЁӨo)ХыйgП¶Ж«Іо�����Ј»
4Ј©ІДБПәс¶ИЖ«ІоТэЖрҪЗ¶ИІ»БјҢ§(dЁЈo)ЦВіЯҙзЖ«ҙ_¶ЁБПәс���Ј¬“QІДБП»тЦШРВХ{(diЁӨo)ХыйgП¶Іо���Ј»
5Ј©¶ЁО»І»®”(dЁЎng)Ң§(dЁЈo)ЦВіЯҙзЖ«ІоХ{(diЁӨo)Хы¶ЁО»К№іЯҙзOKЈ»
6Ј©ФO(shЁЁ)УӢ(jЁ¬)»тјУ№Өеe(cuЁ°)Х`ФміЙХЫҸқ№«ЖҙүKйgУРйgСa(bЁі)әёСРДҘЈ¬ПыіэЖҙүKйgөДйgП¶���Ј¬Ң§(dЁЈo)ЦВХЫҸқіЯҙзР���ЎЈ»
7Ј©іЙРН№«ҹoRҪЗ�����Ј¬ФЪҪЗ¶Иј°ЖдЛыХэіЈЗйӣrіЙРН№«РЮRҪЗПВХЫҸқёЯ¶ИЖ«Р�����Ў���Ј»
8Ј©ғЙЯ…ХЫҸқіЯҙзЖ«ҙујУүәҪо�Ј»
9Ј©ҶОЯ…ХЫҸқАӯБПФміЙіЯҙзІ»·Җ(wЁ§n)¶ЁјУҙуҸ—»ЙБҰ���Ј¬Х{(diЁӨo)Хы¶ЁО»�����Ј»
10Ј©йgП¶І»әПАн�����Ј¬ТэЖрҪЗ¶ИІ»БјәНіЯҙзЖ«ІоРЮЕдйgП¶�����Ј»
11Ј©ХЫө¶ёЯ¶ИІ»үт�����Ј¬ХЫҸқӣ_о^әПИлХЫө¶М«¶МФцјУХЫө¶ёЯ¶И����Ј¬К№ХЫҸқӣ_о^ұMҝЙДЬәПИлХЫө¶Іҝк (duЁ¬)О»ФміЙҪЗ¶ИІ»Бј¶аТ»Р©����Ј»
12Ј©ХЫҸқ•r(shЁӘ)ЛЩ¶ИМ«ҝмЈ¬ФміЙХЫҸқёщІҝЧғРОХ{(diЁӨo)ХыЛЩұИҝШ�����Ј¬Яx“сәПАнЮD(zhuЁЈn)ЛЩ����Ј»
13Ј©ҪY(jiЁҰ)ҳӢ(gЁ°u)І»әПАнЈ¬ХЫө¶ОҙиӮ?cЁЁ)л№М¶ЁДЈ°еЈ¬ЦШРВгҠІЫ�Ј¬ҢўХЫө¶иӮИ(cЁЁ)лДЈ°еӣ_үә•r(shЁӘ)Ј¬ФміЙйgП¶Чғҙу����Ј»
14Ј©іЙРН№«ҹбМҺАнУІ¶ИІ»үтЈ¬ФміЙүәҫҖұА»тЦШЦЖіЙРН№«үәҫҖҙтЖҪ����ЎЈ
! o/ Y" h s( `" B9 o& a- m% ~
14. І»Р¶БП
1Ј©¶ЁО»І»®”(dЁЎng)»тЛНБПІ»®”(dЁЎng)Х{(diЁӨo)Хы¶ЁО»»тЛНБПСbЦГЈ»
2Ј©ұЬО»І»үтРЮДҘұЬО»�����Ј»
3Ј©ғИ(nЁЁi)Ң§(dЁЈo)ЦщАӯӮы���Ј¬ФміЙҙт°е»о„У(dЁ°ng)І»•іёь“QғИ(nЁЁi)Ң§(dЁЈo)Цщ����Ј»
4Ј©ӣ_о^АӯӮы»тұнГжІ»№в»¬ёь“Qӣ_о^�Ј»
5Ј©н”БПдN”[ІјІ»әПАнЦШРВ”[Іјн”БПдNО»ЦГЈ»
6Ј©н”БПБҰІ»үт����Ј¬»тГ“БПБҰІ»үтёь“Qн”БПҸ—»Й»тГ“БПҸ—»Й�����Ј»
7Ј©ӣ_о^ЕcҠA°еҙт°еЕдәПІ»нҳ•іРЮЕдҙт°еәНҠA°еК№ӣ_о^ЕдәПнҳ•і����Ј»
8Ј©іЙРН»¬үKЕдәПІ»•іРЮХы»¬үKЕcҢ§(dЁЈo)ПтІЫК№Ц®ЕдәПнҳ•і�����Ј»
9Ј©ҙт°еҹбМҺАнІ»Яm����Ј¬ӣ_үәТ»¶О•r(shЁӘ)йgәуЧғРОЦШРВСРДҘҙт°е����Ј¬іCХэЧғРОЈ»
10Ј©ӣ_о^Я^йL(zhЁЈng)»тн”БПдNйL(zhЁЈng)¶ИІ»үтФцјУн”БПдNйL(zhЁЈng)¶И»т“QУГйL(zhЁЈng)¶ИәПЯmЦ®ӣ_о^����Ј»
11Ј©ӣ_о^”аёь“Qӣ_о^Ј»
12Ј©ДЈ°еОҙФЖҙЕ���Ј¬№ӨјюНщЙПҺ§ҪoДЈ°еИҘҙЕ�ЎЈ
. h1 W9 \2 }1 Z
15. ЛНБПІ»нҳ
1Ј©ДЈҫЯӣ]јЬХэЈ¬Ң§(dЁЈo)ЦВБПҺ§ЕcЛНБПЖчј°ДЈҫЯЦШјЬДЈҫЯ»тХ{(diЁӨo)ХыЛНБПЖчІ»ФЪН¬Т»—lЦұҫҖЙП�����Ј»
2Ј©БПҺ§І»ЖҪХ{(diЁӨo)ХыРЈЖҪҷC(jЁ©)»тёь“QІДБП�����Ј»
3Ј©І»Р¶БПФміЙЛНБПІ»нҳ…ўХХІ»Р¶БПҪвӣQҢҰ(duЁ¬)ІЯ�����Ј»
4Ј©¶ЁО»М«ҫoХ{(diЁӨo)Хы¶ЁО»���Ј»
5Ј©Ң§(dЁЈo)ХэдNМ«ҫo»тЦұұЪО»М«йL(zhЁЈng)Х{(diЁӨo)ХыҢ§(dЁЈo)ХэдN�Ј»
6Ј©ӣ_о^№М¶ЁІ»әГ»тМ«йL(zhЁЈng)ЕcБПҺ§ёЙЙж“QйL(zhЁЈng)¶ИәПЯmЦ®ӣ_о^ЦШРВ№М¶Ё�����Ј»
7Ј©н”БПдNМ«¶М�Ј¬БПҺ§ЕcіЙРНИлүKПаёЙЙжХ{(diЁӨo)Хын”БПдNйL(zhЁЈng)¶ИЈ¬ұЬГвёЙЙж�Ј»
8Ј©ёЎЙэүKО»ЦГЕЕЕдІ»®”(dЁЎng)Х{(diЁӨo)ХыёЎЙэүKО»ЦГЎЈ
) w, g$ d" d: C2 l( `
16. гTәПІ»Бј
1Ј©ДЈҫЯй]әПёЯ¶ИІ»®”(dЁЎng)гTәПІ»өҪО»Х{(diЁӨo)Хый]әПёЯ¶И�����Ј»
2Ј©№ӨјюОҙ·ЕөҪО»Ј¬¶ЁО»Ж«ІоХ{(diЁӨo)Хы¶ЁО»�����Ј»
3Ј©гTәПЗ°№ӨјюІ»Бјҙ_ХJ(rЁЁn)ійСҝҝЧ����Ј¬…ўҝјійСҝҝЧІ»БјҪвӣQҢҰ(duЁ¬)ІЯМҺАнҙ_ХJ(rЁЁn)гTәПҝЧКЗ·сө№ҪЗЈ¬Изҹoө№ҪЗ„tФцјУө№ҪЗ���Ј»
4Ј©гTәПӣ_о^йL(zhЁЈng)¶ИІ»үт“QУГйL(zhЁЈng)¶ИәПЯmЦ®ӣ_о^Ј»
5Ј©гTәПӣ_о^І»·ыәПТӘЗуҙ_ХJ(rЁЁn)ІўУГ·ыәПТӘЗуЦ®гTәПӣ_о^���ЎЈ
3 d) X& i0 @$ V# p# h
17. В©Сb»тСb
1Ј©І»РЎРДҪMБў•r(shЁӘ)јҡ(xЁ¬)РДеe(cuЁ°)ӣ_ЧУ����Ј»
2Ј©ӣ_ЧУҹo·ҪПтҳЛ(biЁЎo)УӣУР·ҪПтРФөДӣ_ЧУЧцЙПУӣМ–(hЁӨo)����ЎЈ
0 T! F( R) J* K" I6 `+ e6 a1 F$ D
18. Сbеe(cuЁ°)ВЭҪz
1Ј©І»ЦӘөАДЈ°еөДәс¶ИБЛҪвДЈ°еөДәс¶ИМ«йL(zhЁЈng)»тМ«¶МЈ»
2Ј©І»үтјҡ(xЁ¬)РД�����Ј¬Ҫӣ(jЁ©ng)тһ(yЁӨn)І»ЧгЯxУГЯm®”(dЁЎng)?shЁҙ)ДВЭҪzЎЈ
2 L0 A* U9 s/ }4 s; Z2 j4 g* z
19. ІрСbДЈҫЯ
1Ј©дNб”ҝЧӣ]УРІБёЙғфҢўдNҝЧ���Ј¬дNб”ІБёЙғф���Ј¬ІрДЈ•r(shЁӘ)‘Ә(yЁ©ng)ПИІр¶ЁО»дN•r(shЁӘ)ИЭТЧ“pүДСbДЈ•r(shЁӘ)Ј¬‘Ә(yЁ©ng)ПИУГВЭҪzҢ§(dЁЈo)Хэ�����Ј¬әуҙт¶ЁО»дNб”ҝЧ�����Ј»
2Ј©СbІрДЈҫЯіМРтІ»ҢҰ(duЁ¬)ҙтВддNб”•r(shЁӘ)І»ТӘЕцӮыдNб”ҝЧ�����ЎЈ
( v: _! c7 B1 l9 D0 N
20. ¶ЁО»дN
1Ј©ҝЧұЪАӯГ«���Ј¬№ОӮыЦВК№М«ҫoҪMДЈ•r(shЁӘ)�Ј¬јҡ(xЁ¬)РДҷzІйдNб”ҝЧКЗ·сАӯГ«���Ј¬·с„t‘Ә(yЁ©ng)ҢўҙтІ»іцҒндNҝЧЦШРВгqҝЧ�����Ј»
2Ј©дNҝЧЖ«О»»тПВГжӣ]УРМУҝЧЧ·јУ¶ЁО»дNМУҝЧ���ЎЈ
8 H) S! d0 X' d4 O) R
21. Ҹ—»ЙМ«йL(zhЁЈng)
1Ј©ӣ]УРЧўТвҸ—»ЙҝЧЙо¶ИБҝәГҸ—»ЙҝЧЙо¶И���Ј¬ЛгәГҸ—»ЙөДүәҝsБҝЈ¬ЦШРВЯx“сҹo·ЁПВүәөҪ�Ј»
2Ј©І»үтјҡ(xЁ¬)РДЈ¬Ҫӣ(jЁ©ng)тһ(yЁӨn)І»ЧгәПЯmөДҸ—»ЙПВЛАьc(diЁЈn)�����ЎЈ
ЧчХЯ: kxh •r(shЁӘ)йg: 2023-2-4 07:37
КХІШПИ���Ј¬ТФӮдІ»•r(shЁӘ)Ц®Ри
ЧчХЯ: 17516768450 •r(shЁӘ)йg: 2023-2-4 16:59
әЬҢҚ(shЁӘ)УГЈ¬КХІШ
ЧчХЯ: 328Feng_328 •r(shЁӘ)йg: 2024-4-9 15:58
mask!
| ҡgУӯ№вЕR ҷC(jЁ©)РөЙз…^(qЁұ) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |