| |
|
<table id="revmt"><sup id="revmt"><input id="revmt"></input></sup></table>
C(j´ˋ)ÅçèÓ
^(q´Ý)
ù(bi´Ào)Ÿ}: e¢üŠø½àËû¨ÇäêùȘ¢Äøóû¨ÇäÛa(ch´Èn)èºýéòú¡ªÝƒÈÀ [Ç·ÆÀ݃Ú]
æ¼íÔ: Ø£ëªÆú¯ r(sh´ˆ)Õg: 2022-9-6 14:27
ù(bi´Ào)Ÿ}: e¢üŠø½àËû¨Çäêù����Ș¢Äøóû¨ÇäÛa(ch´Èn)èºýéòú¡ªÝƒÈÀ
§ÞìúÅü¼Ô^°ä°È°È¯ÕŠSø½û¨Çäçá躰è�ÀÈû¨ÇäçáÇÌåÖý£H§ççëêù¿Ê¥±çá¥Æ¿Êƒ¨Ñà¤ëÝÚûÌì|(zh´˜)ê¢����ȘƯÚç§Ûa(ch´Èn)óñçáò¿ÆûÅåáÉȘÆÅr(sh´ˆ)è¾øê?x´ˆ)±Ø»¯l(f´À)òô¿ò���ÀÈàËû¨ÇäòúØ£(g´´)ñúèºÛa(ch´Èn)ÅåÔ^°ä����Șù■ý£Hå—¥ÆÛa(ch´Èn)óñ°è݃ȘîÆÕLÛa(ch´Èn)óñèºÛa(ch´Èn)øÉóÖ ����ȘѽúØû¨ÇäàË°»ý£Û(d´Àng)Ô±(hu´˜)Ï(d´Èo)øôí«(g´´)Ûa(ch´Èn)óñµ(b´Êo)UȘ嚰è§(j´ˋng)º(j´˜)pòÏ�����ÀÈ
/ k3 g) K' {! b9 P+ `# y6 X
¥àà£àËû¨ÇäÔ@ûÇìM(f´´i)êÎ�Șý£àÓüŠßkñ´áåÇŸ^¢Äøó���Ș§þäšöØÚêù§ãØ£üôÑùХƿÊøÅàÓ¤öpèìû¨ÇäçáÛa(ch´Èn)èº�����ÀÈ
9 y/ i/ B2 J7 [9 r/ W' S
01
ÑùХƿÊøÅû¨Çäçáø¼ØˆÅöò§
' k! ^8 Y/ f" V
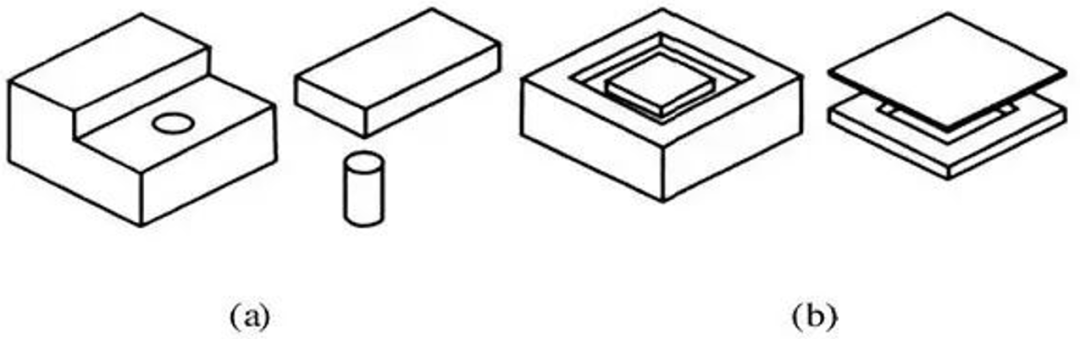
¯ÇííúÅü¼Ô\(y´Çn)Æ(d´¯ng)ÀˆÀˆçуÔúÅü¼àÅû¨ÇäñøŸµwüç�����ȘÑùÐÔ^°äøÅÛa(ch´Èn)èºçáû¨Çäø¼ØˆÆÅø¼àÅèà(c´´)ñ§ü·û¨Çä�����ÀÂà(c´´)Ô
úÅ°—úÅü¼ñ§ü·û¨Çä���ÀÂçæÔ
úÅ°—úÅü¼ñ§ü·û¨Ç䥯úÅàŠ¤ëúÅ°—ÔM(j´˜n)§oñ§ü·û¨ÇäöÍñNÅöò§È´ØD1Èˋ����ÀÈ
+ q$ p6 d& ^5 [% M8 a7 p# O
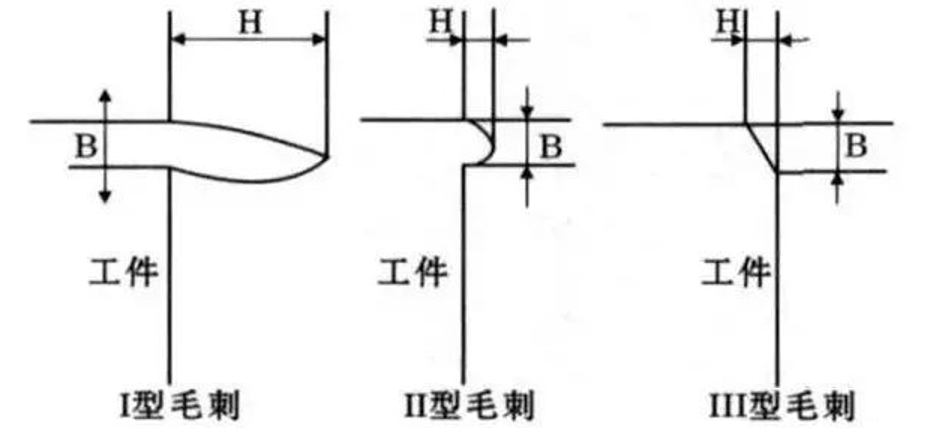
D1 ÑùХƿÊÅö°èçáû¨Çä
/ k2 w( o9 c) m1 H9 Q2 Z
Ø£¯Ðѽîå�����ȘçæÔ
úÅ°—úÅü¼ñ§ü·û¨Çäécóðù■û¨ÇäüÁÝàƒÔÆÅ°ÔÇÓǵ�����ÀÂàË°»âÏŠyçáäÄ■c(di´Èn)���ÀÈÕÇù����Ș݃öáØåçæÔ
úÅ°—úÅü¼ñ§ü·û¨Çäæ¼Õø¼ØˆîŃ¢Î(du´˜)üµÕ_í¿îŃ¢���ÀÈ¡ª±(j´Ç)ÑùÐøÅçæÔ
úÅ°—úÅü¼ñ§ü·û¨Çä°ÔÇÓ¤ëÅöB(t´Êi)çáý£ë˜���ȘÆø¢èÂóðñøÕàÓüôà»ñNȤIÅëû¨ÇäÈ´°ÔÇÓï^ǵ���ȘàË°»âÏŠyȘàË°»ìM(f´´i)Æûï^¡ÔÈˋ�ȘIIÅëû¨ÇäÈ´°ÔÇÓï^ÅÀȘ¢èØåý£àË°»£·àË°»àïØæÈˋ¤ëIIIÅëû¨Çä¥ÇÄ(f´Ç)û¨ÇäÈ´àÓD2ùªòƒÈˋ�ÀÈ
# s& Z2 t7 b" J8 J
D2 Ðü¼r(sh´ˆ)çæÔ
úÅ°—úÅü¼ñ§ü·û¨ÇäñNŸ
% x( @1 a5 v7 c1 z2 V
02
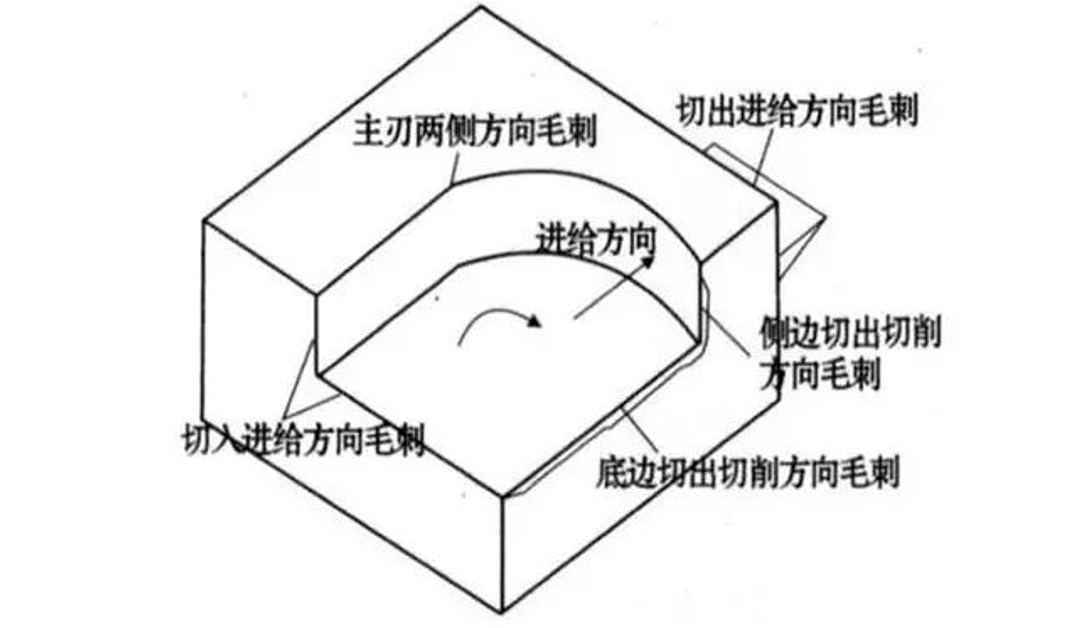
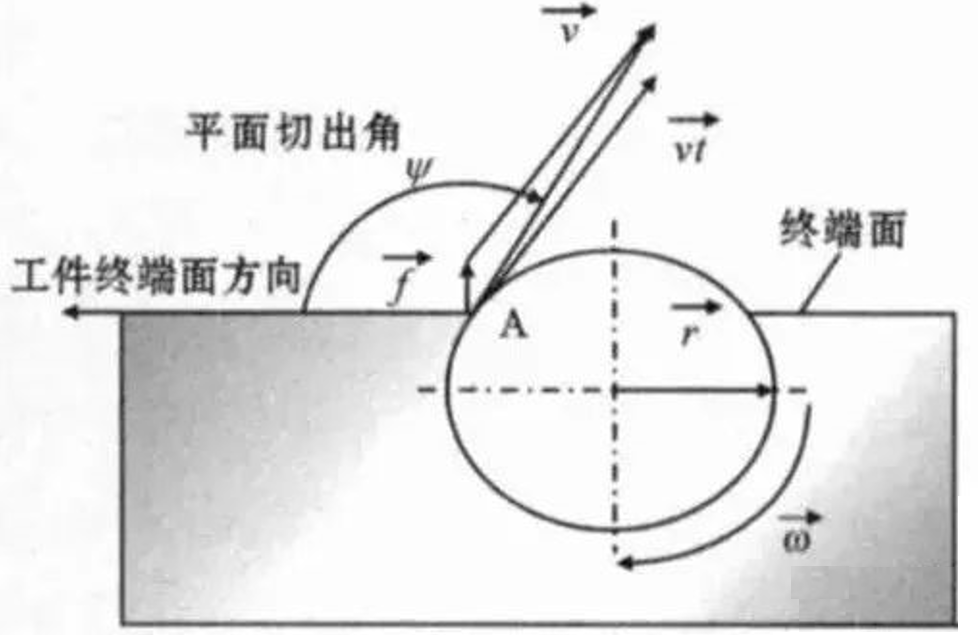
ƯÚÑùÐû¨ÇäÅö°èçáø¼ØˆØ·ùÄ
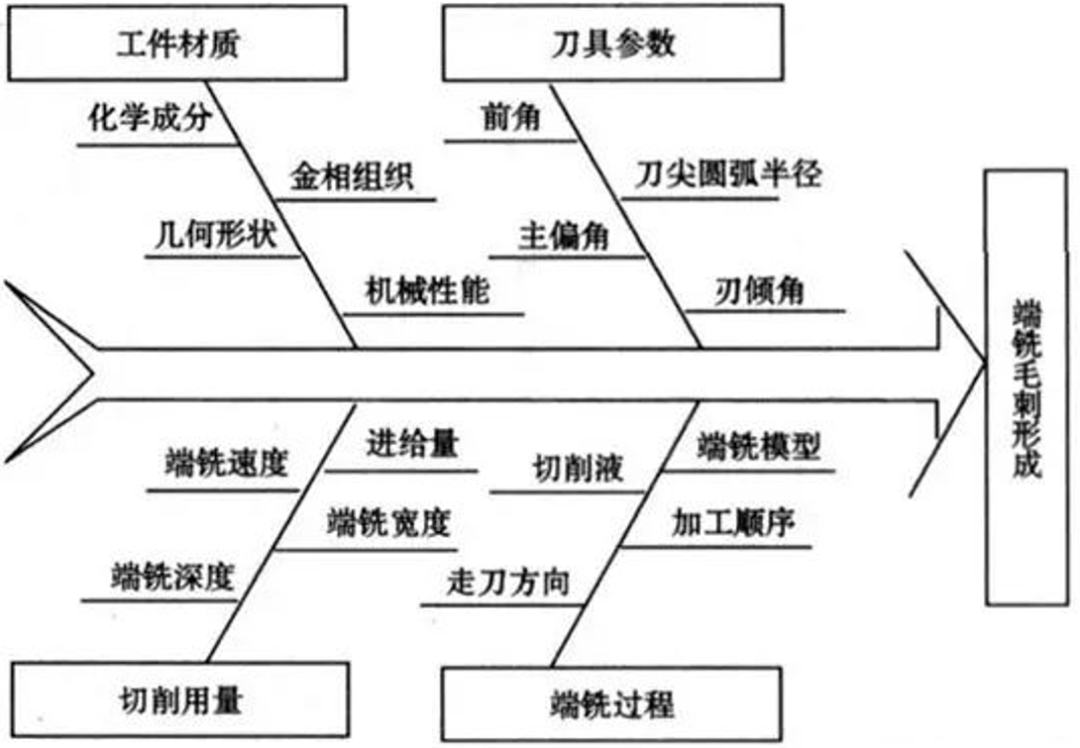
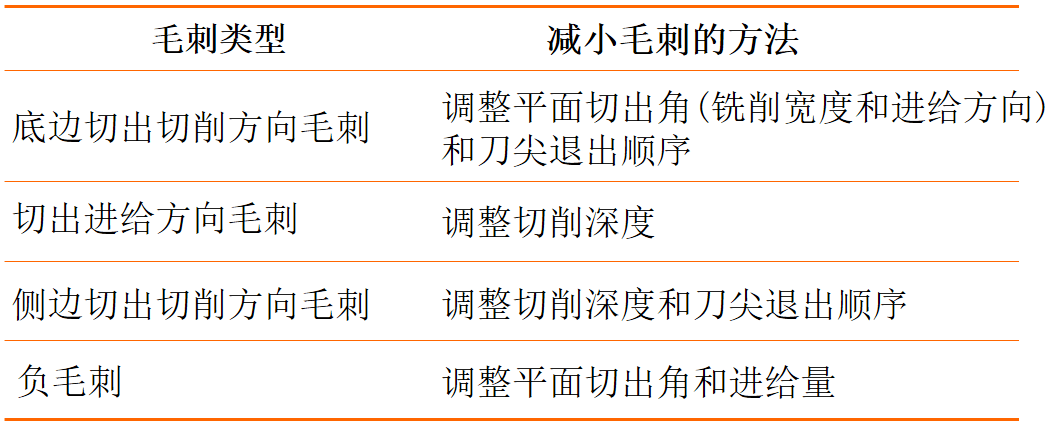
û¨ÇäçáÅö°èòúØ£(g´´)ñú°Èë(f´Ç)ŠsçáýáêüæÅöÔ^°äÀÈ¿Ê¥±ýáêüäÄÅå����ÀÂæ¤öÅö ŸÀÂÝÚûÌäâÚ���ÀÂçуÔæ¤öÅö Ÿ�ÀÂçуÔúÅü¼ÉÜE�ÀÂçуÔáËp�����ÀÂúÅü¼
Âç(sh´Ç)¥¯âð
sؤçáò¿ÆûçàÑÁñNØ·ùÄÑ¥øݧÆƯÚû¨ÇäçáÅö°è�ÀÈD3ÕÑùÐû¨ÇäƯÚØ·ùÄ¢·DÀÈåÖƒÔµwçáÐü¼l¥±üô�����ȘÑùÐû¨ÇäçáÅöB(t´Êi)¤ë°ÔÇÓàÀQÆÖ¡¼Æ¯ÚØ·ùÄçáƒC¤üæ¼ÆûȘç¨ý£ë˜çáØ·ùÄÎ(du´˜)û¨ÇäçáÅö°èƒÔÆÅý£ë˜çáƯÚ�ÀÈ
6 P4 c% b" ~7 Q ^1 a# ?
D3 Ðü¼û¨ÇäÅö°èØ·¿«¢ÄøóD
8 r9 }+ Z6 W' @5 ?
1ÈˋçуÔÔM(j´˜n)àŠ/ëù°—
Ø£¯ÐúÕrüôȘçуÔÅ»°—¿Ê¥±r(sh´ˆ)ùªÛa(ch´Èn)èºçáû¨ÇäÝàçуÔÅ»àŠ¿Ê¥±r(sh´ˆ)ùªÛa(ch´Èn)èºçáû¨Çäǵ�ÀÈàÓD4ùªòƒÈ˜ D4aÕçуÔÅ»°—¿Ê¥±çá§KÑùûÌ����ȘØæÛa(ch´Èn)躰ÔÇÓï^ǵçáIÅëû¨ÇäȘѽD4bøÅçуÔÅ»àŠ¿Ê¥±�ȘùªÛa(ch´Èn)èºçáû¨Çäë´°ÈÕIIÅëû¨ÇäÀÈ
* Y% s% c6 s0 y- ?) [
D4 Ðü¼ñ§ò§Î(du´˜)û¨ÇäÅö°èçáƯÚ
J9 D8 o" {. X; ^
2Èˋó§ûÌúÅ°—§ú
ó§ûÌúÅ°—§úÎ(du´˜)çæÔ
úÅ°—úÅü¼ñ§ü·û¨ÇäçáÅö°èÆŤÉǵçáƯÚ����ÀÈó§ûÌúÅ°—§úçáÑ´êxÕÛ(d´Àng)úÅü¼àÅÅ»°—¿Ê¥±§KÑùûÌr(sh´ˆ)ȘåÖÔ^úÅü¼àÅèüØ£■c(di´Èn)Ç¿øÝÐçÑïSƒçáó§ûÌà(n´´i)�Șå■c(di´Èn)çáúÅü¼ùìÑàÈ´çуÔßD(zhu´Èn)ùìécÔM(j´˜n)§oùìÑàçáò¡ê¢¤ü°èÈˋçáñ§ü·éc¿Ê¥±§KÑùûÌñ§ü·øÛÕgçáA§úÀÈ¿Ê¥±§KÑùûÌçáñ§ü·?y´Ên)ÕáçуÔÅ»àŠ■c(di´Èn)ø¡ü·çуÔÅ»°—■c(di´Èn)�����ÀÈàÓD5ùªòƒ���ȘÎñÕó§ûÌúÅ°—§ú�����ȘóðñѺ0ÀÐ<ÎñÀÉ180ÀÐ�����ÀÈ
6 r/ j# f; ~/ D, Q p
D5 ó§ûÌúÅ°—§ú
* {' [* _& ?1 [! U- F* J
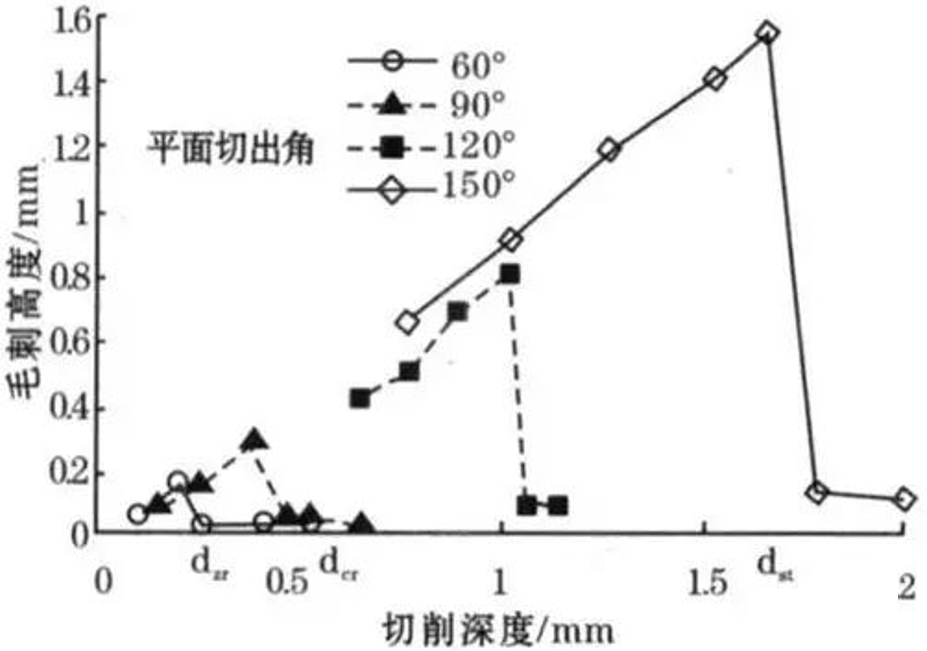
å·(y´Ên)§Y(ji´Î)¿«ÝÚû¼È¤û¨Çä¡ÔÑàŠSø½úÅü¼èŸÑàçáæ£₤ѽ¯l(f´À)èºÅöò§ßD(zhu´Èn)æ����Ș¥ÇŠSø½úÅü¼èŸÑàçáå—¥Æû¨ÇäÆèIÅëû¨Çäü·IIÅëû¨ÇäßD(zhu´Èn)æÀÈë´°ÈÂÛa(ch´Èn)èºIIÅëû¨ÇäçáæŸÅÀÐü¼èŸÑàñQÕ§ÓüßúÅü¼èŸÑà�����ȘÆûdcrÝÚòƒ����ÀÈD6ÿ@òƒêù¥Æ¿ÊØ£ñNðX¤ü§Þr(sh´ˆ)ó§ûÌúÅ°—§ú¤ëúÅü¼èŸÑàÎ(du´˜)û¨Çä¡ÔÑàçáƯÚÀÈ
D6 û¨ÇäÅöò§écó§ûÌúÅ°—§ú¤ëúÅü¼èŸÑà
# `5 i7 V+ p* y: q, n! {* ?
ÆèD6¢èØå¢Ç°—Ȥó§ûÌúÅ°—§úå§Çµ���Ș§ÓüßúÅü¼èŸÑàå§Çµ����È£Û(d´Àng)ó§ûÌúÅ°—§úǵÆÖ120ÀÐr(sh´ˆ)�ȘIÅëû¨Çä°ÔÇÓï^ǵȘü·IIÅëû¨ÇäßD(zhu´Èn)æçá§ÓüßúÅü¼èŸÑàØýǵ�����ÀÈØ·Çù���ȘÅÀçáó§ûÌúÅ°—§úâ«ÆÖIIÅëû¨ÇäÛa(ch´Èn)èº���ȘÔ@òúØ·?y´Ên)ÕÎñå§ÅÀȘ§KÑùûÌøÏ°ÅÑàüÁÎ(du´˜)äáÔ�����Șû¨Çäå§ý£ØæÅö°è���ÀÈ
0 U; D; U. v$ c9 }4 }
ÆèD5¢èøˆÈ¤ÔM(j´˜n)§oùìÑàçáǵÅÀ¤ëñ§ü·?q´Ý)Τü°èùìÑàvçáǵÅÀ¤ëñ§ü·ƒª±(hu´˜)Ûa(ch´Èn)èºØ£Ñ´çáƯÚ�ȘÔM(j´˜n)ѽÎ(du´˜)ó§ûÌúÅ°—§ú¤ëû¨ÇäÅö°èÛa(ch´Èn)èºÆ¯Ú�ÀÈØ·ÇùȘÔM(j´˜n)§oùìÑàécëù°—Ô
ó¨Øó§úÎêå§Çµ�ȘÎñå§ÅÀȘå§â«ÆÖØøøóï^ǵû¨ÇäçáÅö°èÈ´àÓD7ùªòƒÈˋ�ÀÈ
$ ]. a( T1 A! ~2 }2 O$ O' b1 f. z
D7 ÔM(j´˜n)§oñ§ü·?q´Ý)Îû¨ÇäÅö°èçáƯÚ?/font>
+ z* K7 B$ l7 f6 b
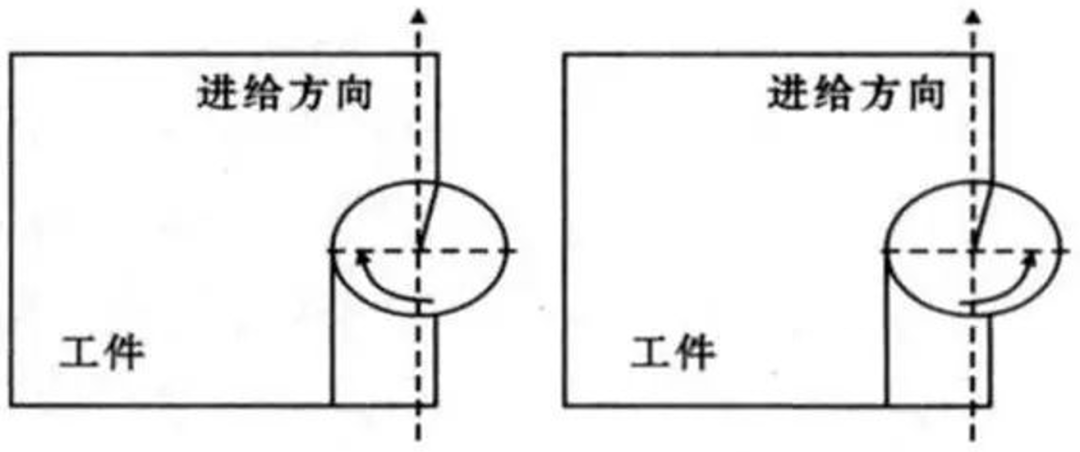
3ÈˋçÑ¥ãëù°—ÚÅ·EOS
åÖÑùÐÔ^°äøÅȘû¨Çä°ÔÇÓåÖ¤Éǵ°äÑàèüàÀQÆÖçÑ¥ãçáëù°—ÚÅ· ���ÀÈàÓD8ùªòƒÈ¤A■c(di´Èn)Õ¡ÝúÅü¼àÅèüçá■c(di´Èn)�ȘC■c(di´Èn)Õø¼úÅü¼àÅèüçá■c(di´Èn)ȘB■c(di´Èn)ÕçÑ¥ãÚ■c(di´Èn)����ÀÈ¥ìåO(sh´´)çÑ¥ãòúðhâ«çáȘ¥Çý£¢¥]çÑ¥ãA£À¯Š§���ÀÈàÓ¿«B-CÔ
üàëù°—¿Ê¥±����ȘA-BÔ
¤µëù°—¿Ê¥±���ȘtúÅÅ¥Ðq§ÆåÖØî¥Æ¿ÊÝÚûÌèü�ȘŠSø½Ðü¼çáÔM(j´˜n)ÅÅ�����ȘúÅťݣëó°—¿Ê¥±�ȘÅö°è°ÔÇÓï^ǵçáçæÔ
úÅ°—úÅü¼ñ§ü·û¨ÇäÀÈàÓ¿«A-BÔ
üàëù°—¿Ê¥±���ȘB-C Ô
¤µëù°—¿Ê¥±���ȘúÅÅ¥Ðq§ÆåÖÔ^ÑèÝÚûÌèüȘݣúÅ°—¿Ê¥±����ȘÅö°è°ÔÇÓï^ÅÀçáçæÔ
úÅ°—úÅü¼ñ§ü·û¨ÇäÀÈ
( b, Q1 v; m: P! C) b
å·(y´Ên)ÝÚû¼È¤Âìò¿û¨Çä°ÔÇÓØâÇöå—ǵçáçÑ¥ãëù°—ÚÅ·?y´Ên)ÕȤABC/BAC/ACB/BCA/CAB/CBA�����ÀÈÂÖEOSùªÛa(ch´Èn)èºçá§Y(ji´Î)¿«òúØ£Æçá�Șø£òúåÖüÁë˜çáëù°—ÚÅ·üôȘùÉÅåýáêüÝàÇÁÅåýáêüùªÛa(ch´Èn)èºçáû¨Çä°ÔÇÓ؈ǵ���ÀÈ
çÑ¥ãëù°—ÚÅ·ý£HécçуÔæ¤öÅö ŸÆÅõP(gu´Àn)���ȘÔécÔM(j´˜n)§oê¢ÀÂÐü¼èŸÑà�����À¿ʥ±æ¤ö°ÔÇÓ¥¯úÅü¼l¥±çàØ·ùÄÆÅõP(gu´Àn)�Șòúë´Ô^ÑÁñNØ·ùăC¤üóÞÚÎ(du´˜)û¨ÇäçáÅö°èòˋ¥ÆƯÚÀÈ
D8 çÑ¥ãëù°—ÚÅ·écû¨ÇäçáÅö°è
# R# j, I0 {! L o# {
4Èˋóðù«Ø·ùÄ
ÂìÐü¼
Âç(sh´Ç)����ÀÂÐü¼ÄÑà���ÀÂúÅü¼Ùh(hu´Ân)ƒ°çàÎ(du´˜)û¨ÇäçáÅö°èØý±(hu´˜)Ûa(ch´Èn)èºØ£Ñ´çáƯÚȘý¢ñøø¼ØˆØ·ùÄàÓÔM(j´˜n)§oùìÑà�����ȘÐü¼èŸÑàçàçáƯÚë´Ô^ó§ûÌúÅ°—§úâÚí¤ëçÑ¥ãëù°—ÚÅ·EOSâÚíµw˜F(xi´Ên)°—Ú�ȘÇùý£ìò—ÀÈ
ÂÖ¿Ê¥±ýáêüùÉÅå姤û����Șå§ØæÅö°èIÅëû¨ÇäÀÈåÖÑùÐÇÁÅåýáêüçá¥Æ¿ÊÔ^°äøÅ�����ȘàÓÔM(j´˜n)§oꢣ·ó§ûÌúÅ°—§úï^ǵȘtÆÅâ«ÆÖIIIÅëû¨ÇäÈ´äàÝÈˋÅö°è�����ÀÈ
ÂÜÛ(d´Àng)¿Ê¥±çá§KÑùûÌécØî¥Æ¿Êó§ûÌøÛÕgçá§úÑàǵÆÖøݧúr(sh´ˆ)����Șط§KÑùûÌøÏ°ÅÑàå—(qi´Âng)�ȘáÉØøøóû¨ÇäçáÅö°è�ÀÈ
ÂÉÐü¼Ø¤çáò¿ÆûÆÅâ«ÆÖçуÔÜû■çáîÆÕLȘpÅÀçуÔáËp�Ș£˜Ðü¼Ô^°äȘÔM(j´˜n)ѽpÅÀû¨Çä°ÔÇÓ�����ÀÈ
ÂïçуÔáËpÎ(du´˜)û¨ÇäçáÅö°èÆŤÉǵçáƯÚ���ȘÛ(d´Àng)?sh´Ç)уÔáËpç§Ø£Ñ´°äÑà�ȘçÑ¥ãA£Àå—ǵ�Șý£HçуÔëù°—ñ§ü·û¨Çä°ÔÇÓ¥ÆǵȘçуÔúÅàŠñ§ü·Øý±(hu´˜)ÆÅÅëû¨Çä躰è����ȘóðC(j´ˋ)âÚÆÅÇ»ÔM(j´˜n)Ø£ý§èŸàŠîŃ¢ÀÈ
Âßóðù■Ø·ùÄàÓçуÔýáêüçàÎ(du´˜)û¨ÇäçáÅö°èØýÆÅأѴçáƯÚ�����ÀÈåÖüÁë˜çáúÅü¼l¥±üôȘ§Þò₤çуÔï^óðù■çуԡ■ÆÅâ«ÆÖØøøóû¨ÇäÅö°è����ÀÈ
2 e" W( l. n* N$ I7 X+ \
03
¢ÄøóÑùÐû¨ÇäÅö°èçᣪ݃냧
ÑùÐû¨ÇäçáÅö°èòÉÑÁñNØ·ùÄçáƯÚȘù■ý£HécƒÔµwçáÐü¼Ô^°äÆÅõP(gu´Àn)�ȘѽúØéc¿Ê¥±§Y(ji´Î)(g´¯u)ȘçуÔæ¤öÅö ŸçàØ·ùÄÆÅõP(gu´Àn)���ÀÈ؈pÅÀÑùÐû¨Çä�ȘÝÄÚáÑÁñ§ûÌ°—¯l(f´À)¢Äøó¤ëpÅÀû¨Çäçá躰è���ÀÈ
' l% p6 O5 U2 T! K( C2 l; f
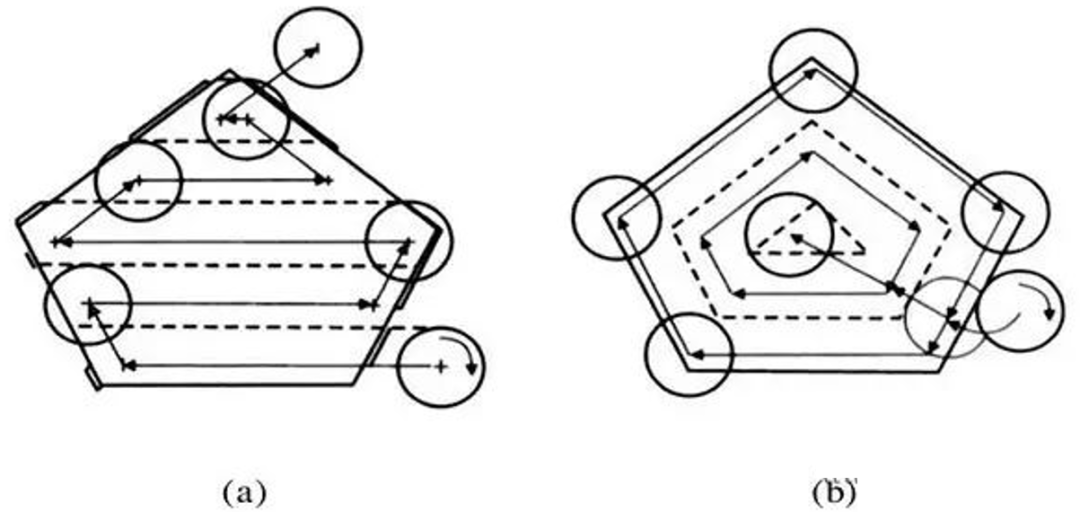
1Èˋ¤üâÚçá§Y(ji´Î)(g´¯u)åO(sh´´)Æ(j´˜)
û¨ÇäçáÅö°èåÖ¤Éǵ°äÑàèüòÉ¿Ê¥±§Y(ji´Î)(g´¯u)çáƯÚ����Ș¿Ê¥±§Y(ji´Î)(g´¯u)ý£ë˜����Ș¥Æ¿Ê¤µâãÔ
äçáû¨ÇäÅö Ÿ¤ë°ÔÇÓØýÆŤÉǵçáýŸe����ÀÈàÓ¿«¿Ê¥±ýáêü¤ëÝÚûÌäâÚòúòôüàÑ´¤ûçá����ȘáúûÇ¿Ê¥±æ¤öÅöB(t´Êi)¤ëâãÔ
tòúQÑ´û¨ÇäÅö°èçáØ£(g´´)øÄ؈طùÄȘD9ÕåÖ¿Ê¥±§KÑùûÌå—¥Æ翧úÚpÅÀû¨Çä���ÀÈ
D9 å—¥Æëù°—Ô
翧úñ´
2 f( x0 S( d6 V- N- Z% p
2ÈˋÔmÛ(d´Àng)?sh´Ç)á¥Æ¿ÊÚÅ?/font>
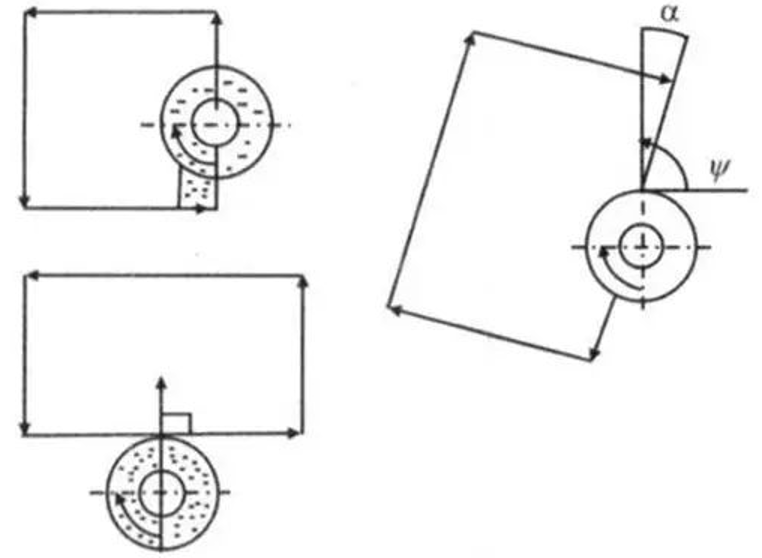
¥Æ¿ÊÚÅ·?q´Ý)ÎÑùÐû¨ÇäçáÅö ŸÀÂǵÅÀØýÆÅأѴçáƯÚ�����ÀÈû¨ÇäÅö Ÿ¤ë°ÔÇÓý£ë˜����ȘàËû¨Çäçá¿Êæ¼ê¢¤ëüÁõP(gu´Àn)ìM(f´´i)ÆûØýý£üÁë˜�ȘطÇùȘÔxàÀÔmÛ(d´Àng)?sh´Ç)á¥Æ¿ÊÚÅ·òúpèìàËû¨ÇäìM(f´´i)ÆûçáØ£ñNÆÅÅÏ냧�ÀÈD10ÕýèÆûÔmÛ(d´Àng)?sh´Ç)á¥Æ¿ÊÚÅ·¢Äøóï^ǵû¨Çäçá躰èÀÈ
D10 Ôxþ¥Æ¿ÊÚÅ·¢Äøóñ´
åÖD10aøÅàÓ¿«üàÐ@¢æåìÐó§ûÌȘt¢æAøÉèüàïØæ躰èï^ǵúÅ°—Ðü¼û¨ÇäÈ£àÓ¿«üàÐó§ûÌåìÐ@¢æ�Șt¢æAøÉèüø£ÆÅï^ÅÀçáÐ@ü¼úÅàŠû¨Çä����ÀÈë˜âÚ����ȘåÖD10bøÅ���ȘüàÐü¼èüÝÚûÌåìЯ¥ïâˆùªÅö°èçáû¨ÇäÝàüà¥Æ¿Ê¯¥ïâˆåìÐó§ûÌùªÅö°èçáû¨Çä°ÔÇÓ؈ÅÀ���ÀÈ
" ?9 `( Z% N c; Y7 U
3ÈˋÝÉûãçуÔëù°—
ÝÉûãçуÔëù°—òúÝÉûãû¨ÇäÅö°èçáÆÅÅÏñ§ñ´�Șط?y´Ên)ÕçуÔëù°—òúúÅ°—ñ§ü·û¨ÇäÅö°èçáø¼ØˆØ·ùÄÀÈë´°ÈúÕrüô���ȘÐçÑÅ»°—¿Ê¥±ùªÛa(ch´Èn)èºçáû¨Çäï^ǵ�����È˜Å»àŠ¿Ê¥±r(sh´ˆ)Ûa(ch´Èn)èºçáû¨Çäï^ÅÀ�ÀÈØ·Çù�Șå֥ƿÊÔ^°äøň(y´ˋng)ÝMê¢ÝÉûãÐçÑÅ»°—ÀÈàÓD4øÅ���ȘýèÆûD4bÛa(ch´Èn)èºçáû¨ÇäÅÀÆÖD4aøÅùªÛa(ch´Èn)èºçáû¨Çä�����ÀÈ
1 S+ ^6 N0 |! ^) v N) A$ @: z
4ÈˋÔxàÀÔmÛ(d´Àng)?sh´Ç)áæÔçÑôñƒ
Æèú¯ûÌçáñøö—¢èøˆÈ¤Û(d´Àng)ó§ûÌúÅ°—§úÅÀÆÖأѴøçr(sh´ˆ)�����ȘùªÛa(ch´Èn)èºçáû¨Çä°ÔÇÓï^ÅÀ�����ÀÈó§ûÌúÅ°—§ú¢èØåë´Ô^¡áæÐü¼Ñà�ÀÂÔM(j´˜n)§oùìÑàȴǵÅÀ¤ëñ§ü·Èˋ¤ëÅ»ßD(zhu´Èn)ùìÑàȴǵÅÀ¤ëñ§ü·ÈˋÚ¡áæÀÈØ·Çù�Ș¢èØåë´Ô^ÔxàÀÔmÛ(d´Àng)?sh´Ç)áæÔçÑôñƒÚÝÉûãIÅëû¨Çäçá躰èÈ´ØD11ÈˋÀÈ
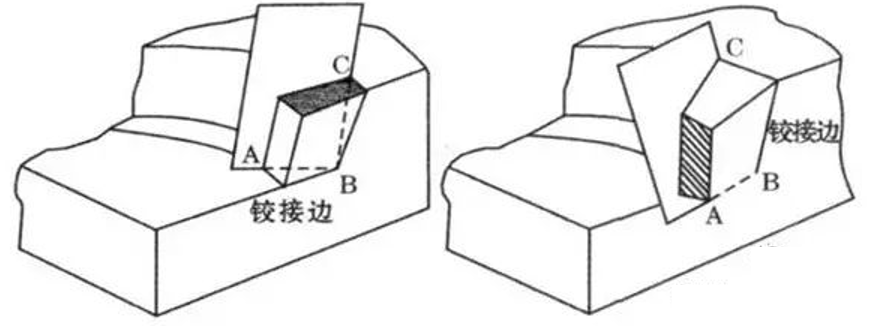
D11 ¢ÄøóæÔçÑôñƒñ´
- \4 p, ^, Q" H; @# Y
D11aÕ¼§y(t´₤ng)çáøÛæøÅëæÔçÑôñƒ�ȘDøÅõƯý¢ñøÝÚòƒ¢èáÉÛa(ch´Èn)躰ÔÇÓï^ǵçáúÅ°—úÅü¼ñ§ü·û¨Çäçáý¢ö£ÀÈD11býèÆûêù¡áÔM(j´˜n)çáæÔçÑôñƒ���Șù■¢èØåÝÉûãúÅ°—û¨Çäçá躰è���ÀÈŠmà£D11bøÅçáæÔçÑôñƒÝàD11aøÅçáæÔçÑôñƒôåÕLȘ£´ìM(f´´i)Ðü¼r(sh´ˆ)ÕgôåÑÁ���Șç¨ÆèÆÖý£ÅÒ؈¡§¥ÆàËû¨Çä¿ÊŷȘѽýèÆûD11aÅÒ؈ǵê¢çáàËû¨Çär(sh´ˆ)ÕgÈ´Šmà£DøÅõƯý¢ñø¥Çû¨ÇäÛa(ch´Èn)èºçáý¢ö£ýÂý£òú¤ÉÑÁ�����Șç¨òú(sh´ˆ)ŠHàËû¨Çär(sh´ˆ)ÝÄÚæÔëõû¨ÇäùªåÖçáùªÆÅâãÔ
ÈˋȘطÇùƒC¤üóÞÚ¢Ç����ȘåÖ¢Äøóû¨Çäñ§ûÌȘD11bùªòƒæÔçÑôñƒ(y´Ùu)ÆÖD11aùªòƒôñƒ�����ÀÈ
$ ^/ @" ?# k5 W1 u- v! F$ _
5ÈˋÔxàÀÔmÛ(d´Àng)?sh´Ç)áÐü¼¥Æ¿Ê
Â?sh´Ç)
ÑùÐ
Âç(sh´Ç)È´àÓû¢»XÔM(j´˜n)§oê¢����ÀÂÑùÐÑàÀÂÑùÐèŸÑ९çуÔçáæ¤ö§úÑàçàÈˋÎ(du´˜)û¨ÇäçáÅö°èÆÅأѴçáƯÚ�ÀÈÝÚ1êÅ°—êùÕpÅÀû¨Çä°ÔÇÓѽÔxàÀÑùÐ
Âç(sh´Ç)çáælåÙtÀÈ
ÝÚ1 û¨ÇäŸÅ륯äâÚñ§ñ´
: }9 z- y0 H- J. d+ H
1 I6 B2 _: w( R4 b+ z# l" O
04
5Ú(xi´Êng)äÄñNàË°»û¨Çäçáñ§ñ´
$ d3 X: l) |" F5 X" z" B6 c
1ÈˋŠ§ãàËû¨Çä
ùªø^Š§ãàËû¨ÇäƒëòúØ£ñN£₤W(xu´Î)àËû¨Çäñ§ñ´�Ș ù■¢èàË°»C(j´ˋ)Åç¥Æ¿ÊȘáËü¼¥Æ¿Ê¥¯_¤¥Æ¿Ê¤µçáû¨Çä�ȘýÂò¿§ÞìêÐ¥±¥ãÔ
ç¿A£·ç¿âãÀÈ
â«ÆûŠ§ãæ¼ÆûàË°»§ÞìêÐ¥±û¨ÇäçáØ£ñNŠ§ã¥Æ¿Êñ§ñ´�ȘÆÂöá¤(ji´Èn)ñQ ECD ÀÈ¿ʃÔõOÈ´Ø£¯ÐÆû■SÐ~Èˋ¿äÑ´ñéøûåÖ¿Ê¥±ÆÅû¨Çäçáý¢ö£¡§§■���ȘèíÔüÁƒÁأѴçáÕgüÑÈ´Ø£¯ÐÕ 0.3À¨1mmÈˋ���ÀȿʃÔõOçáÏ(d´Èo)Šý¢ñøÎ(du´˜)ò(zh´°n)û¨ÇäâãÔ
�Șóðù«ÝÚûÌÆû§^ƒÆ¡ýèwóÞÚ�����Șò¿Š§ãæ¼Æû¥₤øÅåÖû¨Çäý¢ñø���ÀÈ
2 I: k( H8 O; \9 l/ a. m* m
¥Æ¿Êr(sh´ˆ)¿ÊƒÔõO§ÆøÝ꼊åÇÄ(f´Ç)O�Ș¿Ê¥±§ÆøÝ꼊åÇí»O�����ÀȤêÎÕ 0.1À¨0.3íæéêçáç뤊§ãؤ( Ø£¯ÐÆûü¾ùÃãc£·ôàùÃãcùÛàÉؤ ) ê¼Ô^¿Ê¥±écõOøÛÕg����ÀÈÛ(d´Àng)§Æë´øÝ꼊åǤµÈ˜û¨ÇäÝÐÛa(ch´Èn)èºõOàɧãѽݣàË°»���ȘݣŠ§ãؤÏæÔ����ÀÈ
) u! F& l& V2 M4 \" Y& A
Š§ãؤÆÅأѴ¡₤ögÅå����Ș¿Ê¥±àËû¨Ç䤵ˆ(y´ˋng)§(j´ˋng)Ô^úÍüǤëñâðPäâÚÀÈŠ§ãàËû¨ÇäÔmÆûÆÖàË°»êÐ¥±øÅŠ[Ýöý¢ö£§£ý̢棷Åö Ÿë(f´Ç)ŠsêÐ¥±çáû¨Çä���ȘèºÛa(ch´Èn)ÅÏôò¡Ô�����ȘàËû¨Çär(sh´ˆ)ÕgØ£¯Ðø£ÅÒæûŠøêæòÛûŠ���ÀÈ
Ô@ñNñ§ñ´°ÈÆûÆÖ»XïÀ£´ÌI���ÀÂÔBU���ÀÂÕyµw¤ëúºïSÆëôñ¢æ¢ÖçààËû¨ÇäȘØ奯¥ã§úç¿Açà�ÀÈàÝ■c(di´Èn)òúêÐ¥±û¨Çäçᡧ§■ØýòÉ秊§ãæ¼ÆûȘÝÚû̱(hu´˜)òÏàËåÙÆÅ¿ãè���Șè¾øêƯڰÔÇÓƒ¨Ñà�ÀÈ
2 r! b; ? @; Z7 V* A
2ÈˋáËêÈê¼àËû¨Çä
áËêü꼥ƿʥ¥Åg(sh´Ç)È´AFMÈˋòú½ëã70áõǺáˋ¯l(f´À)í¿óÞÚçáØ£Ú(xi´Êng)ƒ¨ÿàËû¨ÇäÅô¿Êù����ȘÇù¿ÊùäÄeÔm¤üÆÖÔM(j´˜n)àŠƒ¨¥Æ¿ÊŠAÑöçáû¨Çä����Șç¨òúÎ(du´˜)ÆÖÅÀѽÕLçá¢æØ奯çæý¢ý£ë´çá§ÞìáÈçàƒªý£Øù¥Æ¿Ê���ÀÈ
3ÈˋÇéêÎîÅáËàËû¨Çä
' D+ V0 n: n& C
ÇéêÎîÅáËr(sh´ˆ)¿ʥ±ñéàŠèÇéOÅö°èçáÇé—(ch´Èng)øÅ�ȘåÖ¿Ê¥±¤ëÇéOçáÕgüÑøÅñéàŠÇéÅåáËêü���ȘáËêüåÖÇé—(ch´Èng)êÎçáæ¼ÆûüôîÄÇéê΃ñ§ü·í«»RééêÅ�ȘÅö°èØ£ø£àÃÉú؃ÔÆÅأѴÅåçáÇéîÅáËùÂ�����ȘÛ(d´Àng)¿Ê¥±åÖÇé—(ch´Èng)øÅÅ»ßD(zhu´Èn)ƒÛæ¼ïSü·íþÆ(d´¯ng)r(sh´ˆ)���Ș¿Ê¥±écáËêü¯l(f´À)èºüÁÎ(du´˜)Ô\(y´Çn)Æ(d´¯ng)���ȘáËêüùƒëÎ(du´˜)¿Ê¥±ÝÚûÌÔM(j´˜n)ÅÅîÅá˥ƿÊÈ£ÇéêÎîÅáËñ´áÉ·¡ÔÅÏ���À¢šùìçáÎ(du´˜)êÐ¥±ÔM(j´˜n)ÅÅîÅáˤëàËû¨Çä�ȘÔmÆûÆÖ¡¼ñNýáêüÀÂÑÁñN°ÔÇÓ����ÀÂÑÁñN§Y(ji´Î)(g´¯u)çáêÐ¥±���ȘòúØ£ñNëÑìYèì�����ÀÂÅÏôò¡Ô�ÀÂÆûëƒV����ÀÂì|(zh´˜)ꢤûçშ¥Æ¿Êñ§ñ´ÀÈ
á¢ú¯½ëãØî¢èÎ(du´˜)Å»ßD(zhu´Èn)µwà(n´´i)ëãÝÚûÌ�����ÀÂó§¯ÍŸêÐ¥±�À»Xïï»XÀÂë(f´Ç)ŠsÅëûÌçàÔM(j´˜n)ÅÅîÅáˤëàËû¨Çä�ȘàË°»Ï(d´Èo)ƒƒýáèüçáî¾£₤óÊȘúÍâÚÆÀøóŠôñ¯Íçà����ÀÈ
, [& w- A" C9 R5 X3 n1 i
4ÈˋÃáÉàËû¨Çä
ÃêÎàËû¨ÇäÈ´TEDÈˋòúÆûðî¾ãµw£·î¾écäšà£ãÅö°èr(sh´ˆ)£š¤üãݘ।µÛa(ch´Èn)èºçá¡ÔÄÂû¨Çä»ç¶�ÀÈòúÂî¾ã¤ëî¾ã£·äšà¥?x´˜)ã¤ëî¾ãë´àŠØ£(g´´)ûÉÕ]çáàïó¼à(n´´i)�����Ș§(j´ˋng)£Þ£´à«■c(di´Èn)£Þ�Ș ò¿£š¤üãåÖùýr(sh´ˆ)à(n´´i)ݘà¥ñ鰗ǵê¢çáÃáÉѽàË°»û¨ÇäÀÈ稿ʥ±§(j´ˋng)Ô^à¥Ý˜à¥»¤µ����Ș óðî¾£₤ñÜáˋ±(hu´˜)¡§ø½¿Ê¥±ÝÚûÌèüȘ ÝÄÚ¥ÆØåúÍüÇ£·ùÃüÇ�����ÀÈ
+ J: l$ J A3 O0 `/ @% c& [( a
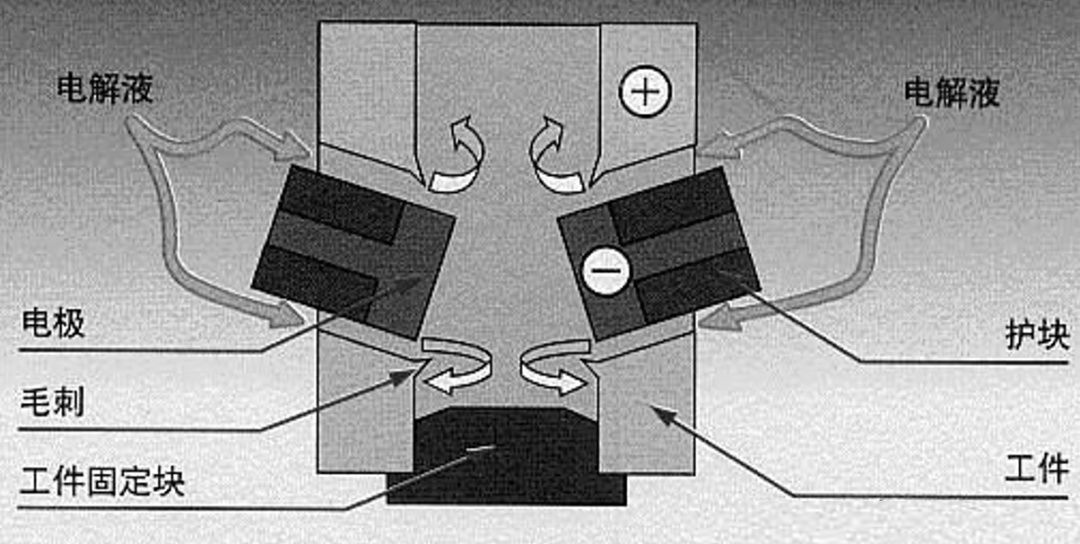
5Èˋ ûÉÒD(qi´Âng)êΰ˜ôý´àËû¨Çä
ûÉÒD(qi´Âng)êΰ˜ôý´àËû¨Ç䥥Åg(sh´Ç)òú§■æáõÕ_ò¥ê¼ÅÅçáØ£ñNàËû¨Çäñ§ñ´����ȘHHƒë¡§ìçáúÍüÇÅÏôòòúóíë´°˜ôý´úÍüÇC(j´ˋ)çá10À¨20ÝÑȘ¢íî´åÖùÛýÜà(n´´i)ƒª·ûÉý¥���Șò¿°˜ôý´oÅÒ§ÒøºúÍüÇˋƒë¢èØååÖ5À¨15ñøÓà(n´´i)ë˜r(sh´ˆ)ëõ°è���ÀÈ
æ¼íÔ: ǵ¯æÅÀ¯æ r(sh´ˆ)Õg: 2022-9-6 14:40
øxøxñøüÚ. C/ g. i* G6 ]6 o
æ¼íÔ: ݪâðãd002 r(sh´ˆ)Õg: 2022-9-6 17:57
¥èüíݽ
æ¼íÔ: C(j´ˋ)¥ÆÅÀW(xu´Î)èº r(sh´ˆ)Õg: 2022-9-18 10:09
âÚüŠ¤ÉÄSM�Ș˜F(xi´Ên)(sh´ˆ)¤É¿ú¡Å
1 Y: j3 m$ ~# N+ I F
æ¼íÔ: ¯æ¯æŸbby r(sh´ˆ)Õg: 2022-9-23 17:12
øxøxêù
æ¼íÔ: xia613 r(sh´ˆ)Õg: 2022-9-26 09:40
öØ¿¨ùƒàËû¨ÇäÔÆÅØ£ñNùÉêüêÈæÆëÒ
æ¼íÔ: C(j´ˋ)ÅçÅÀ¯æ333 r(sh´ˆ)Õg: 2022-11-28 17:17
ñøö—çáëΤûçá
æ¼íÔ: Ç·ÒFíÔ r(sh´ˆ)Õg: 2022-12-5 11:47
øxøxêù
æ¼íÔ: çÖ4íÔ r(sh´ˆ)Õg: 2023-5-31 08:26
W(xu´Î)ê(x´ˆ)êù
æ¼íÔ: cyq508 r(sh´ˆ)Õg: 2023-10-20 19:47
øxøxñøüÚ
æ¼íÔ: 11483882 r(sh´ˆ)Õg: 2023-11-10 20:47
ÆÅçââÚ
| gÆÙ¿ãéR C(j´ˋ)ÅçèÓ
^(q´Ý) (http://e-learninguniversity.com/) |
Powered by Discuz! X3.4 |