機械社區(qū)
標(biāo)題: 斷刀、偏移的正確解鎖姿勢 [打印本頁]
作者: 一往冇前 時間: 2022-11-28 13:59
標(biāo)題: 斷刀���、偏移的正確解鎖姿勢
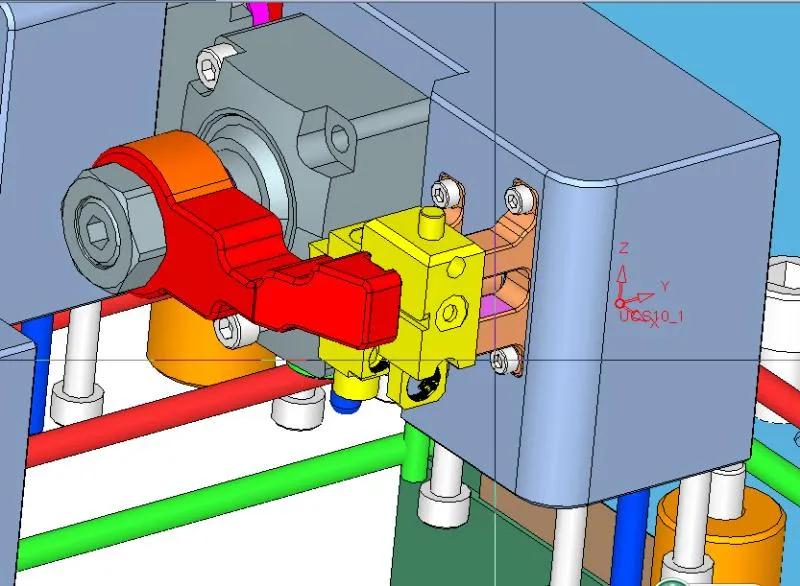
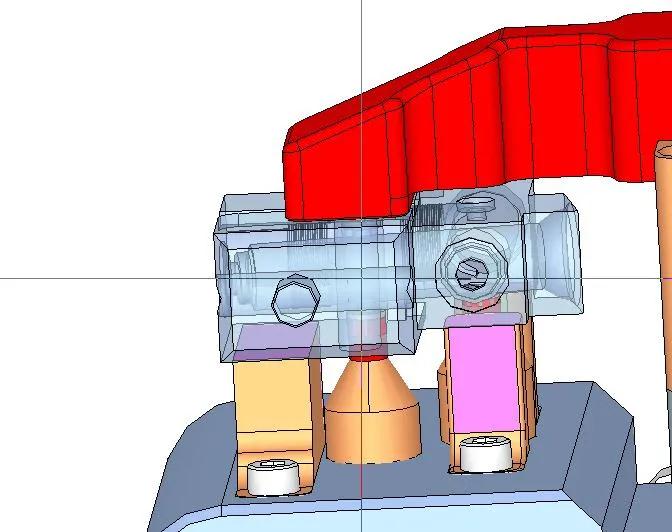
PART 01 難題一:轉(zhuǎn)角缸壓不緊小零件���?具體工況:加工產(chǎn)品為鋁件,一面兩銷���,但是銷子行程很短���,加工過程會有位移���。
4 T/ I. \1 p* f
圖1
圖2
( \0 @" M9 `+ m0 \1 H* R+ p
圖3
, Z, ~ b5 u2 Y- F
思維啟迪
A:不是壓不緊,是摩擦力太小���。
B:紅色壓塊做個定位銷就可以了���。
C:零件的周圍給兩個限位點。
6 ?2 r9 a4 B4 Z3 _
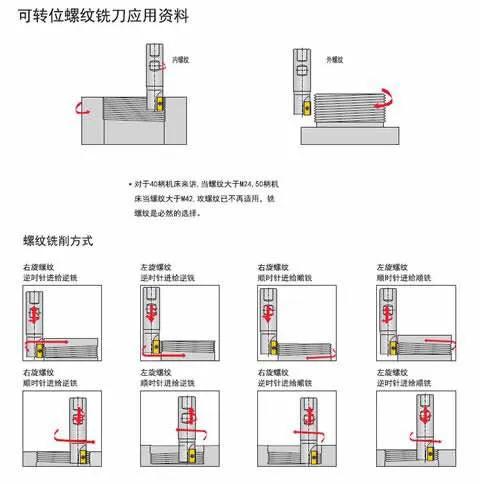
PART 02 難題二:304鑄件銑外牙具體工況:大力機床���,修改304鑄件���,M14*P1.5.牙長10MM。實用Carmex刀粒���。
& n4 l% O6 ?2 _" z
思維啟迪
A:買個螺紋銑刀���。空下刀���,加個刀具半徑補償,螺旋下刀。轉(zhuǎn)速一般是1500-2000轉(zhuǎn)左右���,分刀就是幾牙幾刀���!比如螺紋深度是20,牙距1.5���,那就是20/1.5���,然后再湊個整數(shù)。單邊可以分兩刀���,0.6一刀���,0.15再光一刀。
! u6 [- p/ S9 a, a) a8 `
圖5
+ k# l: v* u. I6 K% E
圖6
' r6 f6 A6 F" k6 @4 o. y% S
PART 03 難題三:刀具中間鉆頭老斷的原因���。具體工況:
圖7
- k" c" y0 @3 {/ r: m1 B
圖8
% Z5 [4 K. u0 e$ H
思維啟迪
A:排屑不暢���。
B: 轉(zhuǎn)速進(jìn)給改改看下情況,還有中心頂尖進(jìn)去時候���,程序給出進(jìn)給放慢���,好定心���。然后再按照正常速度進(jìn)給。
C:鉆4mm���,退回起刀點���。
D:這個中間的定位鉆已經(jīng)沒有排屑的路徑,所以會擠屑���。中間鉆頭排屑槽跟刀片要平滑過渡���,你那個排屑槽已經(jīng)到孔里去了,那屑只能擠壓成一塊了���。把中間鉆頭推出來���,排屑槽高于刀片0.2左右就可以了。
5 z4 Q- w; V+ F5 u7 z
( P- C# O6 A4 K/ b- _. B, t
作者: 養(yǎng)豬東籬下 時間: 2022-11-28 14:48
不錯���。
作者: 機械之之子 時間: 2022-11-28 18:49
拍的真清晰
| 歡迎光臨 機械社區(qū) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |