�C(j��)�^(q��)
��(bi��o)�}: ĥ���ϼӹ��~Ƭ������Щ��λ�ӹ�������� [��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2022-9-24 13:17
��(bi��o)�}: ĥ���ϼӹ��~Ƭ������Щ��λ�ӹ��������
���~Ƭ����ļӹ��^(gu��)���У���ĥ���ӹ������þ��M(j��n)ĥ���M(j��n)�е�����䶨λ��ʽ�ɷ֞�ɴ��: һ�������~��M �c(di��n)( �D1) �M(j��n)�ж�λ�A�o; ���������~�����漰ƽ���M(j��n)�нM�϶�λ��������ڼӹ����������Ҫ���^�ߣ�һ��ͨ�^(gu��)��ĥ��Ӌ(j��)���ϸ���M(j��n)�������ӹ�����ڹ����ӹ��^(gu��)���У��ӹ������y�Ա��C�����ʹ�����a(ch��n)���Ʉ�(d��ng)�Ͷ�λ����(w��n)����
2 b2 U4 v: n1 p: d
�D1 ���M(j��n)ǰ������ˇ��λ����
- K: \6 k1 j2 ?( W$ F$ X3 W
һ�����(w��n)�}�����c��Q�����_��1.ԭ�й�ˇ��λ���A�o���c(di��n)����
��1����������g׃�����~Ƭ����~�������Π���ȫ��ͨ�^(gu��)��Փ��(sh��)��(j��)���ӹ����C��
��2������ԭ�ж�λ�ǿ�?j��)ɂ�(g��)��һ�����M(j��n)�ж�λ�������������(y��ng)��λ���~�������M(j��n)�Љ��o��
��3��ԭ�ЊA�߽Y(ji��)��(g��u)���]������o�C(j��)��(g��u)�����������҉��o����(li��n)��(d��ng)�C(j��)��(g��u)�����ɉ��o��B(t��i)����(w��n)����
v* \; k5 F; K k! s6 X
2.�~Ƭ������ӹ����c(di��n)����
��1���~Ƭ���~��������~�������ڼӹ������ϼӹ�������������`���0.05mm�������(sh��)�H�Ϲ����������`���h(yu��n)��0.05mmҪ������@�ͽo�A�߶�λ�����һ�����`�
��2��ԭ�еĹ���λ����(zh��n)���Ǻܷ�(w��n)�����Ҫ�붨λ��(w��n)���ɿ�����Ҫ�кܺõĻ���(zh��n)������F(xi��n)���ǿ�?j��)ɂ�(g��)����Ľ����M(j��n)�ж�λ��Ҫ֪������Ľ�����Ǜ](m��i)�к�ȵ���������҂��Ķ�λ�K�w�͉��o�K�w�o(w��)Փ���Ҳ�������ɺܱ���Ҫ���]��(qi��ng)�Ⱥ����ö�����@���ִ��ڶ�λ�`����ⶨλ����͉��o����߀���ڼӹ��`������C�ϸ��N���خa(ch��n)���ɶ�λ����͉��o�����ڼӹ��^(gu��)���в��ܺܺõ��Ǻϡ�
% b8 \6 |) ]: q$ U
�D2 ���M(j��n)����ˇ��λ����
( \ x! Q6 |. w5 _! Z
��3��ԭ�Љ��o���øܗUʽ(li��n)��(d��ng)�C(j��)��(g��u)����Ϊ�(d��)���o�������졢���g���Ƶ�ԭ��(l��i)�˺ܶ������Ϊ�(d��)���o߀��(hu��)�a(ch��n)�������N��F(xi��n)������M(j��n)����ɶ�λ����(w��n)��Ӱ푼ӹ����ͨ�^(gu��)��(du��)��(w��n)�}���ڵĸ�Դ�������Q�����M(j��n)ԭ�й���Ķ�λ����(zh��n)�͉��o��������M(j��n)��Ĺ���D��D2��ʾ��
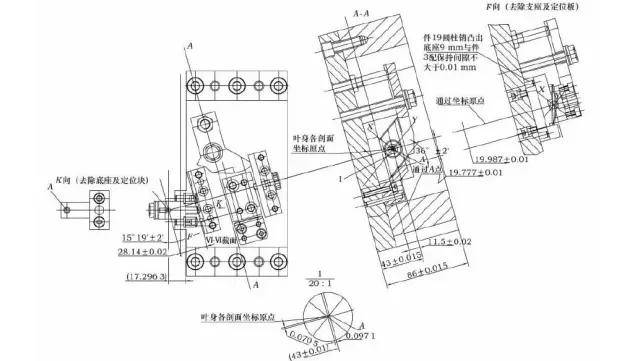
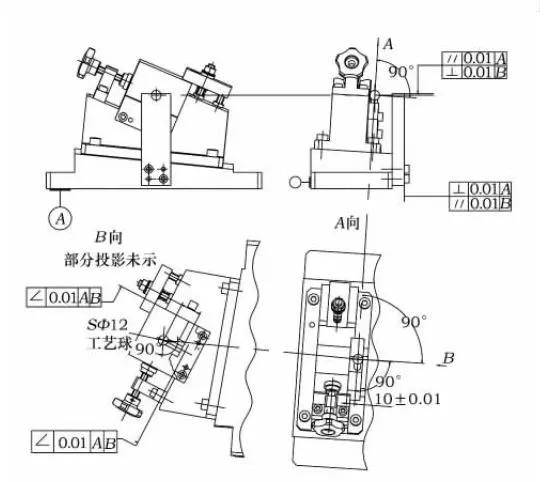
���µĹ�ˇ����(zh��n)����r��(du��)�~���~Ƭ����ļӹ����ȼ��Կ��������ߣ��Դ˞���A(ch��)���M(j��n)�ˊA�ߵĽY(ji��)��(g��u)����M(j��n)���������O(sh��)Ӌ(j��)����A�߽Y(ji��)��(g��u)Ҋ(ji��n)�D3���
( Y w2 f- \3 E' I' n6 _+ g! J& K
�D3 ���M(j��n)��A�߽Y(ji��)��(g��u)��(ji��n)�D
) _6 e0 y1 m# ]1 R0 w- K1 z7 Z6 d$ _
�������M(j��n)��Ĺ��b�A�ߵ����c(di��n)7 J# A6 n* V: E0 v1 p/ e+ Z
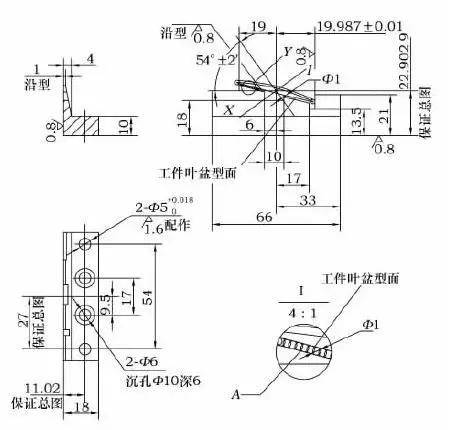
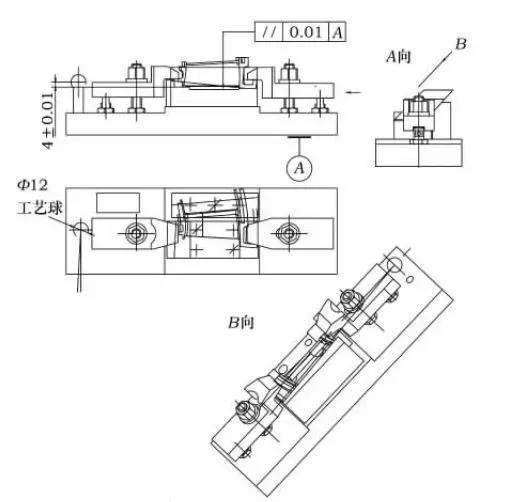
1.��λ����ƽ�涨λ�c�~������VI��VI ������Y(ji��)����������λ����~Ƭβ����ˇ�_(t��i)��(c��)��������λ�������˸������Ť�D(zhu��n)�����^̎�û��(d��ng)ʽ��λ�N�����S���Ƅ�(d��ng)����λ�N�ӹ��ɼ��c(di��n)С�ߴ�R�νY(ji��)��(g��u)��������c��ˇҪ�����ՓM�c(di��n)��һ�£��Ա��C�c��λ����ijߴ����
2.�~�����涨λ�K���ÿ��������M(j��n)�����{(di��o)���ĽY(ji��)��(g��u)���ӹ��r(sh��)�����λ����ƫ�x��Փ�����^(gu��)���������ͨ�^(gu��)�{(di��o)�������ϵ����ʹ��λ�����ƣ���(l��i)���C��λ�Ŀɿ��������λ�K���ÙC(j��)е�C�������^�õ��S���GCr15��Ӳ��53�� 58HRC������攵(sh��)��(j��)���~Ƭ�C(j��)�������ͮa(ch��n)Ʒ�����D�Ľ��攵(sh��)��(j��)�o��������ƫ���c�~Ƭ����ƫ��һ��������涨λ�K�ĽY(ji��)��(g��u)��D4��ʾ��
# Z& J+ t8 p, ? ~
�D4 ������λ�K�Y(ji��)��(g��u)
6 U. X0 F# C$ z9 H( I' ^' s* t
3.���o�C(j��)��(g��u)��׃?c��)��?l��i)�ăɽ���քe���o�ķ�ʽ�������һ��(g��)��ͨ�����M(j��n)�е��ݼyʽ���o�Y(ji��)��(g��u)�������涨λ�K������(y��ng)�~������̎���o������K�c�������ɷ��wʽ�Y(ji��)��(g��u)������ʹ�Õr(sh��)���~Ƭ��(sh��)�H�M(j��n)����������; ���K����H62���Ϸ�ֹ������������@�ӿ���һ���ԉ��o�~Ƭ����ֹ�ˉ��o�^(gu��)���е��Ʉ�(d��ng)�����K�Y(ji��)��(g��u)��ʽҊ(ji��n)�D5���
�D5 ���K�Y(ji��)��(g��u)�D
4 G$ |: \9 H {: D& f
4.��׃��ԭ�еķ��]ʽ�Y(ji��)��(g��u)�����Ƀɂ�(g��)֧�ЉK������C���浽��ˇ�c(di��n)�ľ��x�ľ��Ⱥ̓�֧�ЉK����ĸ߶�һ���ԣ��Ķ����C�A���ڼӹ��еķ���ʹ����������^(gu��)����{(di��o)���C(j��)��ɰ݆���г̣�������ԭ�еIJ�������ĬF(xi��n)�����
7 ~/ D7 W. d' A3 [) V A
�����~Ƭ�ӹ�������λ�A�o��ʽ�A�ߑ�(y��ng)��9 d0 ~2 _ ]( P6 r5 k
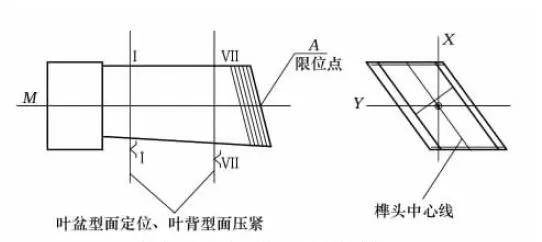
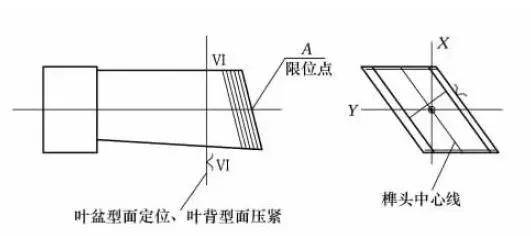
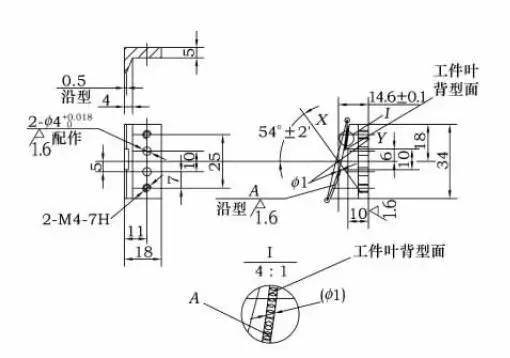
���~Ƭ�ļӹ�������ӹ������Ͷ�λ��ʽ�ж�N�������~Ƭ������ƽ�����(zh��n)���~������M�϶�λ������÷��䝲ע�����c(di��n)�Ͻ��M(j��n)���~Ƭ��λ�ӹ��ķ�����鳣��(��D6���D7��ʾ)���
8 [+ a( A5 @) C/ K8 `+ ^! n# G. h5 m& q3 m
�D6 ���÷��䶨λ�ӹ�
l" s' u$ Z1 Y0 G
�D7 ����ƽ�涨λ�ӹ�
$ E4 a% s0 C6 h& {! w
�ġ��Y(ji��)�Z(y��)
0 U* Z; L/ w, z# nͨ�^(gu��)���Ϸ�����֪�����(du��)�~Ƭ���M(j��n)ĥ���A�ߵĽY(ji��)��(g��u)���~Ƭĥ���ӹ��ЊA�߶�λ���A�o��ʽ�M(j��n)�и��M(j��n)������Ը��ƹ�����λ���b�A��B(t��i)����������ƽ�湤ˇ����(zh��n)�M(j��n)�ж�λ�����C�����ڼӹ��^(gu��)���в��a(ch��n)��λ��׃�������λ�ɿ�����Ķ����C�����ļӹ����ȡ�
+ q) A3 A5 Q! e: c
����: tzcaokun �r(sh��)�g: 2022-9-24 19:58
���@��С��ʮ�����ԭ��(l��i)�F(xi��n)��߀���¿��@�N�|��
| �gӭ���R �C(j��)е��^(q��) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |